Качество сварных соединений
В конструкциях из металла очень большое внимание уделяется качеству сварных соединений. Главное при подобных проверках — соответствие параметров сварных соединений требованиям проекта, СНиП 3.03.01 – 87, ГОСТ 10922, ГОСТ 5264 и другой нормативной документации.
Качество выполнения строительно-монтажных работ во многом зависит от степени ответственности и добросовестности непосредственных участников процесса строительного производства. Стремясь к извлечению максимальной прибыли и идя по пути минимизации всех возможных затрат, подрядчики зачастую отдают предпочтение труду низкоквалифицированных сварщиков. Кроме того, в целях экономии средств, для выполнения тех или иных видов строительных работ используется устаревшее и изношенное оборудование.
Данная ситуация, не может не оказывать существенного негативного влияния на качество сварочных работ, что обуславливает значительное число выявляемых дефектов.
Рассмотрим основные виды сварочных дефектов:
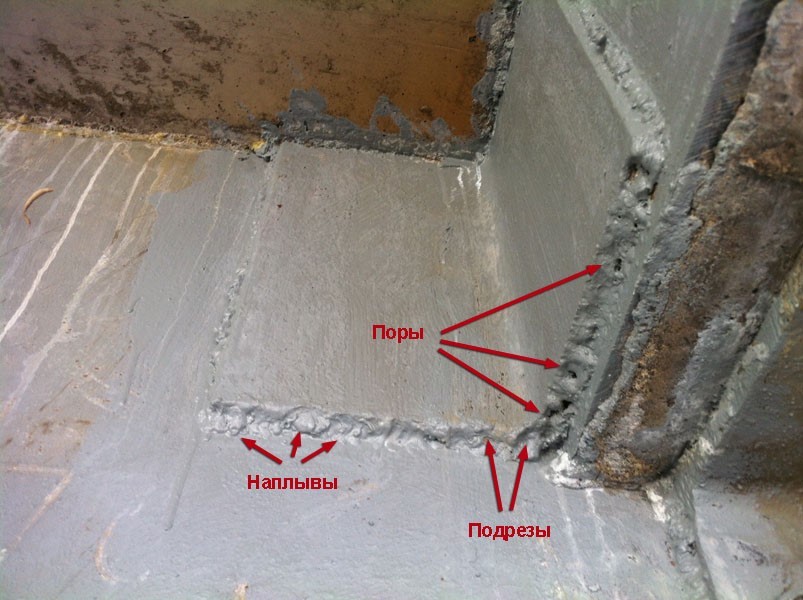
На фотографии отчетливо видна цепочка пор, а катет шва справа постепенно пропадает

- Поры могут выходить или не выходить на поверхность сварного шва, они располагаются цепочкой или группами. Поры являются недопустимым дефектом для сварных швов изделий, по сравнению с трещинами поры не так опасны, однако их присутствие нежелательно.
- Трещинами называются микроскопические, имеющие характер надреза, несплошности, зарождающиеся в интервале температур кристаллизации металла. Трещины могут развиваться при остывании металла в твердом состоянии. По отношению к оси шва трещины делятся на продольные и поперечные. Продольные трещины могут располагаться по оси шва в месте стыка. Трещины являются одним из основных видов брака при сварке. Наличие трещин в сварном соединении не допускается, так как они могут послужить причиной разрушения изделия.
На фотографии видим низкое выполнение сварочных работ (наплывы, прожег, несанкционированное изменение конструкции, уменьшение сварного шва).

- Несанкционированные изменения конструкции узлов – применение дополнительных накладок, наращивание закладных или монтажных связей с применением в том числе стыковых швов, замена уголков на связи выполненные из пластин, соединенных угловыми швами(плохо работающими на излом), наращивание несущих балок несанкционированными стыковыми соединениями и т.д.
В стыковой шов конструкции вварена арматура, что приводит к увеличению зазоров между свариваемыми деталями.

