Моменты затяжки болтов — таблица
Болт или винт в сборе с гайкой соответствующего класса предназначены для создания соединений, которые можно затянуть до установленного значения пробной нагрузки болта без срыва резьбы.
Пробная нагрузка обычно составляет 85-95% от предела текучести и определяется как максимальное растягивающее усилие, которое можно приложить к болту и которое не приведет к его пластической деформации.
| Резьба/шаг мм. | Класс прочности болтов | ||||
|---|---|---|---|---|---|
| 4,6 | 5,8 | 8,8 | 10,9 | 12,9 | |
| Момент затяжки Н*м | |||||
| 5/0.8 | 2,1 | 3,5 | 5,5 | 7,8 | 9,3 |
| 6/1.0 | 3,6 | 5,9 | 9,4 | 13,4 | 16,3 |
| 8/1.25 | 8,5 | 14,4 | 23,0 | 31,7 | 38,4 |
| 10/1.5 | 16,3 | 27,8 | 45,1 | 62,4 | 75,8 |
| 12/1.75 | 28,8 | 49,0 | 77,8 | 109,4 | 130,6 |
| 14/2.0 | 46,1 | 76,8 | 122,9 | 173,8 | 208,3 |
| 16/2.0 | 71,0 | 118,1 | 189,1 | 265,9 | 319,7 |
| 18/2.5 | 98,9 | 165,1 | 264,0 | 370,6 | 444,5 |
| 20/2.5 | 138,2 | 230,4 | 369,6 | 519,4 | 623,0 |
| 22/2.5 | 186,2 | 311,0 | 497,3 | 698,9 | 839,0 |
| 24/3.0 | 239,0 | 399,4 | 638,4 | 897,6 | 1075,2 |
| 27/3.0 | 345,6 | 576,0 | 922,6 | 1296,0 | 1555,2 |
| 30/3.5 | 472,3 | 786,2 | 1257,6 | 1766,4 | 2121,6 |
| 33/3.5 | 636,5 | 1056,0 | 1699,2 | 2380,8 | 2860,8 |
| 36/4.0 | 820,8 | 1363,2 | 2188,8 | 3081,6 | 3696,0 |
| 39/4.0 | 1056,0 | 1756,8 | 2820,2 | 3955,2 | 4742,4 |
Важное уточнение: любая таблица стандартизованных величин подходит только для новых болтов и гаек, которые ранее не были в использовании. Повторная эксплуатация резьбовых соединений приводит к увеличению трения в системе крепежа.
— Правильно затянутый болт немного растягивается, но не выходит за область своей упругой деформации. Находясь под постоянным напряжением, он сохраняет усилие затяжки и проявляет устойчивость к усталостному разрушению.
— Чрезмерно затянутый болт растягивается за границы упругого удлинения, что приводит к его необратимой пластической деформации и последующему разрушению.
— Недостаточно затянутый болт допускает незначительный зазор между соединяемыми заготовками, который будет увеличиваться после постоянной динамической нагрузки или других рабочих нагрузок. Зазор в соединении означает отсутствие предварительного натяжения, что неизбежно приведет к разрушению соединения.
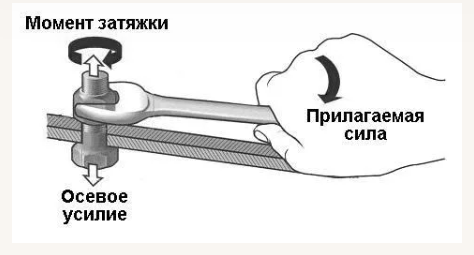
Таблица 1. Моменты затяжки – винт (болт) без покрытия (черный), коэффициент трения 0,14.
