Автоматический контроль и регулирование технологических параметров
Технологические процессы в соответствии с их общим физико-химическими и биологическими закономерностями можно представить в виде следующих типовых процессов: механические, гидродинамические, тепловые, массообменные, химические и микробиологические, этот классификационный признак технологических процессов положен в основу разработки типовых систем автоматизации.
Системы автоматического контроля и регулирования температуры.
Основным регулируемым параметром в большинстве объектов автоматизации (термоагрегаты, пастеризационно-охладительные установки, сушильные камеры и т. д. ), является температура. Эти объекты характеризуются инерционностью и запаздыванием, что обусловливает значительную продолжительность переходных процессов. Регулирование температуры обычно осуществляется с помощью позиционных, пропорциональных и пропорционально-интегральных регуляторов. Наибольшее распространение в отрасли получили позиционные регуляторы.
Задача регулирования температуры в аппаратах и агрегатах заключается в регулировании величины теплового потока от теплоносителя (или хладогента) к нагреваемому (охлаждаемому) веществу через стенки теплообменников (секции пастеризационно-охладительных установок, калориферы, воздухоохладитель и т. д. ).
Наиболее распространенный способ регулирования температуры – это стабилизация расхода теплоносителя (или хладогента) в зависимости от изменения температуры в объекте.
Системы автоматического контроля и регулирования давления
В мясной и молочной промышленности часто возникает необходимость регулирования давления и газа, пара и жидкости в аппаратах и трубопроводах.
Системы автоматического контроля и регулирования расхода.
Системы автоматического регулирования расхода газов, паров, жидкостей и сыпучих материалов непрерывных технологических процессов предназначены для поддерживания заданного постоянного во времени массового или объемного расхода, поддержания заданного постоянного во времени соотношения массового или объемного расхода нескольких жидкостей.
Системы автоматического контроля и регулирования уровня.
Системы автоматического регулирования уровня предназначены для дозирования жидкостей, обеспечения заданного расхода жидкости, стабилизация уровня в емкости. Выбор типа регулятора уровня и параметров его настройки зависит от свойств объекта автоматизации и точности регулирования уровня.
Автоматизация очистки сточных вод.
На предприятиях мясной промышленности вода необходима для технологических процессов, транспортирования продуктов, охлаждения аппаратов и механизмов, употребляется для парообразования в котлах, на хозяйственные и другие нужды. Количество потребляемой и сбрасываемой воды влияет на качество технологических процессов, на их энергоемкость, экономичность, затрагивает вопросы охраны окружающей среды. Снижение расхода свежей воды решается путем применения оборотных систем водоснабжения, в которых одна и та же вода многократно совершает работу.
Сточные воды, сбрасываемые в водоемы, предварительно очищаются в специальных сооружениях, из них извлекаются примеси, опасные в санитарном отношении или ценные как вторичное сырье. Применяется биологическая и механическая очистка сточных вод.
На мясокомбинатах насосная станция для перекачки сточных вод имеет два приемных резервуара. В один из них поступают хозяйственные (маложирные) стоки через приемный лоток и решетку. Затем из резервуара стоки центробежными насосами направляются в очистные сооружения. В другой приемный резервуар, также через приемный лоток и решетку, поступают жирные стоки из мясожирового корпуса. Затем центробежными насосами они перекачиваются в жироуловитель. Автоматизация насосной станции для перекачки сточных вод обеспечивает беспрерывную подачу стоков в очистные сооружения, безаварийную работу станции, улучшает условия труда обслуживающего персонала.
Вода из очистных сооружений направляется на станцию доочистки сточных вод. В составе станции доочистки сточных вод имеются водонапорная башня, четыре фильтра и бак для коагулянта. Вода из очистных сооружений, смешиваясь с коагулянтом, поступающим сверху, направляется в фильтры. Отфильтрованная вода снизу удаляется из фильтров и направляется для использования на технические нужды. После окончания фильтрации фильтры промывают водой снизу вверх. Система автоматизации станции доочистки сточных вод управляет по заданной программе работой фильтров. Это позволяет подключить станцию доочистки к общей автоматизированной системе управления очистных сооружений. Кроме того, динамические характеристики объектов позволяют выбирать средства автоматизации, реализующие позиционный закон регулирования. Технологические требования невысоки, поэтому для работы схемы можно применять простые приборы, средства автоматизации и аппаратуру.
Схема автоматизации станции доочистки сточных вод (рис. 1) предусматривает сигнализацию об изменении уровня воды в водонапорной башне, регулирование давления промывной водой в трубопроводах и сигнализацию о его изменении, подачу сигналов об изменении уровня коагулянта в баке и уровня воды в фильтре, программное управление работой фильтров, местное и дистанционное управление электродвигателями насосов и исполнительными механизмами.
Сигналы об изменении уровня воды в водонапорной башне подаются сигнализатором 1-3 с датчиками верхнего 1-1 и нижнего 1-2 уровней и лампами HL19 и HL20.
