Как пользоваться флюсом для пайки Бура (Тетраборат Натрия), как наносить, как прогревать правильно?
Бура (научное название — декагидрат тетрабората натрия) является высокотемпературным флюсом и используется для пайки различных металлов: меди, различных сплавов из меди, стали, чугуна. Температура плавления Буры составляет от 700 до 900 гр. С. Изготавливается согласно ГОСТа 8429-77, выпускается в порошкообразной форме и разведенной и продается в разной фасовке от 20 гр. и больше.

Бура используется как сухая, так и разведенная.
К примеру, Вы припаиваете к медной пластине другую деталь из меди.
Необходимо зачистить место пайки, наждачной шкуркой, железной щеткой, надфилем, ножом на выбор, наноситься бура, если порошок, то можно использовать не широкую отвертку, если разведенная, то кисточкой (для рисования), затем место соединения прогревается газовой горелкой 15 — 20 секунд и паяют с выбранным припоем. Прогревать надо равномерно, припой должен ложиться ровно.
автор вопроса выбрал этот ответ лучшим
комментировать
в избранное ссылка отблагодарить
Ким Чен Ын [572K]
6 лет назад
Так называемая «бура» это высокотемпературный флюс с температурой плавления, 700-т, 900-т градусов Цельсия.
Купить (выпускают) в виде порошка, хорошо растворяется в воде.
Что касается самого процесса пайки с применением буры, то нужна предварительная подготовка, многое зависит от того что именно паяем.
К примеру пайка медных труб для водопровода, или системы отопления.
Перед пайкой необходимо зачистить и внутреннюю и наружную поверхность медных труб (труба вставляется в трубу).
Внутренняя поверхность зачищается не большой щёткой с металлической щетиной (как вариант).
Наружная наждачной бумагой.
Далее на зачищенную поверхность наносится флюс бура (и на внутреннюю и на наружную поверхность трубы), удобно это делать не большой кисточкой.

Затем две трубы плотно стыкуются между собой.
Включаем газовую горелку и спаиваемую поверхность разогреваем до нужной температуры, время воздействия пламени не менее 20-и секунд.
Далее используем припой, который так же расплавляется при помощи газовой горелки.
Припой наносится равномерно не место будущего соединения.
комментировать
в избранное ссылка отблагодарить
домов ой [50.3K]
6 лет назад
Бура это хороший и дешёвый флюс, только лишь с тем уточнением, что это всё таки достаточно высокотемпературный флюс и применяется он чаще не в пайке, а в ковке и сваривании металлов.
При сваривании и ковке металла, на нагретую деталь наносится бура или же её просто упускают в короб с бурой и там окунают и хорошо (обильно) обсыпают порошком (флюсом), затем производят дальнейшие манипуляции с заготовкой сваривание или ковку.
Бура достаточно хорошо очищает и помогает склеиванию металлов при ковке, вытяжжке или сваривании.
В подсобном (домашнем) использовании буру применяют для чистки паяльников или при сваривании газосваркой для более качественных и герметичных швов. Но всё же в основном применяются жидкие кислоты и флюсы, а бура применяется в промышленных масштабах (кузнях, цехах заводов и мастерских по ремонту где используются огромные объёмы флюсов и работ).
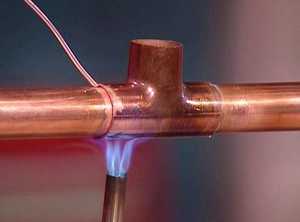
Пайка медных трубок газовой горелкой

В настоящее время на рынке сантехники предоставлено много материалов для прокладки водопровода. Каждый из них отличается своими эксплуатационными особенностями, качеством и ценой. Одним из самых лучших вариантов является медь. Зачастую услуги сантехников обходятся недешево, поэтому многие домашние мастера хотят проводить пайку медных трубок газовой горелкой самостоятельно.