Крупная резьба
| Диаметр резьбы | Класс прочности | |||||||
|---|---|---|---|---|---|---|---|---|
| 5.6 | 8.8 | 10.9 | 12.9 | |||||
| Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | |
| М3 | 0.6 | 0.44 | 1.37 | 1.01 | 1.92 | 1.42 | 2.3 | 1.7 |
| М4 | 1.37 | 1.01 | 3.1 | 2.29 | 4.4 | 3.05 | 5.25 | 3.87 |
| М5 | 2.7 | 1.99 | 6.15 | 4.54 | 8.65 | 6.38 | 10.4 | 7.6 |
| М6 | 4.6 | 3.3 | 10.5 | 7.7 | 15 | 11 | 18 | 13 |
| М7 | 7.6 | 5.6 | 17.5 | 12.9 | 25 | 18.4 | 29 | 21.3 |
| М8 | 11 | 8.1 | 26 | 19 | 36 | 26 | 43 | 31 |
| М10 | 22 | 16 | 51 | 37 | 72 | 53 | 87 | 64 |
| М12 | 39 | 28 | 89 | 65 | 125 | 92 | 150 | 110 |
| М14 | 62 | 45 | 141 | 103 | 198 | 146 | 240 | 117 |
| М16 | 95 | 70 | 215 | 158 | 305 | 224 | 365 | 269 |
| М18 | 130 | 95 | 295 | 217 | 420 | 309 | 500 | 368 |
| М20 | 184 | 135 | 420 | 309 | 590 | 435 | 710 | 523 |
| М22 | 250 | 184 | 570 | 420 | 800 | 590 | 960 | 708 |
| М24 | 315 | 232 | 725 | 534 | 1020 | 752 | 1220 | 899 |
| М27 | 470 | 346 | 1070 | 789 | 1510 | 1113 | 1810 | 1334 |
| М30 | 635 | 468 | 1450 | 1069 | 2050 | 1511 | 2450 | 1806 |
| М33 | 865 | 637 | 1970 | 1452 | 2770 | 2042 | 3330 | 2455 |
| М36 | 1111 | 819 | 2530 | 1865 | 3560 | 2625 | 4280 | 3156 |
| М39 | 1440 | 1062 | 3290 | 2426 | 4620 | 3407 | 5550 | 7093 |
Мелкая резьба
| Диаметр резьбы | Класс прочности | |||||
|---|---|---|---|---|---|---|
| 8.8 | 10.9 | 12.9 | ||||
| Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | |
| М8х1 | 27 | 19 | 38 | 28 | 45 | 33 |
| М10х1,25 | 52 | 38 | 73 | 53 | 88 | 64 |
| М12х1,25 | 95 | 70 | 135 | 99 | 160 | 118 |
| М14х1,5 | 150 | 110 | 210 | 154 | 250 | 184 |
| М16х1,5 | 225 | 165 | 315 | 232 | 380 | 280 |
| М18х1,5 | 325 | 239 | 460 | 339 | 550 | 405 |
| М20х1,5 | 460 | 339 | 640 | 472 | 770 | 567 |
| М22х1,5 | 610 | 449 | 860 | 634 | 1050 | 774 |
| М24х2 | 780 | 575 | 1100 | 811 | 1300 | 958 |
Таблица 2. Моменты затяжки – винт электролитически оцинкованный, коэффициент трения 0,125.
Крупная резьба
| Диаметр резьбы | Класс прочности | |||||||
|---|---|---|---|---|---|---|---|---|
| 5.6 | 8.8 | 10.9 | 12.9 | |||||
| Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | |
| М3 | 0.56 | 0.41 | 1.28 | 0.94 | 1.8 | 1.33 | 2.15 | 1.59 |
| М4 | 1.28 | 0.94 | 2.9 | 2.14 | 4.1 | 3.02 | 4.95 | 3.65 |
| М5 | 2.5 | 1.84 | 5.75 | 4.24 | 8.1 | 5.97 | 9.7 | 7.15 |
| М6 | 4.3 | 3.1 | 9.9 | 7.3 | 14 | 10.3 | 16.5 | 12.1 |
| М7 | 7.7 | 5.2 | 16.5 | 12.1 | 23 | 16.9 | 27 | 19.9 |
| М8 | 10.5 | 7.7 | 24 | 17.7 | 34 | 25 | 40 | 29 |
| М10 | 21 | 15 | 48 | 35 | 67 | 49 | 81 | 59 |
| М12 | 36 | 26 | 83 | 61 | 117 | 86.2 | 140 | 103 |
| М14 | 58 | 42 | 132 | 97 | 185 | 136 | 220 | 162 |
| М16 | 88 | 64 | 200 | 147 | 285 | 210 | 340 | 250 |
| М18 | 121 | 89 | 275 | 202 | 390 | 287 | 470 | 346 |
| М20 | 171 | 126 | 390 | 287 | 550 | 405 | 660 | 486 |
| М22 | 230 | 169 | 530 | 390 | 745 | 549 | 890 | 656 |
| М24 | 295 | 217 | 675 | 497 | 960 | 708 | 1140 | 840 |
| М27 | 435 | 320 | 995 | 733 | 1400 | 1032 | 1680 | 1239 |