Регулирование давления промывной воды в трубопроводе, поступающей в фильтр 1, и сигнализация о его изменении осуществляются реле 2-1 и 3-1, работающими в комплекте с электродвигателями 4 и 5насосов подачи промывной воды.
Сигналы об изменении уровня коагулянта в баке, а также предельных уровней воды в фильтре подаются сигнализатором 4-4 в комплекте сдатчиками 4-1, 4-2, 4-3.
Фильтры станции доочистки сточных вод работают по временной программе. Сначала фильтруется вода, прошедшая очистку в очистных сооружениях, а потом через фильтр пропускается промывная вода, которая представляет собой смесь отфильтрованной и чистой водопроводной воды.
По программе открываются и закрываются задвижки подачи воды на доочистку и коагулянта, а также задвижки выпуска очищенной воды и подачи промывной воды в фильтры. Реализует программу командный аппарат 10-1.
При выполнении операции промывки программное устройство подает команды исполнительным механизмам 5-1, 7-1, 9-1 на закрытие задвижек и исполнительным механизмам 6-1, 8-1 — на открытие задвижек для подачи промывной воды и ее выпуска из фильтра. При фильтрации запорные задвижки исполнительных механизмов 6-1, 8-1 перекрывают трубопровод подачи промывной воды в фильтр и спуска ее из фильтра. Открываются задвижки исполнительными механизмами 7- 1 спуска из фильтра очищенной воды и 9-1 подачи воды в фильтр на доочистку, а также клапан 5-1.
Лампы HL1 — HL16 сигнализируют о предельных положениях задвижек и работе электродвигателей исполнительных механизмов. Аналогично описанному работают фильтры 2, 3, 4. Работа фильтров согласованна и осуществляется по программе. Одновременно в двух фильтрах происходит фильтрация и в двух — промывка.
Местное управление электродвигателями исполнительных механизмов выполняется кнопочными выключателями SB1 — SB6.
Световые сигналы, подаваемые лампами HL17, HL18, снимаются кнопкой SB8. Переключатели SA1 SA2 служат для переключения управления с автоматического режима на дистанционное, и наоборот.
Андреев Г.Н. Маханько А.М. Автоматический контроль в технологических процессах

Андреев Г.Н. Маханько А.М. Автоматический контроль в технологических процессах
Введение
Переход отечественной экономики к рыночным отношениям выдвигает на первый план для производителей задачи, связанные с конкурентноспособностью выпускаемой продукции. Решение их предполагает повышение качества изделий и рентабельности производства.
Ни одна область техники, ни одна отрасль народного хозяйства, в таких условиях, не может существовать без контроля за протеканием технологических процессов, оценки эксплуатационных показателей, технического уровня и качества изделий и продукции.
Высокоточные измерения в процессе изготовления деталей машин и их сборки во многом определяют долговечность, надежность, бесшумность и даже энергоемкость изделий.
Задачи, стоящие сегодня перед отечественным машиностроением, требуют не только повышения точности средств измерения и расширения номенклатуры измеряемых и контролируемых параметров, но и значительного увеличения доли приборов автоматического контроля в метрологическом обеспечении технологических процессов.
Повышение уровня автоматизации машиностроения, интенсивное внедрение в производство станков с ЧПУ и робототехнических комплексов обязывают искать пути повышения эффективности и производительности контрольно-измерительных операций прежде всего за счет их механизации и автоматизации, сокращения доли ручного труда. Основное внимание при этом должно уделяться механизации и автоматизации контроля в условиях единичного и мелкосерийного производства. Эта задача может быть решена применением на контрольных операциях роботов илн измерительных машин, управляемых от ЭВМ и способных быстро перестраиваться на контроль других номенклатур деталей в условиях малолюдной технологии.
�� Подписывайтесь на Elec.ru. Мы есть в Телеграм, ВКонтакте и Одноклассниках
Скачать Автоматический контроль
Скачать 8.7 MB
Пожаловаться
Смотрите также
- Гельман Г.А., Соскин Э.А. Бесконтактные элементы в схемах и устройствах автоматики
- Жарковский Б.И. Приборы автоматического контроля и регулирования
- Емельянов А.И. Емельянов В.А. Калинина С.А. Практические расчеты в автоматике
- Фарзане Н.Г. Илясов Л.В. Автоматические детекторы газов
- Котеленец Н.Ф. Акимова Н.А. Антонов М.В. Испытания, эксплуатация и ремонт электрических машин
Публикации по теме
22 сентября 2015 г. 11:42
Особенности сертификации стационарного оборудования
11 мая 2023 г. 17:30
Технологии Wecon для автоматизации промышленных процессов
17 декабря 2018 г. 11:08
Тенденции рынка промышленной автоматизации в России 2018-2019 гг.