Преимущества медного водопровода
Несмотря на высокую стоимость материалов, данный вид труб признан одним из лучших. Гладкая поверхность исключает возникновение засоров, высокая коррозийная стойкость и термоустойчивость меди намного выше, чем у конкурентов. В дополнение к этому прочность соединения труб при помощи пайки позволяет проводить монтаж водопровода скрытым способом, что положительно сказывается на эстетическом виде помещения и его просторе.
Эти преимущества перекрывают высокую стоимость материалов, ведь в сантехнике намного важнее надёжность и долговечность водопровода. Грамотно спаянные трубы будут служить много десятилетий без потребности их регулярного обслуживания. Гибкость материала облегчает процесс монтажа, а сам процесс соединения доступен для освоения каждому человеку.
Необходимые инструменты
Перед началом пайки необходимо обеспечить наличие всех приспособлений, которые требуются при выполнении работ:
- Расширитель. Поскольку при монтаже применяются трубы идентичного диаметра, то для его расширения нужно применять специальные инструменты.
- Труборез. Медь является легко деформируемым материалом, поэтому для резки желательно заменить болгарку на инструмент для резки труб.
- Металлические щётки и ёршики применяются для зачистки труб снаружи и изнутри.
- Обработать края после резки поможет торцеватель.
- Газовая горелка для прогрева стыков соединения. Рекомендуется использовать горелку, которая имеет функцию регулировки пламени.
- Припои и флюсы для пайки медных труб, подбираемые в зависимости от температуры соединения.
- Электрический паяльник. В случаях, когда работа горелкой недопустима, можно применять специальный паяльник, который будет обеспечивать нагрев соединения.
Виды монтажа водопровода
Пайка является распространённым методом монтажа медных труб. В результате расплавления припоя и его равномерного распределения между зазорами заготовки образуется прочное неподвижное соединение. Различают два вида пайки в зависимости от температуры: низкотемпературная и высокотемпературная. Для того чтобы определиться с тем, чем паять медные трубы, необходимо знать различия способов пайки.
Высокотемпературная.
Вид пайки при рабочей температуре свыше 450 °C тугоплавкими припоями, в основном сплавами серебра и меди. Шов получается прочным, устойчивым к механическим нагрузкам. Этот вид соединения называется твёрдым. Преимуществом высокотемпературной пайки является возможность создания отвода от ранее смонтированной системы без ее демонтажа.
Этот способ применяется для труб диаметром от 15 до 160 мм, как правило, при монтаже газопроводов. В сантехнических работах высокотемпературная пайка используется для обеспечения прочного соединения труб большого диаметра или там, где температура циркулирующей жидкости превышает 130 °C.
Процесс твёрдой пайки включает в себя отжиг металла, что влечёт за собой его размягчение. Учитывая это, охлаждение шва необходимо исключительно естественным путём, то есть без использования обдува или жидкости. Следует помнить о том, что длительное высокотемпературное воздействие на металл может привести к его прожигам, поэтому не рекомендуется людям, у которых нет навыков этой пайки.
Низкотемпературная

Данный вид работ проводится при температуре до 450 °C с применением легкоплавких припоев на основе свинца и олова. Ширина шва в данной пайке составляет от 8 до 50 мм. Получаемое соединение называется мягким, его прочность меньше, чем у твёрдого, однако имеет некоторые преимущества.
Основным отличием является то, что не происходит отжига металла, в связи с чем его прочность не меняется. Помимо этого, температура такой пайки является более безопасной. Мягкие соединения обычно используют при работе с трубами диаметром от 6 до 100 мм, а температура циркулирующей жидкости не должна превышать 130 °C.
Не стоит забывать о том, что для пайки водопровода питьевой воды не рекомендуется использовать токсичные припои, в составе которых находится свинец. Заменой являются припои на основе олова с добавками висмута, серебра и сурьмы.
Флюсы
Флюс применяют для очистки места пайки от всех возможных загрязнений и снижения поверхностного натяжения припоя. Применение флюса улучшает растекание припоя в зазоры с дальнейшей защитой шва, что улучшает качество и надёжность соединения. Следует подбирать материал так, чтобы его температура плавления была ниже, чем у применяемого припоя:
- Для низкотемпературной пайки подойдут жидкие припои на основе канифоли или паяльной кислоты.
