Применение лазера в текстильной и швейной промышленности
Лазерные технологии используются в швейной промышленности с 19 века.В последние годы применение лазера в швейной промышленности становится все более зрелым и все чаще используется для резки выкроек одежды, аксессуаров для одежды (таких как вышивальные значки, тканые этикетки, светоотражающие ленты и т. д.), резки одежды, цифровой печати на одежде. резка, перфорация ткани спортивной одежды, перфорация гравировки кожи, резка бронежилетов, резка ткани верхней одежды, резка ткани походного рюкзака и т. д.
По сравнению с традиционными процессами использование лазеров для резки, гравировки и перфорации имеет беспрецедентные преимущества.Машины для лазерной резкистановятся широко популярными в текстильной, кожевенной и швейной промышленности благодаря точности, эффективности, простоте и масштабу автоматизации.Традиционные методы резки обычно требуют полного внимания оператора.Таким образом, существует компромисс между максимальной скоростью резания и точностью.Кроме того, к другим ограничениям относятся сложность режущих компонентов, срок службы инструмента и простои станка во время обслуживания инструмента.Этих ограничений нет в лазерном оборудовании, что помогает повысить эффективность и снизить затраты.
Лазерная резкаимеет такие преимущества, как высокая скорость обработки, высокая точность, простота в эксплуатации и т. д., поэтому его можно использовать в большинстве отраслей текстильной промышленности.Преимущество операций лазерной резки заключается в том, что луч с высокой степенью коллимации может быть сфокусирован в очень мелкую точку с чрезвычайно высокой плотностью энергии для точной резки.Швейная промышленность обращает внимание на размер одежды при точности обработки, цель состоит в том, чтобы добиться высокой эффективности и изысканного пошива, это лучше, чем традиционный ручной крой по спектру.
Лазер является совершенно новым процессом и имеет несколько применений в швейной промышленности.Технологии лазерной гравировки и резки в настоящее время широко применяются во многих швейных производствах, производствах тканей, других текстильных и кожевенных отраслях.В синтетических тканях лазерная резка позволяет получить хорошо обработанные края, поскольку лазер плавит и сплавляет края, что позволяет избежать проблемы истирания, возникающей при использовании обычных ножевых резаков.Кроме того, для кожи все чаще применяется лазерная резка из-за точности вырезанных компонентов.В модных аксессуарах лазерную резку можно использовать для создания новых и необычных дизайнов.
При лазерной резке лазер используется для разрезания ткани на узоры желаемой формы.Очень тонкий лазер фокусируется на поверхности ткани, что существенно повышает температуру и резка происходит за счет испарения.Обычно для резки ткани используются лазеры CO2.В отличие от традиционной ножевой резки, лазерный луч не тупится и не требует заточки.
Ограничением лазерной резки является количество слоев ткани, которые можно разрезать лучом.Наилучший результат получается при резке одного или нескольких слоев, но точность и аккуратность не достигаются при резке нескольких слоев.Кроме того, существует вероятность слипания кромок среза, особенно в случае синтетики.В некоторых случаях герметизация краев выкроек и сшитых деталей одежды необходима для предотвращения изнашивания, где роль играет лазер.Поскольку на предприятиях по производству одежды упор делается на многослойную резку, маловероятно, что лазерная резка получит широкое распространение.Однако его успешно применяют при раскрое парусов, где нормой является однослойная резка и желательно небольшое сращивание кромки синтетики и тканых материалов.Кроме того, лазерная резка используется в некоторых областях обустройства дома.
По сравнению с традиционными методами резки лазерная резка более экономична.Кроме того, возможна высокая точность резки деталей на высоких скоростях резания, поскольку при лазерной резке отсутствуют механические воздействия.Станки для лазерной резки более безопасны, имеют простые функции обслуживания и могут работать в течение более длительного периода времени.Станки лазерной резки могут быть интегрированы в компьютерные технологии.Продукция может производиться одновременно с компьютерным дизайном.Скорость резки станка для лазерной резки выше, а операция проще.

Машины для лазерной резкиподходят для раскроя текстильных тканей, композитов, кожи и формовых материалов.Они могут работать с широким спектром тканей.Таким образом, станки лазерной резки постепенно внедряются в швейном и текстильном производстве.К особенностям лазерного применения относятся:
✔ Лазерная резка, лазерная гравировка и лазерная перфорация объединены в один этап
✔ Отсутствие механического износа, следовательно хорошее качество
✔ Не требуется фиксация материала благодаря бессиловой обработке
✔ Отсутствие осыпания ткани из синтетических волокон за счет образования сросшихся краев.
✔ Чистые и безворсовые режущие кромки.
✔ Простой процесс благодаря интегрированному компьютерному дизайну
✔ Чрезвычайно высокая точность контуров резки
✔ Высокая скорость работы.
✔ Бесконтактная, неизнашиваемая техника
✔ Отсутствие стружки, меньше отходов и значительная экономия средств
СО2-лазерыимеют широкое и успешное применение.Лазерная техника полностью отличается от традиционных текстильных процессов, поскольку она отличается гибкостью конструкции и эксплуатации без каких-либо загрязнений или отходов.Современные станки лазерной резки просты в эксплуатации, просты в освоении и обслуживании.Предприятиям по производству одежды и текстиля следует в полной мере использовать преимущества лазерных технологий для производства более конкурентоспособной продукции.
Применение лазерных технологий обработки материалов в ювелирной отрасли.