23 октября 2019 г. 13:43
Славой Мусилек: «Наше видение рынка — будущее принадлежит коботам»
14 октября 2015 г. 9:05
Новые горизонты автоматизации
19 августа 2019 г. 10:09
Рынок робототехники и автоматизации производства в России: взгляд эксперта НАУРР
Новости по теме
Автоматизация пищепрома
28 марта 2024 г. 16:44
«Передовые Технологии Автоматизации». ПТА — Екатеринбург 2022» состоится 16 февраля 2022 года
31 января 2022 г. 17:04
«МФК Техэнерго» объявляет 5-процентную скидку на автоматические выключатели производства НВА
16 ноября 2021 г. 12:02
«Передовые Технологии Автоматизации. ПТА — Уфа 2021»: старт в марте!
5 февраля 2021 г. 10:01
Объявления по теме
УСЛУГИ: Автоматизация технологических процессов
Предлагаем индивидуальную разработку средств контроля и управления технологическими процессами. Преимущества предлагаемых средств автоматизации и решений: — огромный интеллектуальный потенциал контроллера (возможность производить сложные расчеты, выводить детализированную графику на экран) -возможность работы с большим числом разнообразных датчиков отечественного и зарубежного производства — возможность дистанционного контроля и управления объектом из любой точки мира — получение уведомлений по электронной почте о событиях на контролируемом объекте — красивый, информативный и гибко настраиваемый, в соответствии с тех. заданием заказчика, интерфейс на сенсорном экране контроллера Примеры реализованных проектов: — автоматика управления сушильными камерами — система управления климатом в тепличном хозяйстве (8 теплиц одновременно) — автоматика управления фермой для выращивания грибов (вешенок или шампиньонов)
Агапов Антон · Агапов Антон Викторович · Сегодня · Россия · Свердловская обл
ПРОДАМ: Контроллер автоматики «Малахит 3М»
НПО «Дельта» г. Екатеринбург, специализирующееся на поставках энергосберегающих технологий и систем автоматизации технологических процессов, серийно изготавливает Контроллер автоматики «Малахит 3М» Контроллер автоматики «Малахит 3М» является компактным, функционально законченным универсальным изделием. Он предназначен для построения устройств автоматики, с логической обработкой информации, а также для сбора, первичной обработки и передачи на компьютер «верхнего уровня» технологической информации. Контроллер осуществляет связь с объектом, измеряет напряжение постоянного тока в диапазоне 0-10 В или сигналы первичных преобразователей со стандартным выходом 0-5 мА, 0-20 мА, 4-20 мА, фиксирует состояние дискретных датчиков и управляет выходными реле. По запросу со стороны компьютера, контроллер передает считанные данные. Контроллер имеет энергонезависимую память, контроль состояния питания и сторожевой таймер. Число каналов аналогового ввода: 6 Число дискретных входов: 16 Число дискретных релейных выходов: 4 Число дискретных выходов «открытый коллектор»: 10 Число каналов аналогового вывода: 2 ПЗУ: 64К-1М ОЗУ: 256-2К Напряжение питания переменного тока: 12±2 В Потребляемый ток: не более 500Ма Интерфейсы связи: RS-485, RS-232, I2C, FSK Контроллер автоматики «Малахит 32П» Контроллер «Малахит 32П» выполнен на базе процессора MB91F364 (Fujitsu), имеет энергонезависимую память, контроль состояния питания и сторожевой таймер, часы реального времени. Контроллер автоматики предназначен для: — преобразования стандартных входных сигналов: — напряжения постоянного тока в диапазоне 0…200В; тока 0…5 мА, 4…20 мA; — напряжения постоянного тока в диапазоне 0…10 мВ, 0…75 мВ; — сопротивления 100…144 Ом; — релейных сигналов 220 B; — коммутации следующих стандартных выходных сигналов: — 220 В, 5 A постоянного или переменного тока (релейные выходы); — 5…60 В, 0,5 A постоянного тока (открытый коллектор); — передачи вышеперечисленных сигналов по следующим видам каналов: — по.
Курмачев Андрей · Научно-производственное объединение «Дельта» · 26 марта · Россия · Свердловская обл
ПРОДАМ: Концевой выключатель TZ-8112
ссылка для заказа на сайте elec.ru https://www.elec.ru/market/kontsevye-vykljuchateli-tz-8112-rolik-gorizon-nazh-14942066987.html Концевой выключатель — компактное электромеханическое устройство, которое предназначено для контроля за движением различных механизмов в заданных границах в системах автоматизации. При наступлении определенного события датчик формирует сигнал и замыкает или размыкает электрическую цепь. Краткое описание товара — Макс. усилие срабатывания 750г — Макс. усилие отпускания 100г — Рабочий ход 20° — Общий ход 50° — Отклонение хода 12° Особенности серии TZ — Коммутация 2-х цепей — Высокая прочность конструкции — Встроенный переключатель с двойным пружинным механизмом — Серия с клеммой заземления — Металлический ролик — Пыле- и влагозащищенное исполнение (IP65) Дополнительно- шток с горизонтальным роликом нажимной Рабочая температура — -5…+65 °C Класс защиты — IP65 Масса — 120…190 г Сопр изоляции — 100 МОм (500 В AC) Скорость срабатывания — 0.05…50 см/сек Частота срабатывания механическая: 120 переключений/мин, электрическая: 30 переключений/мин Контактная группа — Н.О. + Н.З. Сопротивление контактов — 10^7 циклов, электрическая: >10^5 циклов Вибропрочность — Без разрушений: 10…55 Гц ампл. = 1.5 мм, по осям Ударопрочность механическая: 100g без сбоев: 30g Корпус — Металл с пластиковой крышкой Влажность — ≤95% (без образования конденсата) Особенности и преимущества Концевые выключатели — практичное и недорогое решение для создания систем автоматизации. В списке очевидных достоинств подобных устройств выделяют: -высокую точность срабатывания; -многократные повторы рабочего цикла; -простота монтажа и эксплуатации; -экономия на электричестве; -износостойкость; -герметичность конструкции; -устойчивость к негативным внешним факторам. Сфера применения Концевые выключатели нашли применение не только в быту, но и на промышленных предприятиях. Они позволяют наладить систему автоматизации в следующих отраслях: -технологические и упаковочные.