- Для высокотемпературной применяют, как правило, буру в жидком или порошкообразном виде. Так как температура плавления буры начинается от 700 градусов, то следует подобрать припой с более высокой температурой.
Процесс пайки
После приобретения всех требуемых материалов можно приступать к процессу монтажа водопровода. Следует относиться к каждому этапу ответственно во избежание порчи материалов или некачественного соединения.
Нарезка и подгонка

Сначала отмеряются и отрезаются детали требуемой длины. Отрезание выполняется с помощью ручного трубореза, при этом трубу следует располагать строго перпендикулярно инструменту. Материал зажимается между роликом и лезвием, и труборез проворачивают вокруг трубы. После каждого полного оборота следует поджимать фиксирующие болты. Если все сделано правильно, срез получается ровным, а фаска появится только на внутренней поверхности отреза.
При использовании трубореза диаметр отрезанной трубы будет немного меньшим, чем изначальный. Избежать этого можно, если заменить труборез ручной ножовкой. Недостатками данного способа будет являться большое количество заусенец и небольшой перекос отреза.
Следует избегать деформации трубы, поскольку монтажный зазор должен быть от 0.02 до 0.4 мм. Если зазор будет ниже, то припой не затечёт между заготовками, а при более высоком не произойдёт капиллярного эффекта.
После снятия заусенцев, зачистки внутренней поверхности и обезжиривания следует увеличить диаметр одного конца заготовки с помощью труборасширителя до достижения правильного монтажного зазора.
Нанесение флюса
По завершении расширения и торцевания можно наносить флюс. Смачивать нужно внешнюю поверхность трубы меньшего диаметра, которая в дальнейшем будет находиться внутри более широкой. Флюс следует наносить предельно аккуратно, чтобы не было его излишков. После этого детали нужно соединить, при этом делать это следует очень быстро для того, чтобы на обработанной флюсом поверхности не появилось частиц пыли.
Детали в процессе соединения нужно проворачивать до упора, это позволит флюсу тщательно смочить всю поверхность будущего соединения.
Пайка
После соединения деталей приступают к их пайке, при этом в зависимости от температурного режима подбор материалов и процесс проведения работ будет различным.

При низкотемпературной пайке огонь с сопла горелки подносят к стыку, постоянно перемещают для равномерного прогрева соединения и подносят к зазору припой. Как только он начинает плавиться, следует прекратить нагрев для того, чтобы припой полностью заполнил зазор. Специально припой греть не нужно, он должен расплавляться от нагретых деталей соединения. После полного заполнения припоем зазора следует дать шву остыть. Полученное мягкое соединение не считается довольно прочным, поэтому не рекомендуется подвергать его нагрузкам в горячем состоянии.
В процессе высокотемпературной пайки детали нужно прогревать быстро и равномерно. При нагреве меди выше 700 °C она изменит свой цвет на темно-вишневый, в этот момент следует подносить к стыку припой. Для лучшего прогрева его можно подогреть горелкой, но расплавиться он должен именно от разогретых труб. После полного заполнения зазора соединение должно остыть естественным образом, затем шов можно протереть для очистки от остатков флюса.
Ошибки при монтаже
Процессу пайки медных труб научиться просто и быстро, достаточно потренироваться на нескольких заготовках, чтобы вникнуть в суть работы. Тем не менее следует знать про ошибки, которых не следует допускать в монтаже:
- Наличие дефектов на заготовках, которые могут появляться в процессе транспортировки или резки труб. Если проводить пайку поверх изъянов, соединение не будет достаточно прочным.
- Загрязнения на поверхности соединения не дают качественно растекаться припою и создавать неразрывное соединение по всей поверхности стыка. Во избежание этого заготовки следует качественно зачищать, обезжиривать и использовать подходящие флюсы.
- При недостаточном разогреве деталей припой не до конца растекается в зазоре, такое соединение может развалиться от малейшего механического воздействия. То же самое происходит и при перегреве, когда флюс выгорает с образованием окалины.