Лазерные технологии обработки материалов широко применяются в промышленности для различных технологических операций — сварки, резки, маркировки и гравировки, термообработки, сверления отверстий. В последние годы наметилась тенденция расширения применения лазеров в ювелирной отрасли. Наиболее широкое распространение получили станки для обработки с твердотельными лазерами на алюмо-иттриевом гранате, излучение которых достаточно хорошо поглощается основными материалами ювелирной промышленности — драгоценными металлами и камнями. Часть технологических процессов лазерной обработки полностью отработана и внедрена в ювелирной отрасли, некоторые процессы и технологии находятся в стадии разработки, и возможно, в скором времени могут быть применены для обработки изделий ювелирной промышленности . Поэтому постараемся рассмотреть все возможные варианты применения лазеров в технологических процессах ювелирной промышленности.
Пробивка отверстий в камнях. Одним из первых применений лазеров была пробивка отверстий в часовых камнях. Сверление отверстий всегда было чрезвычайно трудоемкой операцией. Современная лазерная технология позволяет прошивать отверстия требуемой формы в камнях различных типов с высокой скоростью и качеством.
Лазерная сварка. Одним из первых применений лазеров в ювелирной отрасли были операции ремонта различных изделий с помощью лазерной сварки. Примером применения в серийном массовом производстве лазерной сварки является лазерная сварка цепей при их производстве.
Действительно, всем известно и с успехом применяется оборудование для производства цепочек, особенно итальянских фирм. Особенностью этого процесса является его двухстадийность: сначала формируется цепочка, потом производится ее пайка традиционными методами. Лазерная сварка позволяет одновременно формировать звенья цепочки и производить сварку звена непосредственно при его формировании на одной технологической операции и одном и том же оборудовании. Впервые такая технология была разработана для сварки золотых цепочек итальянской фирмой Lаservall.
 Рис. 1. Типы свариваемых цепей. |
Видео: Сварка звеньев цепи
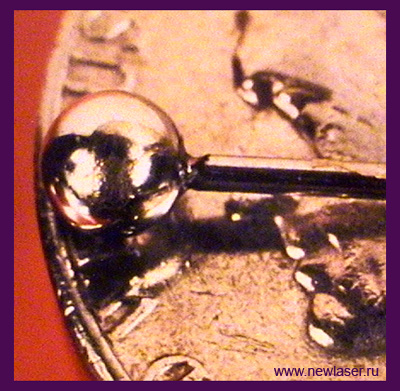 Рис. 2. Пример лазерной сварки золотой заколки. |
Также возможно применение сварки при соединении (палочек вставленных в кружочек, закреплении иголок знаков, сварка большого кольца для замка). Преимущества лазерной сварки — локальность ввода тепла, отсутствие флюсов и присадочного материала (припоя), низкие потери материала при сварке, возможность соединения деталей изделий с камнями, практически без нагрева всего изделия в целом. Следует особо отметить, что лазерная сварка один из наиболее сложных технологических процессов и требует отработки технологии (правил сборки, режимов сварки, подготовку и конструирование узла под сварку) практически в каждом случае применения этого процесса.
Лазерная сварка с присадкой (наплавка). Такой процесс может осуществляться аналогично сварке, но с переплавлением в сварочной зоне дополнительно присадочного материала — припоя. Так может быть решен вопрос заварки внутренних пустот и раковин изделий, вскрывающихся при полировке и шлифовки изделий после литья, а также сварка соединений с большими зазорами.
Лазерная маркировка и гравировка. Одним из наиболее интересных методов обработки драгоценных металлов является маркировка и гравировка. Современные станки оснащенные компьютерным управлением позволяют наносить на металл методом лазерной маркировки и гравировки (модификации поверхности под воздействием лазерного излучения) практически любую графическую информацию — рисунки, надписи, вензеля, логотипы. Причем изображение можно наносить как в растровом, так и в контурном изображении. Современное оборудование позволяет перемещать лазерный луч со скоростью более двух метров в минуту и обеспечивать графическое разрешение на металле до 10. 15 линий на миллиметр. В такой технике возможно изготовление с низкой себестоимостью различных подвесок, заколок, и др. ювелирных изделий со своеобразной лазерной графикой.

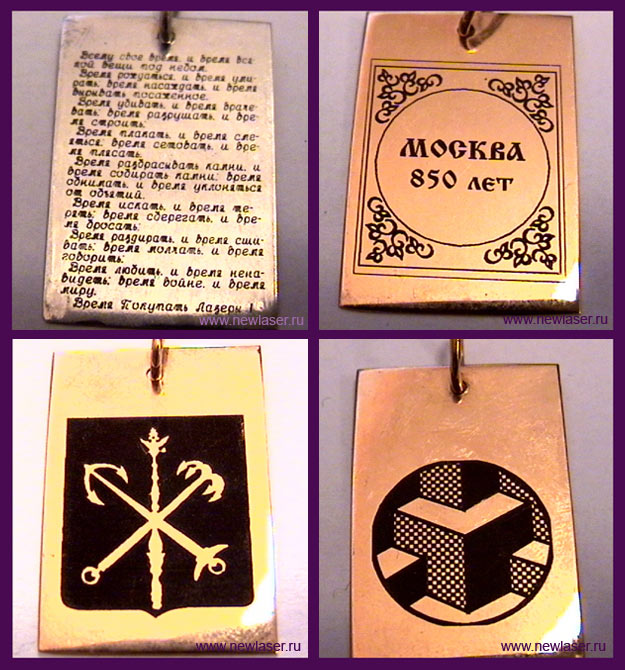
Рис 3. Образцы лазерной маркировки и гравировки сувениров и ювелирных изделий.
Также интересным применением лазерной технологии гравировки является нанесение различных логотипов, вензелей владельцев, товарных марок и знаков на элементы столовой посуды, как из драгоценных металлов, так и недрагоценных металлов, например для обозначения «нерж.» на клинках ножей.