Увеличенные зазоры между свариваемыми деталями. Основная причина – неправильная сборка узла, сверхнормативное смещение закладных в плоскости и из плоскости. Дефект приводит не только к уменьшению фактического катета шва, но и к изменению в худшую сторону условий работы шва, т.е. к появлению дополнительно к срезывающим изгибающих напряжений.
Дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. Из-за неправильного выбора режима сварки, отклонений параметров режима от заданных, неправильной подготовки изделия под сварку, неисправности аппаратуры в сварном соединении могут возникнуть дефекты — непровары, подрезы, наплывы и прожоги.
Подрезы основного металла – влияют не только на прочность, но и на долговечность соединения (ослабление сечения + концентратор напряжений). Основные причины дефекта:
- неправильное положение электрода;
- большой ток при сварке(с вертикальных поверхностей, как правило, металл стекает, оставляя подрез);
- оставление выводного кратера незаплавленным;
- неправильное направление сварки.
Уменьшенный катет шва.
Основные причины — спешка при выполнении сварного шва, неправильное положение электрода(металл наплавляется на одну кромку свариваемых деталей, что приводит к значительной разнице между катетами одного и того же шва, при этом замеры производятся по наименьшему катету) , большой ток при сварке(металл стекает с вертикальной поверхности на горизонтальную, что ведет к значительной разнице между катетами), увеличенный зазор между свариваемыми кромками. При этом, имея уже заготовленные монтажные связи фиксированной длины, невозможно обеспечить требуемую длину шва. Огорчает то, что часто проектировщики в чертежах показывают сварные швы по контуру прилегания детали, не оговаривая минимальную длину шва для обеспечения требуемой прочности соединения.
Отсутствие вертикального сварного шва.

По способам обнаружения дефекты делятся на внешние и внутренние. Выше были рассмотрены внешние дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом. Наличие зазоров, неравномерность сварочных швов, присутствие ржавчины, неплотность швов и другие дефекты свидетельствуют о некачественной работе. Проверяют сварные соединения с помощью лупы с шестикратным увеличением, а также сравнивают их текущие размеры с допустимыми нормами.
Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры, например ультразвуковой.
Ультразвуковые приборы позволяют оперативно и точно проводить ультразвуковой контроль вдоль линии сварного шва без поперечного сканирования, в том числе на дальние расстояния, что существенно сокращает время на подготовку околошовной поверхности сварных соединений.
Проверять сварку можно вакуумным способом, который состоит в намыливании шва и наложении на него вакуумной рамки. Потом воздух при атмосферном давлении проходит через дефекты шва, если таковые имеются и появляются пузыри.
Проницаемость швов в сварке можно проверить путем их окрашивания фенолфталеином. Если есть дефекты, то на шве образуются красно-фиолетовые или черные пятна. Идеальные сварочные швы внешне должны быть мелкочешуйчатыми, по всей длине плотными, на них не должно быть скоплений и цепочек пор, наплывов, прожогов, сужений и перерывов.
Трещины на сварочных соединениях можно выявить путем шлифовки их наждачной крупнозернистой бумагой. Если дефекты будут обнаружены, в обязательном порядке они должны быть устранены, иначе металлоконструкция не допускается для дальнейшей эксплуатации.
Мы проводим профессиональную экспертизу сварочных работ.
Лаборатория Экспертиз рада предложить вам свои услуги в обнаружении дефектов в сварочных швах. У нас работают квалифицированные сотрудники, которые с помощью современного оборудования максимально быстро дадут заключение о качестве сварочной работы, а также опишут все технические характеристики исследуемого образца металлоконструкции. Все механические испытания и химические экспертизы в нашей строительной лаборатории проводятся на законных основаниях с четким соответствием ГОСТу и установленным нормам. Результаты проверок всегда достоверны и точны на 100%. Команда опытных специалистов работает в сфере строительных экспертиз не первый год, поэтому ошибки и неточности в процессе проверки полностью исключены. Стоимость наших услуг разумна и доступна для каждого потенциального клиента.
Как правильно соединить швеллера — Сварка