- Нагрузка на неостывшее соединение приводит к деформации труб и повреждению прочности шва.
Техника безопасности
Несмотря на то что процесс монтажа кажется простым, многие забывают про травмоопасность данных работ. Для того чтобы этого не случилось, не стоит игнорировать технику безопасности.
Так, в процессе пайки медь сильно разогревается по всей поверхности, поэтому прикосновение к неостывшей трубе чревато ожогами. Если требуется удерживать соединение, для этого используют клещи и защитные рукавицы.
Многие флюсы являются токсичными веществами. Следует помнить об этом и не допускать попадания капель флюса на кожу или вдыхания паров, а также обеспечить хорошую вентиляцию помещения.
Не стоит забывать о том, что при монтаже магистралей существуют свои требования к виду пайки и применяемым припоям. Перед выполнением работ следует узнать будущие нагрузки и температуру циркулирующей жидкости. Это позволит не допустить ошибки в выборе материалов и монтаже, а качественно смонтированный трубопровод прослужит многие десятилетия без всех потенциальных проблем.
Для чего нужна бура при пайке и как ею пользоваться?
Для того чтобы осуществить пайку металла, требуется заблаговременно ликвидировать с поверхности остатки оксидов. С данной целью используется флюс, который также необходим для предотвращения окисления во время нагревания и стимуляции растекаемости расплавленных припоев. Чтобы паять изделия из меди, лучше всего использовать буру в качестве припоя, соответствующую всем обязательным требованиям.
Что это такое и для чего нужна?
Бурой для пайки называют высокотемпературный вид флюса порошкообразного вида, что применяется во время соединения изделий из металла путем пайки. Плавление данного вещества может происходить под влиянием температуры более 700 градусов по Цельсию. Паяльная бура имеет свой ГОСТ, согласно которому происходит ее изготовление, регулируются характеристики.
Вещество в виде порошка внешне очень похоже на соль, другими словами оно называется тетраборат натрия. Синтез буры происходит естественным путем, а добыча ее осуществляется из солевых озерных отложений.
Применение данного вещества довольно широко, но чаще всего она используется для спайки труб из меди.
Преимуществами применения буры можно назвать следующие моменты:
- у материалов, которые планируется обрабатывать, может быть разный температурный режим;
- получение качественного, надежного сварочного шва не только между металлами, но и между металлической и неметаллической поверхностью;
- простота распаивания швов при необходимости в разъединении деталей;
- при спайке детали не коробятся и не деформируются;
- увеличение производительности во время капиллярной пайки;
- получение ровных и долговечных швов даже у мастера с небольшим опытом работы.
Недостатки у тетрабората натрия следующие:
- выделение большого объема солей, которые с высокой скоростью застывают на металле;
- впитывание влаги из окружающей среды;
- сложность подбора нужного количества буры для неопытного сварщика.
Состав и свойства
Химическая номенклатура буры для пайки свидетельствует, что это кристаллогидрат соли натрия тетраборной кислоты. Если в составе вещества имеется 10 водяных молекул, то его называют декагидратом тетрабората натрия. Говоря простыми словами, это соль, что окружена оболочкой, в составе которой 10 или 5 молекул воды.
Температура в 64 градуса тепла способствует тому, что декагидраты плавятся и при этом теряют воду. Обезвоживается бура при температуре 380 градусов по Цельсию. Тетраборату свойственна выдержка нагрева до температуры в 742 градуса и плавка при ее повышении.
В составе буры присутствуют натрий хлор, барий хлор и в некоторых случаях борная кислота. Флюс в виде раствора имеет высокую способность к растворению окислов металла, а также жировых пленок и всего лишнего, что может препятствовать спайке материалов.
Благодаря использованию буры во время пайки многие изделия выпускаются без брака.
Виды
По внешнему виду сварочную буру делят на 2 вида.
- Твердая. В порошковом виде флюс имеет вид твердых мелких фракций. Такая форма способствует легкости выкладывания буры на металлическую поверхность перед процессом спаивания, вещество при этом не растекается. Твердую буру реализуют в коробах, которые герметичны, тем самым оберегают вещество от воздействия влаги и негативного влияния окружающей среды. В порошковой фракции бура имеет белый цвет.