Рис 4. Гравировка ножей.
Высокое разрешение (тонкие линия), точность и повторяемость (менее 5 мкм) графического рисунка на металле позволяет эффективно применить лазерную маркировку для разметки изделий под дальнейшую ручную гравировку, например при изготовлении памятных знаков, медалей или инструмента для их производства. Широкий диапазон режимов обработки на лазерных станках позволяет точно дозировать энергию лазерного излучения, что в свою очередь обеспечивает возможность высокоточной обработки двухслойных материалов, например ювелирных изделий из недрагоценных металлов предварительно покрытых лаком. Удаление лака под воздействием лазерного излучения без нарушения геометрических параметров поверхности металла, дает возможность провести в последующем гальваническое осаждение драгоценного металла практически любого графического изображения и получить необычное изделие.
Краткая история эволюции промышленных лазеров: от маркировки до 3D и цветных фото

За последние примерно 25 лет промышленные лазеры прошли путь от маркировки пластика до создания трехмерных деталей и цветных отпечатков на металле. А началась вся история в 90-х с создания нашим соотечественником первых волоконных лазеров, которые превосходно управлялись с металлами.
Далее — рассказ про развитие лазерной техники за последние два десятилетия на примере оборудования одного питерского производителя.
Компания называется «Лазерный центр». На ее территории открыта одна из наших Точек кипения Hi-Tech, где проходят мероприятия, а также практика для студентов нескольких питерских вузов.


В Точке есть небольшой музей с лазерными установками, которые отражают определенные этапы эволюции в индустрии. Мой экскурсовод и рассказчик — Иван Фоменко @IvanLaser, инженер по призванию и образованию. Он, кстати, периодически постит на Хабре технические заметки про работу лазерной техники.
Пара слов о принципах работы лазера
Уберу эту часть под спойлер, поскольку нового тут не так много.
Для базового понимания принципов работы лазера достаточно знать, что атомы могут находиться в возбужденном состоянии — это когда электроны располагаются не на нижних, а на более высоких орбитах. Переход электрона на более низкую орбиту (то есть переход атома из возбужденного состояния в основное) сопровождается выделением кванта энергии — фотона.
Переход электрона с нижнего на более высокий уровень возможен, если атом получает извне некоторую энергию — поглощает фотон. Таким образом, с помощью внешнего источника энергии, например газоразрядной лампы, в некоторых веществах можно заставлять значительную долю атомов переходить в возбужденное состояние и оставаться в нем какое-то время. Такие вещества используют в качестве активной среды для лазера. А формируемое состояние называют инверсией населенностей.
Переход атома из возбужденного состояния в основное может произойти спонтанно или вынуждено, если рядом с возбужденным атомом пролетает фотон, созданный источником с определенной длиной волны. В этом случае атом переходит в основное состояние, излучая в том же направлении точно такой же фотон. Таким образом, процесс перехода в основное состояние в активной среде с инверсией населенностей происходит лавинообразно — один фотон вызывает сотни и тысячи переходов других атомов (с излучением аналогичных фотонов).
Идею вынужденного излучения выдвинул Эйнштейн в 1917 году, а первый лазер на кристалле рубина собрал физик Теодор Майман в 1960 году.
В итоге лазер — это устройство, в котором свет усиливается вдоль определенного направления за счет вынужденного излучения. Излучение преобразует энергию внешнего источника («накачки») в пучок излучения определенной длины волны — тонкий и за счет этого очень мощный на единицу площади сечения.
Лазерная техника 90-х
Существуют тысячи типов лазеров, но сегодня в промышленности в основном используются только два — газовые и волоконные. Они различаются активной средой и, соответственно, длиной волны и мощностью излучения. До их появления самые ходовые лазеры были твердотельными.
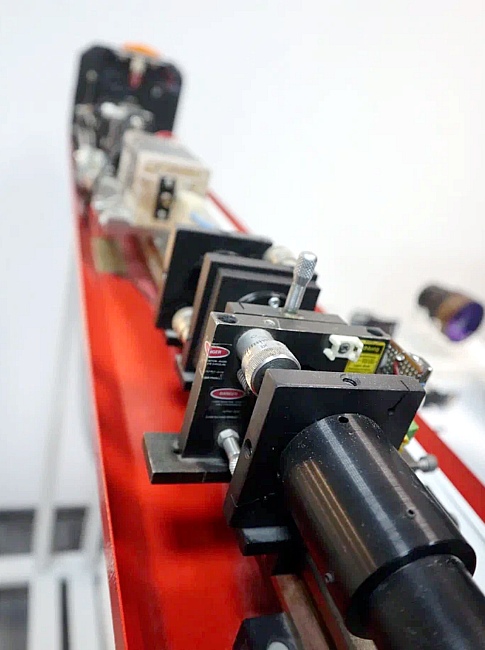
Станок, что на фото, собрали на базе твердотельного лазера еще в середине девяностых. Его основное предназначение — нанесение изображений или маркировки на какой-либо предмет. Состоит он из двух основных блоков — системы генерации излучения и системы его позиционирования. Плюс схема управления.
В центре блока генерации в закрытом корпусе расположено активное тело в форме стержня. Газоразрядная лампа создает в нем инверсию населенностей, и фотоны, испускаемые спонтанно при возвращении атомов в основное состояние, разлетаются в разные стороны. Корпус активного тела имеет небольшие отверстия с двух сторон по оптической оси устройства. Вылетающие в этом направлении фотоны отражаются от размещенных на той же оптической оси зеркал и возвращаются в активное тело, вызывая цепную реакцию у «накачанных» энергией атомов.
Полученный таким образом луч попадает на внешнюю систему зеркал, управляемых специальными двигателями. Зеркала имеют небольшой угол поворота, но высокую скорость и практически мгновенный разгон — так можно быстро перемещать луч в нужную точку. Эта система позиционирования луча носит название сканатор.
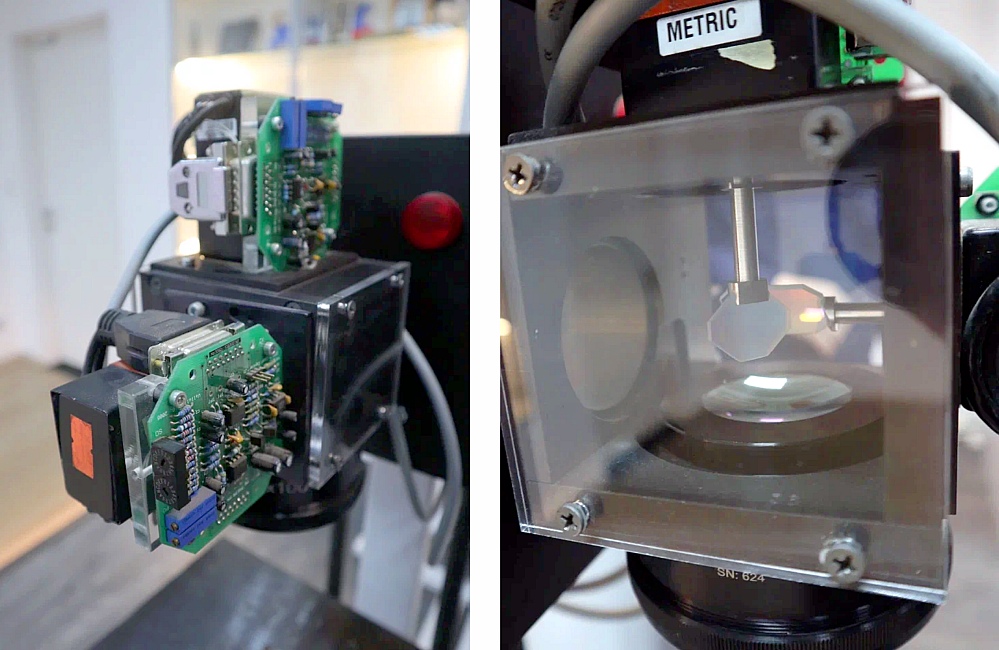
Кстати, у «Лазерных технологий» сохранился рабочий немецкий сканатор, выпущенный в 1995 году. Его когда-то использовали в качестве прообраза для конструирования собственных станков. По современным меркам это довольно громоздкая система, но построена она примерно по тем же принципам, что и современные сканаторы.
После сканатора устанавливают объектив, который фокусирует луч в нужной плоскости.