Смолич Елена · НПК Электроэнергетика · 1 апреля · Россия · Московская обл
ПРОДАМ: Концевой выключатель TZ-8111
ссылка для заказа на сайте elec.ru https://www.elec.ru/market/kontsevye-vykljuchateli-tz-8111-knopka-nazhim-5a-n-14942066986.html Концевой выключатель — компактное электромеханическое устройство, которое предназначено для контроля за движением различных механизмов в заданных границах в системах автоматизации. При наступлении определенного события датчик формирует сигнал и замыкает или размыкает электрическую цепь. Краткое описание товара — Макс. усилие срабатывания 750г — Макс. усилие отпускания 100г — Рабочий ход 20° — Общий ход 50° — Отклонение хода 12° Особенности серии TZ — Коммутация 2-х цепей — Высокая прочность конструкции — Встроенный переключатель с двойным пружинным механизмом — Серия с клеммой заземления — Металлический ролик — Пыле- и влагозащищенное исполнение (IP65) Дополнительно —кнопка нажимная Рабочая температура — -5…+65 °C Класс защиты — IP65 Масса — 120…190 г Сопр изоляции -100 МОм (500 В AC) Скорость срабатывания — 0.05…50 см/сек Частота срабатывания механическая: 120 переключений/мин, электрическая: 30 переключений/мин Контактная группа — Н.О. + Н.З. Сопротивление контактов — 10^7 циклов, электрическая: >10^5 циклов Вибропрочность — Без разрушений: 10…55 Гц ампл. = 1.5 мм, по осям Ударопрочность — механическая: 100g без сбоев: 30g Корпус — Металл с пластиковой крышкой Влажность — ≤95% (без образования конденсата) Особенности и преимущества Концевые выключатели — практичное и недорогое решение для создания систем автоматизации. В списке очевидных достоинств подобных устройств выделяют: -высокую точность срабатывания; -многократные повторы рабочего цикла; -простота монтажа и эксплуатации; -экономия на электричестве; -износостойкость; -герметичность конструкции; -устойчивость к негативным внешним факторам. Сфера применения Концевые выключатели нашли применение не только в быту, но и на промышленных предприятиях. Они позволяют наладить систему автоматизации в следующих отраслях: -технологические и упаковочные линии; -легкая и пищевая.
Смолич Елена · НПК Электроэнергетика · 1 апреля · Россия · Московская обл
ПРОДАМ: Промышленная автоматика Control Techniques
Control Techniques Commander SE» SE11200025 AC DRIVE 200-240 SUPPLY VOLTS 0.25kW 0.33HP 1.5-2.3 AMP SE11200037 AC DRIVE 200-240 SUPPLY VOLTS 0.37kW 0.5HP 2.3-3.5 AMP SE11200055 AC DRIVE 200-240 SUPPLY VOLTS 0.55kW 0.75HP 3.1-4.7 AMP SE11200075 AC DRIVE 200-240 SUPPLY VOLTS 0.75kW 1HP 4.3-6.5 AMP SE23200400 AC DRIVE 200-240 SUPPLY VOLTS 4kW 5HP 17-25.5 AMP SE23200550 AC DRIVE 200-240 SUPPLY VOLTS 5.5kW 7.5HP 25-37.5 AMP SE23200750 AC DRIVE 200-240 SUPPLY VOLTS 7.5kW 10HP 28.5-42.8 AMP SE23400075 AC DRIVE 380-480 SUPPLY VOLTS 0.75kW 1HP 2.1-3.2 AMP SE23400110 AC DRIVE 380-480 SUPPLY VOLTS 1.1kW 1.5HP 3-4.5 AMP SE23400150 AC DRIVE 380-480 SUPPLY VOLTS 1.5kW 2HP 4.2-6.3 AMP SE23400220 AC DRIVE 380-480 SUPPLY VOLTS 2.2kW 3HP 5.8-8.7 AMP SE23400300 AC DRIVE 380-480 SUPPLY VOLTS 3kW 4HP 7.6-11.4 AMP SE23400400 AC DRIVE 380-480 SUPPLY VOLTS 4kW 5HP 9.5-14.3 AMP SE2D200075 AC DRIVE 200-240 SUPPLY VOLTS 0.75kW 1HP 4.3-6.5 AMP SE2D200110 AC DRIVE 200-240 SUPPLY VOLTS 1.1kW 1.5HP 5.8-8.7 AMP SE2D200150 AC DRIVE 200-240 SUPPLY VOLTS 1.5kW 2HP 7.5-11.3 AMP SE2D200220 AC DRIVE 200-240 SUPPLY VOLTS 2.2kW 3HP 10-15 AMP SE33400550 AC DRIVE 380-480 SUPPLY VOLTS 5.5kW 7.5HP 13-19.5 AMP SE33400750 AC DRIVE 380-480 SUPPLY VOLTS 7.5kW 10HP 16.5-24.8 AMP SE43401100 AC DRIVE 380-480 SUPPLY VOLTS 11kW 15HP 24.5-36.8 AMP SE43401500 AC DRIVE 380-480 SUPPLY VOLTS 15kW 20HP 30.5-45.8 AMP SE43401850 AC DRIVE 380-480 SUPPLY VOLTS 18.5kW 25HP 37-55.5 AMP SE53402200 AC DRIVE 380-480 SUPPLY VOLTS 22kW 30HP 46-69 AMP SE53403000 AC DRIVE 380-480 SUPPLY VOLTS 30kW 40HP 60-90 AMP SE53403700 AC DRIVE 380-480 SUPPLY VOLTS 37kW 50HP 70-105 AMP Control Techniques Option Modules 1220-2756-01 Unidrive Solutions Module 1220-2758-01 Unidrive Solutions.