| М30 | 590 | 435 | 1350 | 995 | 1900 | 1401 | 2280 | 1681 |
| М33 | 800 | 590 | 1830 | 1349 | 2580 | 1902 | 3090 | 2278 |
| М36 | 1030 | 759 | 2360 | 1740 | 3310 | 2441 | 3980 | 2935 |
| М39 | 1340 | 988 | 3050 | 2249 | 4290 | 3163 | 5150 | 3798 |
Мелкая резьба
| Диаметр резьбы | Класс прочности | |||||
|---|---|---|---|---|---|---|
| 8.8 | 10.9 | 12.9 | ||||
| Nm | ft lb. | Nm | ft lb. | Nm | ft lb. | |
| М8х1 | 25 | 18 | 35 | 25 | 42 | 30 |
| М10х1,25 | 49 | 36 | 68 | 50 | 82 | 60 |
| М12х1,25 | 88 | 64 | 125 | 92 | 150 | 110 |
| М14х1,5 | 140 | 103 | 195 | 143 | 235 | 173 |
| М16х1,5 | 210 | 154 | 295 | 217 | 350 | 258 |
| М18х1,5 | 305 | 224 | 425 | 313 | 510 | 376 |
| М20х1,5 | 425 | 313 | 600 | 442 | 720 | 531 |
| М22х1,5 | 570 | 420 | 800 | 590 | 960 | 708 |
| М24х2 | 720 | 531 | 1000 | 737 | 1200 | 885 |
- Болты
- Болты с шестигранной головкой
- Болты для фланцевых соединений
- Болты фундаментные
- Болты анкерные
- Болты самоанкерующиеся распорные (БСР) ГОСТ 28778-90
- Болты конические повышенной точности
- Болты для рельсовых стыков ГОСТ 11530-93
- Призонные болты
- Футеровочные болты
- Болты откидные
- Винт с дюймовой резьбой
- Винт с плоской головкой
- Винт с полукруглой головкой
- Винт с потайной головкой
- Винт с цилиндрической головкой
- Винты с внутренним шестигранником
- Гайки шестигранные
- Гайки шестигранные прорезные и корончатые
- Гайки для фланцевых соединений
- Гайки шестигранные высокие
- Гайки шестигранные низкие ГОСТ 5916-70
- Гайки шестигранные низкие с уменьшенным размером под ключ
- Гайки шестигранные особо высокие
- Фланцы воротниковые
- Фланцы ответные
- Фланцы переходные
- Фланцы плоские
- Фланцы прижимные
- Фланцы резьбовые
- Гроверные шайбы
- Стопорные шайбы
- Фланцевые шайбы
- Пружинные шайбы ГОСТ 6402-70
- Увеличенные шайбы
- Уменьшенные шайбы
- Шайбы для фланцевых соединений
- Шайбы простые
- Шпильки для деталей с гладкими отверстиями
- Шпильки с ввинчиваемым концом 1d
- Шпильки с ввинчиваемым концом 1,25d
- Шпильки с ввинчиваемым концом 1,6d
- Шпильки ASME
- Шпильки с ввинчиваемым концом 2d
- Шпильки для фланцевых соединений
- Изготовление шпилек по ГОСТ
- Токарные работы
- Токарно-фрезерные работы
- Резка металла
- Пескоструйная обработка крепежа
- Изготовление нестандартных изделий
- Гальваническое покрытие
- Термообработка металла
Повторное использование высокопрочных болтов
Доброго времени суток, господа!
Интересует вопрос, возможно ли повторное применение высокопрочных болтов, которые уже были затянуты до проектного натяжения. И если возможно, то сколько раз это можно делать?
Просмотрел все имеющиеся в базе нашей организации ГОСТы, ВСНы, СП которые связаны с соединениями на высокопрочных болтах, но там про это ничего не сказано. ни «да», ни «нет».
А вообще такой вопрос возник потому что, подрядчики собрали несколько стыков ферм с колоннами, а теперь выяснилось, что их нужно разобрать, дабы снять фермы для корректировки. Вот они и задают вопросы, покупать им теперь новые болты, или можно старые выкрученные использовать.