- Разведенная. Этот вид буры считается наиболее подходящим для легкого металла и его сплава. Вещество представляет собой ту же порошковую буру, но растворенную в жидкости. Данная особенность флюса способствует тому, что его можно использовать при низких температурах спаивания. Пользоваться бурой в разведенном виде довольно просто: в нее макают мелкие металлические элементы и после этого паяют. Такой флюс популярен в ювелирном деле, а также при работе с проводами, контактами.
Популярные производители
Бура для пайки реализуется под двумя марками:
- А – применяется при работе с цветными металлами, фриттом, фаянсовой посудой и другим;
- Б – незаменима для эмали, глазури, технического оборудования, проволоки и сантехнических элементов.
Популярными производителями данного вещества на сегодня можно назвать Rexant, «ЗУБР», «Латус» и другие. Данные товары пользуются хорошим спросом у потребителя, так как имеют высокие качественные характеристики и доступную стоимость.
А также хорошо себя зарекомендовали Буйский химический завод, ХимПэк и Xiamen.
Как пользоваться?
Минимальной температурой пайки, при которой можно паять железо даже с помощью растворенной буры, является 400 градусов по Цельсию. Зачастую вещество используют в совокупности с борной кислотой, в результате чего состав получается более универсальным с низкой рабочей температурой. При горении бура напоминает стекольную массу, а также выделяет соли, которые стоит немедленно удалять.
Если требуется смешать буру с иным компонентом, то в этом случае стоит соблюдать пропорцию 1 к 1. Перемешивание твердых частиц стоит производить в фарфоровой ступе или иной емкости, которая не имеет свойства впитывать. Жидкую буру заблаговременно нужно нагреть. При выпаривании раствора наблюдается образование твердого флюсового осадка.
Для увеличения активности буры ее смешивают с фтористой или хлористой солью. Первым методом использования буры является ее размещение на месте будущей пайки, таким образом вещество сможет разогреться и расплавиться на установленном участке. Если у мастера имеется жидкая пайка, то в нее стоит окунуть элемент, далее припаять его обычным способом.
Для того чтобы после использования буры во время пайки получить хороший результат, металл рекомендуется заранее подготовить, устранив с него ржавчину. После этого металлическую поверхность прогревают паяльной лампой, оставляя маленький зазор между деталями. В зазор вводят буру с припоем, а после начального этапа кристаллизации вещества прекращают нагрев.
Последовательность действий должна строго соблюдаться, при этом не стоит переусердствовать с количеством флюса.
Буру для пайки часто используют как не имеющие опыта сварщики, так и профессионалы своего дела. Преимущества данного способа сваривания материалов во многом превосходят его недостатки. Данный вид припоя способен хорошо проникать в детали, гарантируя прочность их соединения. Согласно рекомендациям специалистов пайку стоит проводить в помещении, которое хорошо проветривается, так как в ходе данной процедуры образуется много дыма.
О том, как работает бура, смотрите далее.
Пайка бурой: что следует знать о полезной процедуре?
Пайка металлов – способ создания неразъемного соединения деталей посредством припоев. Сегодня пайка доступна мягким и твердыми припоями. Пайка бурой подразумевает применение буры в качестве флюса во время пайки по большей части латунными и серебряными припоями. Бура по своему составу достаточно легко растворяется в воде.
Во время горения бура превращается в стеклянную массу, а ее температура плавления колеблется в пределах 700-900 гр. С. В процессе пайки бурой образуются соли, которые следует удалять посредством механической зачистки.

Бура – высокотемпературный флюс, используемый для соединения таких материалов, как сталь, чугун, медь (ее сплавы) при помощи среднеплавких медных, латунных, серебряных и золотых припоев. Расплавленная бура позволяет растворять окислы металлов, очищать поверхность спаиваемых металлических деталей. По окончании применения буры по завершении пайки необходимо удаление остатков соли.