Дубровская Ирина · Touch-Mall · 2 апреля · Россия · г Москва
- ВКонтакте
- Однокласники
- Telegram
Метод автоматического контроля качества работы технологических систем Текст научной статьи по специальности «Прочие технологии»
Аннотация научной статьи по прочим технологиям, автор научной работы — Кротова Елена Ивановна
Предлагается метод автоматического контроля процесса получения гранулированных материалов при использовании в качестве контролируемого параметра выборочных значений влажности с применением статистического анализа и идентификации вида распределения .
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по прочим технологиям , автор научной работы — Кротова Елена Ивановна
Об анализе данных в задаче идентификации статических систем
Статистические характеристики процесса дражирования
Дражирование семян льна-долгунца с использованием электротехнологий и наноудобрений
Технология дражирования семян льна-долгунца с использованием наноудобрений и электрофизических полей
Эффективность дражирования семян сахарной свеклы барабанным дражиратором
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.
METHOD OF AUTOMATIC QUALITY ASSURANCE OF WORK OF TECHNOLOGICAL SYSTEMS
The author presents a method of automatic control of process ofproduction of granulated materials with the use as controllable parameter of selective values of humidity with application of statistical analysis and identification of a kind of distribution.
Текст научной работы на тему «Метод автоматического контроля качества работы технологических систем»
А. А. Korneeva, N. А. Sergeeva DATA ANALYSIS IN A PROBLEM OF STATIC SYSTEMS IDENTIFICATION
The authors investigate a problem of identification of multidimensional inertia-free system with delay in conditions of non-parametric uncertainty. The main emphasis is laid on the problem of filling of a matrix of observation for the case when control discretenesses of “input-output» variables differ very much. The filling of the observation matrix technique is offered, numerical results of calculation experiments ,illustrating the efficiency of the offered technique for identification problems solving, are given.
Keywords: inertia-free object, non-parametric models, non-parametric estimation, stochastic system, matrix of observation.
© Корнеева А. А., Сергеева Н. А., 2012
МЕТОД АВТОМАТИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА РАБОТЫ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Предлагается метод автоматического контроля процесса получения гранулированных материалов при использовании в качестве контролируемого параметра выборочных значений влажности с применением статистического анализа и идентификации вида распределения.
Ключевые слова: контроль, параметр, выборка, вид распределения, идентификация.
Материалы в оболочках используются в производстве строительных материалов, минеральных удобрений, лекарственных средств, в пищевой промышленности, машиностроении. Оболочки наносятся на металлы, химические соединения (гидриды, соли кислот, оснований), многие классы органических соединений: катализаторы, стабилизаторы, пластификаторы, жидкое и твердое топливо, красители, удобрения, пищевые добавки, ферменты, семена.
Нанесение оболочек на материалы (дражирование) позволяет уменьшить их реакционную способность, а также смешивать несмешивающиеся и реагирующие друг с другом соединения, придает материалам новые физические и физико-механические свойства: изменяет плотность, гранулометрический состав, форму и т. д.
Методы нанесения оболочек могут быть разделены на три основные группы: химические, физикохимические, физические [1; 2].