Если бы мы использовали для фокусировки классическую линзу, точки фокуса луча при разных установках сканатора давали бы сферу, то есть маркировку можно было бы наносить только на сферические объекты, например на ложки. Поэтому используют специально рассчитанные объективы, которые превращают эту сферу в плоскость.
Объективы, используемые в лазерных станках, — это набор специальных линз, рассчитанный на излучение определенного участка спектра. Они носят название F-Theta, или объективы плоского поля. Главная их особенность в том, что блики (паразитное отражение лучей от каждой границы сред) не должны сфокусироваться ни на деталях самого объектива, ни на зеркалах сканатора. Учитывая мощность излучения, понятно, что такой блик быстро прожжет в зеркале дыру, создав «мертвую зону» для станка — область, в которой будет невозможно наносить изображение на поверхность.
С первого взгляда станок кажется довольно кустарным, особенно с поворотником от «Лады» в качестве сигнальной лампы.

Но в девяностые промышленное лазерное оборудование российского производства выглядело именно так — сказывалась практика поиска подходящих решений в смежных направлениях родом из Советского Союза.
Начало 2000-х — промышленный формфактор
В начале нового века появились более современные блоки питания и системы управления, которые стали монтировать в промышленные 19-дюймовые стойки. На фото станок 2005 года с жидкостным охлаждением активной среды.

Излишний неравномерный нагрев был одной из основных проблем станков на базе твердотельных лазеров. Чем большую выходную мощность мы хотим получить, тем больше нагревается активная зона во время накачки.
Создатели использовали разные варианты охлаждения, в том числе водяное, но это не означало, что мощность можно повышать до бесконечности. В то время активным телом была керамика, которая трескалась при возникновении градиента температуры. И принудительное охлаждение помогало лишь до определенного уровня мощности.
Отметим, что здесь мы говорим только о промышленном применении лазеров для резки и маркировки.
Помимо описанной конструкции, на тот момент уже существовали лазеры, в которых активным телом был газ. Они лишены проблемы температурного градиента — активная среда не трескается и не ломается. Но с ними другая проблема.
Наиболее распространенные в промышленности газовые лазеры (CO2) работают на длине волны около 10 микрон, а цветные металлы отражают 90% излучения этого диапазона. Для получения нужного результата при работе с металлами пришлось бы использовать невероятно мощные установки, а их КПД был бы низким. Поэтому для работы с металлами пытались дорабатывать твердотельные установки. А CO2-лазеры остались в нише для работы с пластиковыми и деревянными поверхностями.
Середина 2000-х — революция размеров
Еще в девяностых годах прошлого века российский физик Валентин Гапонцев с коллегами разработал первые волоконные лазеры, активной средой которых было специальное оптоволокно, а для накачки использовали светодиоды. Сам Гапонцев уехал в США, где основал транснациональную компанию IPG Photonics, которая в 2000-х контролировала две трети мирового рынка волоконных лазеров большой мощности.
Компания построила заводы в США, Германии и России (в наукограде Фрязино под Москвой), так что примерно с 2004 года «Лазерный центр» получил возможность закупать для своих станков самые передовые оптические генераторы.
Волоконный лазер оказался лишен недостатков твердотельного.
Сращивая волокна, можно использовать одновременно несколько диодов для накачки, размещая их по всей длине. Это убирает проблему излишнего нагрева в одной точке.
Да и охлаждать волокно легче. Само по себе оно имеет толщину всего 100 микрон, то есть соотношение его площади поверхности и сечения много больше, чем у керамической активной среды. Таким образом, тепло с него снять намного проще.
Волоконные лазеры и станки на их основе оказались супернадежными в эксплуатации. В твердотельном лазере «слабым местом» была лампа накачки. Хорошей наработкой для нее считалось 500 часов. 800 часов — просто отличный срок, после которого она могла взорваться прямо внутри станка из-за перегрева.
Приходилось останавливать работу и заменять ее. А у волоконного лазера срок службы без техобслуживания — 100 тыс. часов. Это 50 лет односменной работы.