Заранее спасибо за ответ.Просмотров: 34434
Регистрация: 30.05.2007
Сообщений: 25,089ОСТ 36-72-82:
4.6. Соответствие натяжения болтов проектному проверяют в зависимости от метода натяжения. Отклонение фактического момента закручивания от момента, указанного в чертежах КМ и КМД, не должно превышать 20%.
Угол поворота гайки определяется по положению меток на выступающем конце болта и гайки. При двухстадийном натяжении болтов отклонение угла поворота должно быть в пределах ±15°, при одностадийном — ±30°.
Болты, у которых положение меток выходит за указанные пределы, должны быть отпущены и затянуты вновь.4.7. Натяжение высокопрочных болтов проверяют тарированным динамометрическим ключом или контрольным протарированным гайковертом.
Натяжение болтов следует контролировать выборочной проверкой: при количестве болтов в соединении до 5 включительно контролируется 100% болтов, при количестве болтов от 6 до 20 — не менее 5, при большем количестве — не менее 25% болтов в соединении.
Если при контроле обнаружится хотя бы один болт, натяжение которого не удовлетворяет требованиям п. 4.6 настоящего стандарта, то контролю подлежат 100% болтов в соединении. При этом натяжение болтов должно быть доведено до требуемой величины.__________________
Воскресе
Регистрация: 30.12.2008
Сообщений: 2Спасибо за ответ, Ильнур!
То есть, Ильнур, я так понимаю, что повторное применение возможно, и болт своих свойств не теряет в процессе натяжения.
Только один вопрос, что за ОСТ такой? В нашей базе документа с таким номером нету. Не могли бы вы если возможно скинуть полный текст?
Заранее спасибо!Регистрация: 30.05.2007
Сообщений: 25,089ОТРАСЛЕВОЙ СТАНДАРТ.zip (51.3 Кб, 1054 просмотров) __________________
Воскресе
Регистрация: 03.12.2004
Сообщений: 462Ильнур спасибо. здесь написано отраслевой стандарт . для гугла и ищущих добавлю здесь строчку скачать ОСТ 36-78-82. запустил поиск на сайте для скачки. ничего не нашел. только обсуждения. еще раз спасибо
Askerovich Посмотреть профиль Найти ещё сообщения от Askerovich Регистрация: 28.12.2011
Московская область
Сообщений: 3Согласно пункту 9.4 СТО НОСТРОЙ 2.10.76-2013 повторное использование высокопрочных болтов не допускается. Этот документ ныне действующий и есть в Тех эксперте.
—— добавлено через 55 сек. ——
СТО НОСТРОЙ 2.10.76-2012 ( ранее 2013 — ошибка)Стыковой ЖД болт: затяжка, вес, производство, размеры и диаметр
Уделим внимание одному из традиционно популярных элементов рельсовых скреплений. Всесторонне рассмотрим болт стыковой: Р-50, 65 и другие его ходовые типоразмеры. Определим, из каких материалов он изготавливается, что за нормам должен соответствовать, как маркируется и так далее. Проанализируем все ключевые моменты, чтобы вы понимали, когда его использовать.
Сразу отметим, что это высокопрочный крепеж, который в последнее время применяется все чаще и уже стал стандартом в сфере профессионального строительства. Почему? Из-за более высокой разрушительной нагрузки, сниженного расхода металлов на стыках, упрощения процесса конструирования функциональных узлов и других преимуществ, которые мы отдельно проанализируем ниже.
Назначение стыковых болтов на ЖД
Вместе с двухголовыми накладками они используются для надежного соприкосновения железнодорожных рельсов всех ходовых типоразмеров (Р-38, 43, 50, 65, 75). На каждый из них навинчиваются гайки, соответствующие межгосударственному стандарту 11532-93.
Материалы исполнения
Согласно нормам 11530-93, это сталь, а конкретная ее марка выбирается в зависимости от того класса прочности, который нужно обеспечить:
- если 8,8, то подходит 65;
- если 10,9, то предпочтение отдается уже 40Х.
По желанию потребителя, механические свойства выпущенных элементов могут быть установлены и подтверждены в ходе испытаний. В частности, проводится проверка на временное сопротивление разрыву – по ГОСТу 1759.4-87, причем 5 стыковых болтов из всей предъявленной партии тестируются методом разрушающего контроля, а 8 – способом неразрушающего. Также выясняется ударная вязкость изделий – по межгосударственным стандартам 9454-78 и 1759.4-87.
Пригодными к дальнейшей эксплуатации считаются те метизы, которые получили повреждения по резьбе или поверхности, но не в зоне соединения головки.