Все известное оборудование для нанесения оболочек на гранулированные материалы физическими методами можно разделить на оборудование, в котором технологический процесс осуществляется в разреженных потоках практически без взаимодействия гранул между собой (это детерминированные рабочие процессы), и оборудование, в котором процессы нанесения оболочек осуществляются в концентрированных слоях зернистых материалов при активном их перемешивании (стохастические рабочие процессы) [3].
Оборудование второго типа включает в себя в основном барабанные и тарельчатые машины различных типов и оборудование с псевдоожиженным слоем [3].
Набольшей функциональностью и производительностью обладают барабанные дражираторы, в которых рост гранул сопровождается их сушкой, однако особенности конструкции этих дражираторов затрудняют осуществление автоматизированного контроля качества получаемых гранул [3].
Объектом исследования в данной статье является процесс нанесения оболочек на гранулы в барабанных дражираторах.
Существующие математические методы описания процесса гранулирования требуют большого объема экспериментальных данных при подборе эмпирических коэффициентов и не всегда учитывают картину движения сыпучего материала, процессы истирания и сушки, а недостаточность теоретических знаний затрудняет создание нового высокоэффективного оборудования и определение оптимальных режимных параметров, что, как правило, приводит к неоправданным затратам энергии и снижению качества продукции.
При решении вопроса о контроле физикохимических свойств сыпучих материалов, к которым относится и влажность, необходимо:
— выбрать оптимальное число и род параметров, характеризующих сыпучий материал;
— определить объем представительной выборки;
— разработать методы нахождения аналитической формы распределения, адекватной реальному распределению значений контролируемого параметра [1; 2].
При выборе параметров, по которым будет производиться контроль оборудования переработки сыпучих материалов, например их гранулирования, нужно учитывать, что обычно используются показатели готового продукта по влажности, температуре, гранулометрическому составу, цвету, вкусу и другим характеристикам качества готового вещества, полученные от датчиков. Недостатком такого контроля является отсутствие возможности управления технологическим процессом на различных стадиях.
Известно, что технологические параметры установок гранулирования рассчитываются из условия, что влажность материала имеет фиксированное значение, однако это требование редко выполняется из-за низкого качества исходного сырья.
В настоящее время для контроля влажности в большинстве случаев используются прямые и косвенные методы [2]. Прямые методы основаны на химическом, весовом определении влагосодержания в готовом продукте после окончания технологического процесса. Косвенные методы, которые делятся на электрические и неэлектрические, основаны на том, что измеряется величина, функционально связана с влагосодержанием материала. Среди косвенных методов измерения наиболее распространенными являются электрометрические методы, в которых влагосо-держание преобразуется в электрическую величину: сопротивление, проводимость, емкость.
Проведенный в [2] анализ достоинств и недостатков этих методов позволил предложить следующее решение задачи повышения эффективности технологических устройств переработки сыпучих материалов: непостоянство значений параметра влажности, считающееся недостатком автоматических устройств контроля, несет в себе информацию о различном вла-госодержании в разных частях объема гранулируемого сырья, наличии примесей, неоптимальности теплового режима, присутствии комков в порошковых добавках, плохом перемешивании жидкости мешалкой и т. п. А поскольку исходный сыпучий материал для получения гранул состоит из множества частиц, то для описания его свойств необходимо использовать статистический анализ, при этом фиксированные значения параметров гранулируемых материалов заменяются их средними значениями (математическими ожиданиями) [4].
В случае если частицы сыпучего материала имеют близкие значения влажности, они распределены по нормальному закону, однако при значительном разбросе значений влажности частиц вид распределения отличается от нормального. Таким образом, контроль качества гранулируемого сырья и диагностику работы технологического оборудования можно проводить на всех стадиях технологического процесса, исходя из вида распределения контролируемого параметра влажности.
Подобный подход применим и к установкам дра-жирования семян, главным требованием к которым является сохранение готового продукта без ухудшения его качества.
При разработке математической модели процесса получения монодисперсных и полидисперсных гранул используется модель системы «ресурс-потребитель», а в качестве основного параметра, характеризующего этот процесс, берется время роста гранул, совпадающее со временем сушки т, поскольку в барабанных дражираторах эти процессы совмещаются [1-3].
В соответствии с общими принципами системноструктурного анализа химико-технологических систем и процессов, в них происходящих, множество системообразующих параметров необходимо разбить на четыре основные группы [2]:
— — множество конструктивных параметров;
— — множество режимных параметров;
— — множество физико-механических параметров;
— — множество технологических параметров.
Для барабанного дражиратора имеем:
— множество — радиус и длина барабана;
— множество — угловая скорость барабана, угол загрузки компонентов, объемно-весовые характеристики компонентов;
— множество — радиусы и плотности частиц ресурса (материала оболочки) и зерна гранулы (потребителя);
— множество — влажность зерна гранул, скорость дополнительной подачи ресурса за время в начале технологического процесса нанесения оболочек, скорость и температура сушки.