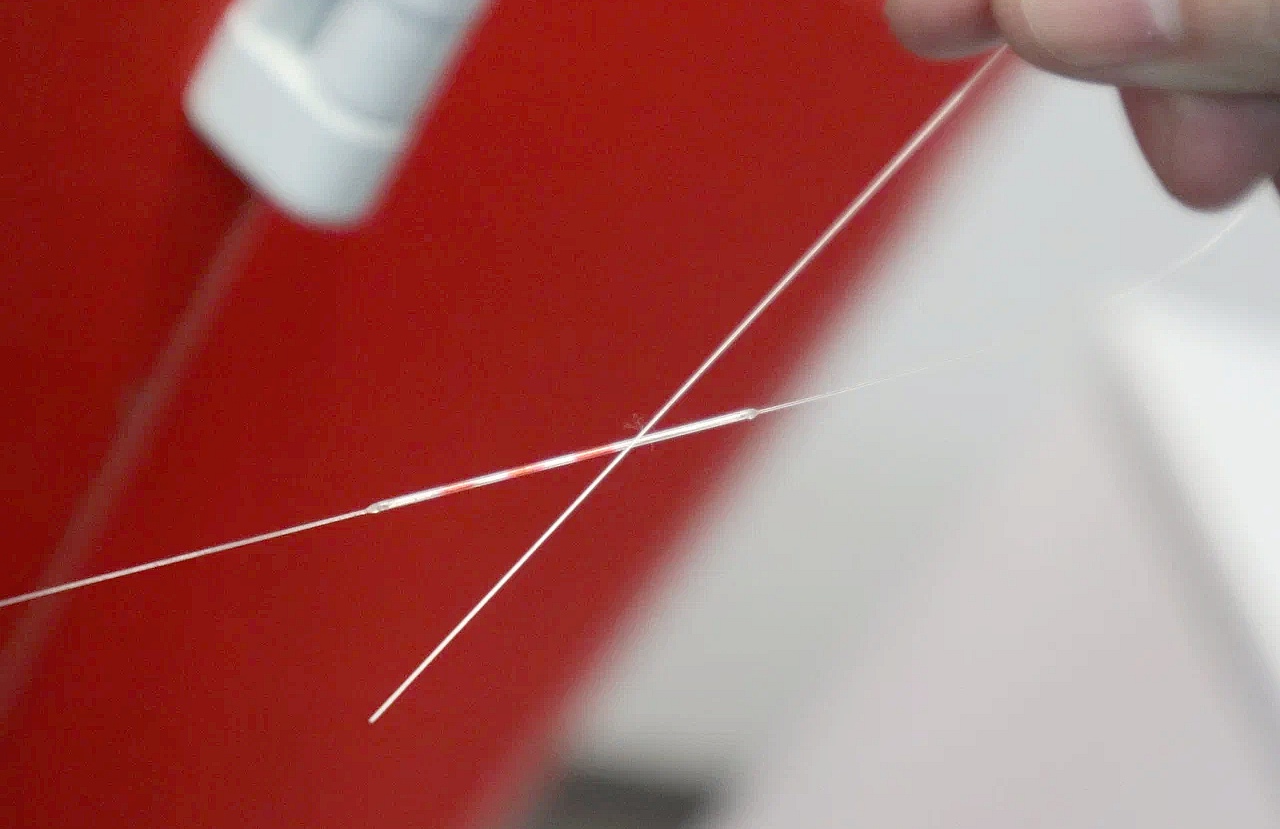
В музее нашелся самый первый станок, собранный на базе волоконного лазера, — «МиниМаркер 1».