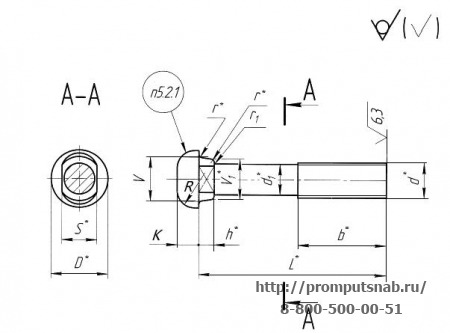
Особенности конструкции
Данный элемент крепежа состоит из следующих частей:
- круглая головка;
- овальный подголовок;
- цилиндрический стержень.
Форма (2) совпадает с отверстиями двухголовых накладок: это решение реализовано, чтобы не допустить проворачивания при закручивании гайки. Установка соединителей осуществляется таким образом, чтобы (1) двух соседних элементов оказывались расположены на различных боковинах путевых рельсов.
У (3) есть гладкая часть и резьба, нанесенная со стороны конца в соответствии с межгосударственным стандартом 24705-81, и поле ее допуска равняется 8G, хотя в отдельных случаях возможно изготовление и с отклонением до 8H. Погрешности поверхностей не будут считаться браком до тех пор, пока они находятся в рамках норм ГОСТа 1759.1-82, а дефекты – 1759.2-82.

За счет такой конструкции болты стыковые Р-50 (65, 75) являются высокопрочными, а значит:
- Выдерживают разрушительную нагрузку до 2-2,7 раз больше по сравнению с крепежом 4,8-го класса прочности.
- Требуют меньше металла на исполнение мест контакта, за счет чего снижают общую массу верхнего строения пути.
- Так как собранный участок колеи достаточно легкий, его проще демонтировать и транспортировать.
- Позволяют успешно использовать соединительные элементы малого двойного радиуса при строительстве функциональных узлов.
- Отличаются компактностью и не вызывают особенных сложностей при установке, даже у неопытных или начинающих мастеров.
Также в списке сталей для их изготовления находятся легированные и низкоуглеродистые марки – 20Г2Р, 30ХЗМФ и ряд других. Исполняются на автоматических станках горяче- и холодновысадочного типа. После схода с линии термически обрабатываются – в специальной среде, защищающей основной материал от потери доли углерода.
Сфера применения
Болт стыковой, по ГОСТ 11530-2014 (актуальная версия стандарта) обладает конкретным целевым предназначением – он используется на железных дорогах для соединения двух последовательно уложенных рельсов одинакового профиля (от Р-38 до Р-75).
В качестве примера организации ж/д линии возьмем две металлоконструкции с 3 технологическими отверстиями в зоне торцов. Сверху и снизу они комплектуются двухголовыми накладками – с тем расчетом, чтобы посадочные места полностью совпадали. Вставляются крепежные элементы – так, чтобы две соседние головки выходили с разных сторон. Напоминаем, что из-за овальной формы подголовков удается успешно избежать прокручивания. Производится затяжка стыковых болтов – с помощью накручивания шайб с гайками (по ГОСТу 11532-93).

Эксплуатация высокопрочного крепежа
На железнодорожных линиях наиболее распространены элементы трех классов прочности – 8,8, 10,9, 12,9. Тогда как в случаях с различными машинами, комплексными агрегатами, механизмами предпочтение отдается другим комплектующим, таким как М3-М16, М3-М36, М2-М52, М6-М30.
Чаще всего используются в следующих сферах и ситуациях:
- химические производственные процессы протекают в агрессивных средах;
- температура стабильно низкая или даже сверхнизкая;
- соединения постоянно или часто испытывают серьезные динамические и/или статистические нагрузки, а также воспринимают значительные усилия на разрыв;
- наблюдаются повышения или резкие скачки терморежима;
- запорная арматура и фланцы трубопроводов нуждаются в качественном соединении.
Какими параметрами обладает болт стыковой: размеры
Геометрические характеристики наиболее распространенных вариантов этого крепежа сведены в следующую таблицу:
S (с допуском до -2,1)
b (с предельным отклонением до 6)
с погрешностью до -1
L (с допуском до 6)
вариант исполнения 1
вариант исполнения 2
допуск симметричности по отношению головки к оси стержня (выражается диаметрально, максимум)
Большинство этих размеров (маркированные * на схемах) подлежат контролю, позволяющему подтвердить соответствие хотя бы минимальным нормам безопасности.