Для контроля процесса сушки, а следовательно и энергосбережения, необходимо учитывать влажность гранул в конце каждой стадии. Это позволяет изменять время сушки, т. е. время пребывания в дражира-торе, в зависимости от влажности гранул, благодаря чему становится возможной автоматизация технологического процесса.
Для исследования зависимости времени сушки т от влажности гранул на стадиях дражирования будем использовать идентификацию вида распределения значений влажности гранул.
В [1; 2] проанализирована модель скорости роста двуслойных гранул оболочки на грануле в процессе дражирования. Из уравнения для скорости роста гранул можно выразить время роста гранул т, совпадающее со временем сушки [2]:
В уравнение (1) введены сложные коэффициенты, содержащие системообразующие параметры [2]:
Системы автоматического контроля на предприятии

- 20.04.2023
- Мария Погорельцева
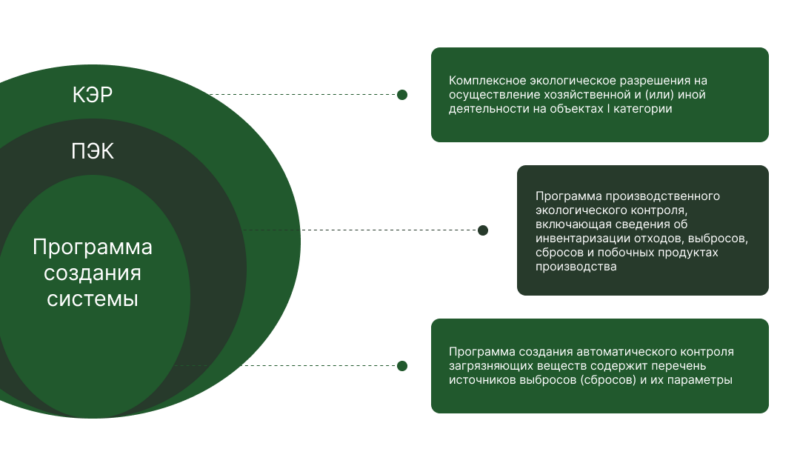
Согласно ФЗ-252 система автоматического контроля (далее – система) – это комплекс технических средств, обеспечивающих автоматические измерения и учёт показателей выбросов и (или) сбросов, фиксацию и передачу информации об этих показателях в государственный реестр объектов, оказывающих негативное воздействие на окружающую среду (далее – объект ОНВ).
В статье разбираемся, какие источники подлежат оснащению системами автоматического контроля, при каких условиях системы разрабатываются, по каким правилам эксплуатируются.
Требования законодательства
Согласно ст. 67 ФЗ-7 «Об охране окружающей среды» и ФЗ-252 программа создания системы автоматического контроля (далее – Программа) или сведения о её наличии должны быть включены в программу производственного экологического контроля (далее – Программа ПЭК), которая входит в перечень обязательных документов, необходимых юридическим лицам и индивидуальным предпринимателям для получения экологического разрешения (далее – КЭР) на осуществление хозяйственной и (или) иной деятельности на объектах I категории.
Экологическое сопровождение предприятия
Цена 2500 руб. в месяц
ЗАКАЗАТЬ УСЛУГУ
В течение 4-х лет после получения или пересмотра КЭР необходимо создать систему автоматического контроля. Для юрлиц и ИП, осуществляющих хозяйственную и (или) иную деятельность на объектах I категории и получивших КЭР до 01.09.2022, срок создания системы продлевается на 2 года.
В случае если программой повышения экологической эффективности предусмотрены мероприятия, связанные с реконструкцией стационарных источников, подлежащих оснащению Системой, сроки оснащения источников определяются с учётом сроков реализации мероприятий ППЭЭ.
Перечень источников и веществ
В Распоряжении Правительства РФ от 13.03.2019 N 428-р утверждены виды технических устройств, оборудования (установок) на объектах I категории, стационарные источники которых подлежат оснащению автоматическими средствами измерения и учёта показателей, а также техническими средствами фиксации и передачи информации в госреестр объектов ОНВ.
Стационарный источник выброса (сброса) включается в программу, если:
- имеется одно из следующих загрязняющих веществ, массовый выброс которого превышает значения:
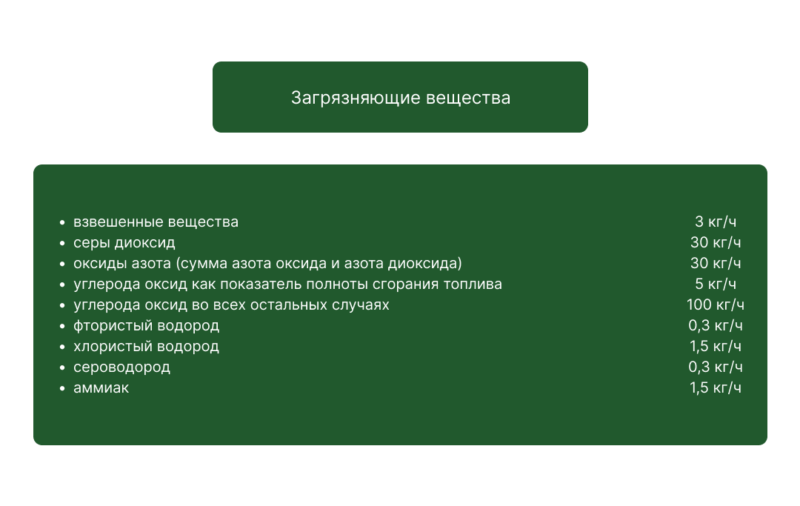
- сбросы сточных вод в общий объём сточных вод, отводимых с объектов I категории, составляет более 15%;
- имеются средства и методы измерений концентраций загрязняющих веществ в условиях эксплуатации стационарного источника выбросов (сбросов).