Это не просто первая модель, а именно первый экземпляр, который был продан заказчику. Компания выкупила его во время очередного обновления оборудования. Станку 18 лет, и он до сих пор работает.
Вот пример того, что можно было сделать с его помощью в 2004 году.
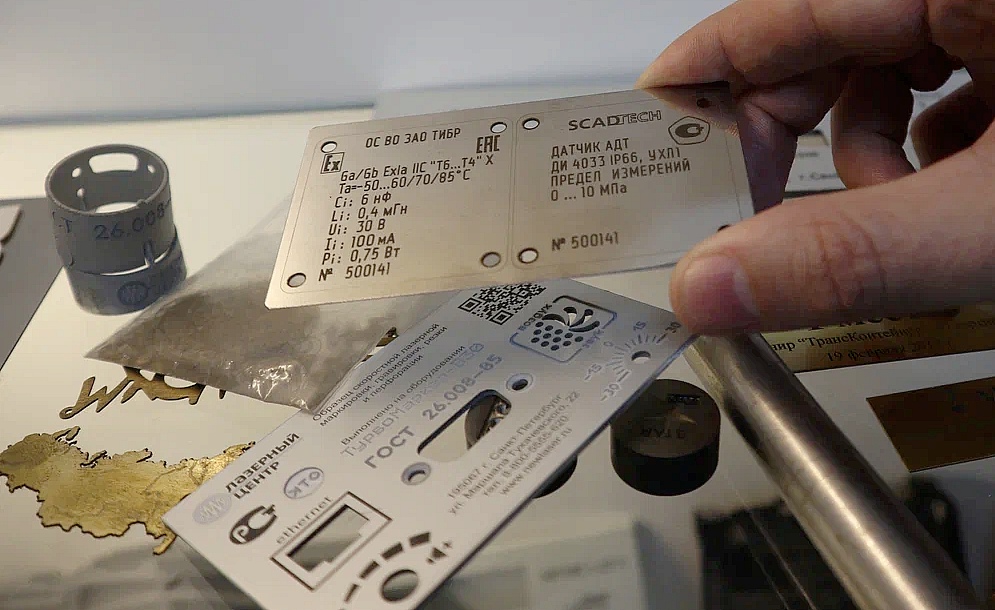
Далее специалисты научились обрабатывать неметаллы.
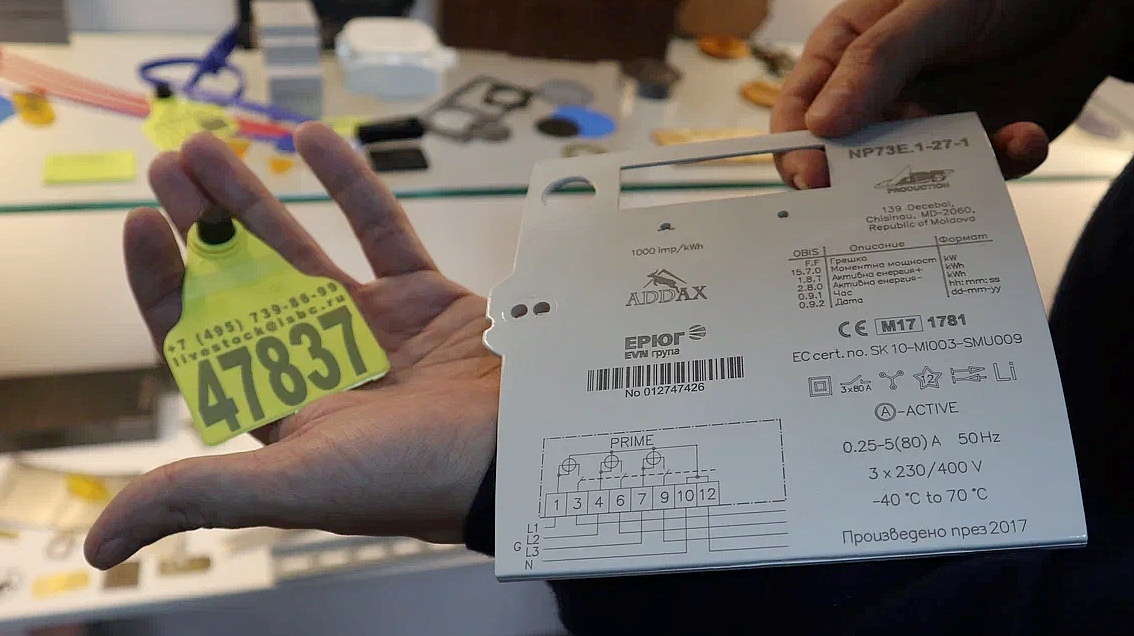
Сейчас почти все электроприборы маркируют лазером, поскольку стоимость нанесения практически нулевая, а продолжительность процесса — пара секунд. Нет расходников и трафарета, поэтому можно нанести любую информацию, формируемую чуть ли не в момент нанесения.
2010-е. Автономность и безопасность
Волоконные лазеры позволили быстро и дешево наносить изображения. Спрос на эту технологию помог развить всё направление, к которому начали применять новые стандарты автономности и безопасности.

Тут уже присутствует закрывающийся кожух в соответствии с ГОСТами. Он не допускает контакта человека с лазерным излучением, диапазон которого невидим для глаза.
Из прочих интересных моментов — скорость перемещения луча в сотни метров в секунду и микронная точность. Ну и полная автоматизация процесса.
Создание цветных изображений на металле и другие «фокусы»
Градиентные изображения с помощью лазерных станков можно было создавать еще в начале нулевых.

Принцип прост: при контакте лазерного излучения с поверхностью металла на ней образуется оксид. Именно он дает окраску. Меняя мощность излучения, можно получить разные оттенки, но в случае с металлами этот процесс очень сложно контролировать. От максимума до минимума получить, например, 255 полутонов не удастся. Вдобавок при переходе к другому сплаву настройку придется выполнять заново. Поэтому проще играть не с мощностью излучения, а, как в типографиях, управлять плотностью «заливки».
Со временем, погрузившись в лазерную физику, специалисты научились наносить и условно цветные изображения.
В зависимости от температуры на поверхности металла образуется оксид разной толщины. Свет частично проходит через эту пленку, отражается от границы с металлом и интерферирует с волной, отраженной от поверхности оксида (от его границы с воздухом). В результате под разными углами можно увидеть разные цвета. Механизм аналогичен так называемым цветам побежалости, которые появляются на поверхности металла после сильного теплового воздействия.