Швеллер является частью самых разных металлических конструкций. Обычно его роль заключается в восприятии различных механических нагрузок – на сжатие, растягивание, изгиб, кручение, пр. Часто при требованиях конфигураций металлоконструкций требует сваривать жесткий рамочный каркас. При этом стальное изделие после сварки должно все также оставаться цельным изделием с неизменными механическими характеристиками. Любые работы по сварке имеют способность ослаблять отдельные узлы швеллера. Именно для уменьшения сварных работ используется при возведении ответственных конструкций швеллерный сортамент, а также двутавровые балки. Сварка швеллера – это важный этап, который часто на объекте вызывает затруднение, невыполнение трудоемких условий государственного регламента.
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями. Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
- Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
- Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
- Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
- Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
- Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
- Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
- Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
- Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.


Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
- Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
- Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону, указанному на сайте, уточните все детали заказа, получите экспертную консультацию.
Обозначение сварных швов
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.

Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.

В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.

Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.

Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.

Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; |  |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |  |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.

Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.

На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). |  |
||
 |
Шов по замкнутой линии. |  |
|
 |
Шов по незамкнутой линии. |  |
 |
 |
Шов прерывистый с цепным расположением. |  |
 |
 |
Шов прерывистый с шахматным расположением. |  |
 |
 |
Снять выпуклость шва. |  |
 |
 |
Наплывы и неровности шва обработать с плавным переходом к основному металлу. |  |
 |
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.

Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
 |
 |
 |
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва |
б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия ( ). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
 |
 |
 |
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва |
б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
 |
 |
 |
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва |
б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.

Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).

t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.


Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (?5).
Пример 6.

Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (?5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).

Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.

Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
 |
 |
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.

В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.

Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Вопрос о сварке
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Автор: mamomot · Опубликовано: 1 час назад
Второе Приложение Б к ранее выложенной Нормали по сварке: «Элементы типовые. Конструкция размеры и технические требования». 9_0_3 Нормаль ОГТ Приложение Б.pdf
Автор: SergeyF · Опубликовано: 2 часа назад
В каталогах производителей не указанна поверхностная закалка. Толкатели идут стандартной размерной линейкой, обычно 80/100/150/200/250, в дальнейшем они всегда обрезаются до необходимого размера. Если толкатель имел бы только поверхностную закалку, то он бы получал после обрезки «сырой» торец выходящий на фасонную поверхность формообразующей.
Автор: maxx2000 · Опубликовано: 2 часа назад
В Creo11 можно будет считать теплопередачу между твердотельной геометрией и «жидким» телом

Автор: Jesse · Опубликовано: 2 часа назад
Ну в статике вашей арматуре вряд ли че то будет. Раз речь идёт про акустику, то тут уже вибрации в звуковом диапазоне , а это тысячи Герц. Ну и усталость смотреть.
Автор: Misha hm · Опубликовано: 2 часа назад
Готов поспорить, что это не так. Вот картинка: Опорная температура 273К. Температура горячей стенки задал как 90К, холодной — минус 10К. Легенда показывает абсолютные значения (так ведь?). Тогда это неправильно. Либо, это может быть правильно только в одном случае, если легенда в относительных (опорной) градусах.

Автор: SHARit · Опубликовано: 3 часа назад
Автор: maxx2000 · Опубликовано: 4 часа назад
@Барс между болтом и отверстием, между фланцем и прокладкой. Это называется жёсткий шарнир. Так называют потому что возможно только кручение или качание вокруг или вдоль оси но не происходит линейное перемещение. Если болтовое соединение заменить сваркой, то такое соединение станет жёстким. Между балкой и фланцем жёсткое соединение, между фланцем и прокладкой шарнир с 5 минуты приварено, приклеено — не шарнир.