Правила создания и эксплуатации системы
Правила утверждены Постановлением Правительства РФ от 13.03.2019 г. N 262 . Система создаётся на основании соответствующей программы. Причём может эксплуатироваться как единая система автоматического контроля, так и несколько систем отдельно по выбросам или по сбросам.
Создание системы автоматического контроля включает в себя следующие этапы:
- определение стационарных источников и показателей выбросов и (или) сбросов, подлежащих контролю автоматическими средствами измерения, их предпроектное обследование;
- разработка и утверждение программы создания системы автоматического контроля;
- проектирование системы автоматического контроля;
- поставка и монтаж оборудования, необходимого для создания системы автоматического контроля;
- приёмка системы в эксплуатацию и дальнейший ввод в эксплуатацию.
Подробнее про каждый этап создания системы – в Постановлением Правительства РФ от 13.03.2019 г. N 262 . Здесь же указаны показатели, информация о которых поставляется в реестр.
Проектирование системы осуществляется в соответствии с рекомендациями справочника ИТС 22.1-2016 «Общие принципы производственного экологического контроля и его метрологического обеспечения» и (или) информационно-технических справочников по наилучшим доступным технологиям для конкретной отрасли промышленности.
Система принимается в эксплуатацию непосредственно на объекте эксплуатации в присутствии представителей территориального органа Федеральной службы по надзору в сфере природопользования.
- стационарные источники выбросов и (или) сбросов загрязняющих веществ,
- показатели выбросов и (или) сбросов загрязняющих веществ,
- места и сроки установки автоматических средств измерения и учёта показателей,
- технические средства фиксации и передачи информации в госреестр объектов ОНВ,
- состав и форма передаваемой информации.
Постановлением Правительства РФ от 13.03.2019 N 263 утверждены требования к автоматическим средствам измерения и учёта показателей выбросов (сбросов), к техническим средствам фиксации и передачи информации в госреестр объектов ОНВ.
Системы автоматического контроля выбросов и сбросов включают:
- программное обеспечение;
- технические устройства лица, эксплуатирующего объект ОНВ;
- программные средства реестра данных об объектах ОНВ.
Автоматические средства измерения должны обеспечивать измерение и передачу в технические средства фиксации информации о результатах измерений выбросов, усреднённых за каждые 20 или 30 минут, измерений сбросов, усреднённых за каждые 2 или 3 часа.
Программные средства собственника должны передавать информацию от средств измерений в реестр и сохранять эту информацию в течение не менее 1 года. Программные средства реестра должны осуществлять: приём в реестр и учёт информации, полученной от автоматических средств измерения, а также её хранение в течение не менее 7 лет.

Техническое обслуживание системы, её проверка и ремонт осуществляются согласно законодательству РФ об обеспечении единства измерений . При этом длительность всех работ не может превышать 28 дней в году. При этом время полной остановки технологического оборудования (стационарного источника выбросов/сбросов) не учитывается при исчислении срока перерывов эксплуатации системы. О более длительных перерывах в эксплуатации информируется территориальный орган Росприроднадзора.
Данные о выбросах (сбросах) должны передаваться в соответствии с утверждённым форматом . Погрешность должна определяться согласно требованиям законодательства об обеспечении единства измерений, а средства измерений должны иметь свидетельства об утверждении типа средств.
Таким образом, стационарные источники оснащаются соответствующим оборудованием и техническими средствами при следующих условиях:
- наличие оборудования в перечне, установленным Правительством РФ от 13.03.2019 N 428-р ;
- превышение значения массового выброса хотя бы по одному веществу из перечня, приведённого в Правилах создания и эксплуатации систем автоматического контроля выбросов и (или) сбросов загрязняющих веществ или объём сбросов, превышающий 15% от общего объёма сточных вод, отводимых с объектов I;
- наличие средств и методов измерений концентраций загрязняющих веществ в условиях эксплуатации стационарного источника выбросов/сбросов.
Согласно Приказу Минприроды России от 18.04.2018 № 154 наиболее крупные предприятия должны ввести в эксплуатацию систему (или системы) не позднее конца 2026 г. Для других предприятий, если на них распространяется такая обязанность – не позднее 1 января 2029 г.