Корректируя мощность излучения, можно управлять толщиной пленки и таким образом получать цветное изображение, которое будет видно под определенными углами.

Эффект сильно зависит от режима работы и типа сплава. Золото, сколько его ни нагревай, не позволит получить зеленый и красный цвет. Яркие цвета дает титан. А на стали цветные изображения будут тем ярче, чем она более легирована.
Для каждого материала можно построить свою теоретическую модель расчета мощности для создания оттенков, но зачастую проще «распечатать» весь диапазон на небольшом образце и отталкиваться от него.
Пример создания цветного изображения на металле с помощью лазера
Следующий шаг — создание рельефных или трехмерных изображений. Предметы ниже созданы с помощью лазерной эрозионной обработки, которая постепенно, слой за слоем, удаляет материал (минимальная толщина снятия — 0,5 мкм).

Вот ускоренное видео данного процесса:
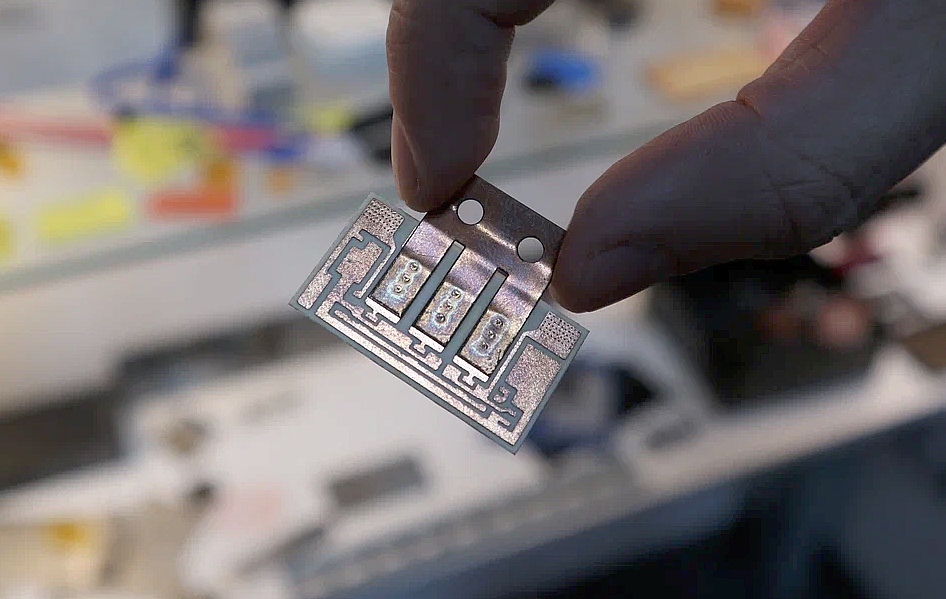
И разумеется, лазером можно деметаллизировать поверхность, получая рисунок проводников на печатной плате.
«Что же будет с Родиной и с нами?»
В плане технологий — это работа над станками с разрешением менее одного микрона. Нынешняя техника уже вплотную к нему приблизилась. Все это сильно пригодилось бы в микроэлектронике, но, как утверждает Иван Фоменко, спроса пока нет.
Из хороших новостей — завод во Фрязине сохранил свою независимость, то есть у нас есть передовые волоконные лазеры. Профильные вузы все эти годы тоже не стояли на месте, и есть понимание, как с помощью лазера решать самые разные технические задачи. В свою очередь, эти задачи появляются у промышленности. У того же «Лазерного центра» заказчики в 17 странах. Вдобавок в последнее время конкуренция на внутреннем рынке заметно снизилась, что помогает пускать больше денег на НИОКР и эффективно теснить тех же китайцев.
- лазер
- лазерная гравировка
- Блог компании Leader-ID
- Научно-популярное
- Лазеры
Развитие лазерных технологий в современном мире

Развитие лазерных технологий в современном мире, благодаря широте своего применения, практически не уступает по темпам роста охватившей в той или иной степени все основные сферы человеческой деятельности микроэлектронике. Это связано в первую очередь с уникальной способностью лазеров концентрировать световую энергию в пространстве. В связи с этим возникли различные направления, среди которых:
- лазерная обработка материалов;
- лазерный термоядерный синтез;
- лазерная химия;
- лазерная спектроскопия;
- и многие другие.
Стремительный спрос на лазеры отправляет в далекую историю множество аналоговых способов обработки материалов в производстве. Еще совсем недавно многие не имели ни малейшего представления о данной технологии. Сегодня она пользуется большой популярностью в России и в мире.
Настоящим технологическим прорывом можно считать использование энергии лазера в производственной сфере. Благодаря уникальным техническим свойствам возможности производственных предприятий значительно расширились. С помощью лазерного луча можно:
- сверлить;
- закаливать;
- напылять;
- сваривать и резать детали из различных материалов;
- маркировать и гравировать;
- проверять качество обработки деталей;
- выполнять множество других не менее важных задач.
Лазерные технологии демонстрируют инновационный потенциал. Применение данной технологии часто приводит к значительному улучшению свойств продукта и является первым существенным шагом на пути к реализации новых продуктов, сокращению издержек на производствах.
Что такое лазер или лазерный источник
Сложно найти человека, который бы ничего не слышал о лазерах. Однако у многих они ассоциируются с чем-то сверхъестественным, возможно, с космическим оружием. Однако лазер далеко уже не фантастика, а рабочий инструмент, используемый в различных областях человеческой деятельности. Впервые твердотельный лазер был изобретен в начале 20 века. Его создал калифорнийский физик Теодор Майман 16 мая 1960 года. Несмотря на то, что с момента их производства прошло не так много времени, они получили широкое распространение в повседневной жизни, открыв перед человечеством огромное множество новых направлений для деятельности от медицины до цифровой техники и тяжелых производств.