Бура совместно с борной кислотой во время смешивания в пропорции 1:1 образует борный флюс. Таким образом, требуется тщательно смешать составляющие, после чего растереть в фарфоровой ступке. Далее необходимо разогреть растворитель в дистиллированной воде, после чего выпарить до твердого остатка. Чтобы получить более активный флюс для пайки меди или другого металла, нужно добавить в смесь фтористые и хлористые соли.
Пайка медных труб с применением буры
Современные системы водоснабжения в домах нередко выполнены из меди. В связи с этим желательно быть проинформированным о возможных действиях относительно ремонта сантехники, свойствах меди и многом другом, что может быть связано с данным материалом.

Достоинства пайки меди бурой:
- Возможность соединения металлических деталей в любом сочетании;
- Возможность соединения при любой начальной температуре металлического изделия;
- Возможность создания крепкого и качественного соединения металла (меди) с неметаллами;
- Возможность распайки большинства готовых соединений;
- Более точное выдерживание формы, а также размеров металлического изделия, поскольку основной металл не расплавляется;
- Возможность получения отличного взаимодействия между паяемыми деталями и припоем;
- Высокая прочность и достойная производительность во время капиллярной пайки.
Технология пайки дает возможность получить соединение в несколько этапов:
- Подготовка соединений для пайки;
- Удаление загрязнений, а также оксидной пленки с поверхностей металлических деталей, подвергаемых пайке, при помощи флюса в виде буры;
- Нагревание соединяемых металлических деталей до температурного показателя, равного температуре плавления металлов основного материала;
- Введение жидкой полоски припоя в зазор между соединяемыми металлами;
- Взаимодействие между соединяемыми деталями и припоем;
- Кристаллизация формы припоя, которая находится между деталями.
Процедура пайки
Понадобятся материалы и приспособления:
- Стальные щетки для зачистки внутренних стенок медных труб;
- Резак для трубы;
- Кисточка для нанесения буры (флюс-пасты);
- Оловянные припои;
- Флюс-паста (бура);
- Газовая горелка.
Выбор приспособления
Горелки бывают нескольких основных видов: с наличием пьезорозжига и без него, под различные газовые баллончики. Стоит отметить, что горелки дорогих производителей (марок) без пьезорозжига большой популярностью не пользуются. Таким образом, можно воспользоваться недорогими газовыми горелками польских марок, но с наличием пьезорозжига.
Обратите внимание на то, что пьезорозжиг служит на руку мастеру, желающему произвести пайку труб из меди самостоятельно, та как такое устройство позволит экономить время и нервы.
- Для начала следует зачистить щеточкой внутреннюю поверхность соединения;
- Используя шкурку, переходим к зачистке наружной поверхности трубы до красивого блеска меди.
- Наносим при помощи специальной кисточки флюс (в нашем случае флюс — бура) на внутреннюю, а также наружную поверхность соединений, после чего вставляем их один в один.
- Следующий этап требователен к предельной осторожности, вниманию и сосредоточенности мастера, так как работа осуществляться будет с газовой горелкой, то есть с открытым огнем. Таким образом, поджигаем газовую горелку, после чего разогреваем место соединения. Греть место сцепления следует на протяжении 15-20 секунд.
- Далее берем припой оловянно-свинцовый и проводим им по краю соединения двух частей. Стоит отметить, что проводить припоем по всему краю соединения совсем не обязательно, поскольку будет вполне достаточно и половины обработанного периметра. Процедура должна длиться не менее 3 секунд.
Способы контроля соединяемых изделий
Для того чтобы оценить качество получившегося соединения, можно применить контроль с разрушением и без него. Технический осмотр изделия с применением увеличительной линзы (лупы) и невооруженным глазом в сочетании с измерениями дает возможность проверить качество поверхности, полноту галтелей, присутствие трещин, а также других нежелательных дефектов в соединяемой трубе, выполненной из меди.
Похожие статьи
- Пайка флюсом: что следует знать?
- Виды сварки меди и природные особенности металла
- Как паять латунь?
- Пайка нержавейки: важные особенности процедуры