Лазер представляет собой чрезвычайно сконцентрированный световой поток, испускаемый синхронными источниками в узком направленном диапазоне. Такой инструмент состоит из специальной трубки, внутри которой размещен твердый кристалл. С обоих торцов она закрыта зеркалами: прозрачным и не полностью прозрачным. Под воздействием электрической обмотки атомы кристалла генерируют световые волны. Волны, перемещаясь от одного зеркала к другому, постепенно набирают интенсивность, достаточную для прохождения через не полностью прозрачное зеркало, преобразовывая полученную энергию в световой луч, поток фотонов высокой концентрации.
В процессе исследования природы и свойств лазеров были разработаны различные виды этих лучей. По состоянию исходного вещества они могут быть газовыми, жидкостными. Твердотельными или работающими на свободных электронах. В настоящее время имеется несколько способов получения лазерного луча, каждый из которых имеет свои особенности и отличия, благодаря чему они находят применение в различных отраслях промышленности.
Востребованность лазерного оборудования и технологий
Лазеры занимают значимое, а иногда даже и ключевое место в самых различных сферах. С внедрением современных технологий с каждым днем снижается стоимость оборудования, что оказывает огромное влияние на его распространение по всему миру. Высокий уровень оснащения качественным лазерным оборудованием сегодня является одним из основных критериев оценки высокого уровня индустриализации того или иного производства.
На данный момент лазерная индустрия считается одной из ведущих отраслей промышленности. Доля энергии, которую сегодня употребляет лазерная индустрия развитых стран, стремительно растет.
Причины успеха лазеров

Огромный успех лазеров основан в первую очередь на многочисленных преимуществах данной технологии. Основные аргументы в пользу их применения, которые в конце концов приводят к значительным сокращениям временных и финансовых затрат:
- максимальная автоматизация;
- высокая точность;
- повышенная производительность;
- бесконтактная работа;
- экологичность;
- инновационный потенциал.
Лазеры имеют небольшие габариты, благодаря чему могут легко интегрироваться в различные производственные установки. Возможность настройки параметров обработки позволяет взаимодействовать с материалами различной толщины и плотности без заметных задержек. С помощью лазерного оборудования можно производить большие партии продукции, которая реализуется в максимально экономичной степени.
Сфера применения лазерных технологий и лазерных станков.
Сегодня лазерные технологии находят широкое применение в самых различных сферах промышленности. Востребованность их продолжает расти. Например, на данный момент практически вся современная электроаппаратура создается с массовым применением данных технологий под чутким технологическим контролем качества.
Доминирующей областью применения можно обоснованно считать лазерную резку. С появлением лазеров удалось достичь:
- автоматизации производства;
- высокой скорости обработки деталей;
- сокращения объема постобработки деталей;
- итоговой минимизации затрат;
- повышения качества процесса.
Популярным технологическим решением, используемыми для обработки листового и трубного проката, является лазерная сварка. Здесь наблюдается огромный потенциал увеличения производительности даже при работе с малыми и средними партиями продукции. Главными достоинствами такого вида сварки является высокая скорость производственного процесса, а также непревзойденное качество сварных швов. Необходимость дополнительной обработки в данном случае практически отпадает. Более того, одним из главных преимуществ лазерной сварки является минимальный перегрев околошовной зоны.
Раскрой металла, камня, пластика, дерева с помощью лазера, шовная и точечная сварка, гравировка, различная маркировка и другие виды лазерной обработки часто используются не только крупными приборостроительными и машиностроительными заводами, но и небольшими частными предприятиями и мастерскими, благодаря чему обеспечивается:
- достаточно высокая гибкость производства;
- максимальная производительность;
- экономия энергетических и материальных ресурсов;
- возможность использования современных конструкционных материалов.
Лазерные технологии находят также свое применение в медицинской отрасли, военном деле и науке. Особенно востребованы лазеры для выполнения различных косметических, стоматологических, хирургических и офтальмологических операций. Такое решение является идеальным из-за незначительных размеров лазерного пучка и невероятно высокой скорости воздействия.

В строительной сфере лазеры используются для определения расстояния и выстраивания геометрии, а также для производства различных инструментов. Лазерные уровни можно увидеть сегодня практически в каждом строительном магазине. Это довольно востребованный инструмент, отличающийся невысокой стоимостью.
Все возможности лазеров не перечислить. Их существует невероятное количество и каждый год появляются инновации. С каждым днем такие технологии вытесняют другие малоэффективные и становятся незаменимыми. Лазеры используется:
- в машиностроении;
- автомобилестроении;
- при производстве электротехнических устройств и полупроводников;
- при создании медицинской техники;
- в ювелирном деле;
- в аэрокосмической отрасли.
Независимо от того, будет ли это медицина, исследования, приборостроение или телекоммуникации, лазеры давно стали неотъемлемой частью нашей жизни.
Применение лазеров позволяет удовлетворить самые разнообразные требования современной промышленности, а также получить огромную выгоду, несмотря на довольно высокую стоимость оборудования.
В нашем каталоге вы можете ознакомиться с ассортиментом станков для лазерной резки листового металла, лазерной резки труб, аппаратов лазерной сварки и лазерной очистки, а также многими другими лазерными станками ЧПУ.