Тот же диаметр стыкового болта наглядно виден на условном обозначении. Например, метиз 1 исполнения с С-классом точности, крупным резьбовым шагом, d = 24 мм, длиной в 150 мм и допуском в 8G, выполненный из 35-й марки стали с прочностью 8,8, будет записан так:
Технические требования
Дефекты поверхности допустимы, но только в том случае, если они укладываются в рамки ISO 6157-1.
Возможно закругление кромок головок, но тогда его радиус обязан быть до 1,5 мм (чтобы он не выходил за предельные погрешности), облой и заусенцы должны быть не больше 1,5 и располагаться перпендикулярно оси метиза и идти его периметру.
При классе прочности 8,8 изготовление осуществляется в соответствии с ISO 898-1, материалом по умолчанию является 35-я сталь, при 10,9 – по тому же стандарту, но уже из марки 40Х.
Отклонения расположения и формы поверхностей устанавливаются по ISO 4759-1.
Резьба наносится по 24705, с полем в 8G (по нормам ГОСТа 16093). По желанию заказчика (или с его согласия) возможен и вариант в 8H.

Маркировка
Каждый болт стыковой, Р65 и любой другой, содержит на своей головке товарный знак и условный код завода-изготовителя. Параметры наносимых букв и цифр четко регламентируются: высота – минимум 8 мм, толщина – от 1 мм, вогнутость – хотя бы 0,5 мм. Это делается, чтобы артикул был хорошо виден и различим без использования лупы или других оптических увеличителей, при любом качестве исполнения поверхности.
Если класс прочности 10,9, артикул содержит в себе литеру «П».
Упаковка
Готовые изделия комплектуются по правилам межгосударственного стандарта 18160, в соответствии с ним же осуществляется и маркировка тары.
На каждую отгружаемую партию должен быть составлен паспорт качества, содержащий следующие реквизиты:
- название (логотип) предприятия-производителя, а также его юридический адрес;
- марка использованного материала (стали), реализованный класс прочности;
- порядковый номер;
- размер метизов, их количество (как общее, так и в отдельно взятой партии) в штуках;
- вариант защиты от коррозии и сроки ее действия;
- результаты приемки.
Также можно вносить дополнительную информацию, если она не противоречит остальным требованиям. Этот документ необходимо заверить подписью уполномоченного представителя ОТК.
Методы контроля
Чтобы убедиться, что стыковое соединение болтов будет достаточно надежным на практике и сможет обеспечивать качественную фиксацию стыка в течение длительного времени, их всесторонне проверяют. Соответствие габаритам, нормам внешнего вида и взаимного расположения плоскостей определяют с помощью предельных калибров, штангенциркуля и угломера типа 2, то есть без использования увеличительных приборов.
Возможные дефекты поверхностей находятся по правилам ISO 6157-1. Испытания на разрыв (временное сопротивление) проводятся согласно ГОСТам 1497 и 898-1. Считается, что метиз удовлетворяет всем требованиям, если:
- разрушений нет;
- повреждения есть, но они затрагивают только резьбу, но никак не точку соприкосновения стержня с головкой.
Показатели ударной вязкости находят в строгом соответствии с межгосударственным стандартом 1497 и ISO 898-1. Правильность нанесенной маркировки оценивается визуально, увеличительные приборы для этого не нужны.
Образцы из партии для обязательного подтверждения качества выбирают вслепую, по всем нормам 18321-73 и ISO 3269 (если класс точности – С). При методах разрушающего контроля для тестов на временное сопротивление разрыву соединители берут в количестве двух штук, в других случаях – в числе четырех.

Болтовой крепеж проходит как типовые, так и приемо-сдаточные испытания. Их уполномоченные сотрудники службы ОТК завода-изготовителя, в соответствии с ГОСТом 15.309. Признанные годными изделия предъявляются для тестов заказчику по первому его требованию. Результаты проверки хранятся в архиве предприятия-производителя как минимум 3 года.
Осматривают изделия партиями, собранными из метизов, выпущенных по идентичной технологии, одинакового исполнения, из металла (стали) одной плавки, хотя последнее условие может не соблюдаться, но только при предварительной договоренности с покупателем.
Возьмем в качестве примера стыковой болт Р-65. При проведении приемо-сдаточных испытаний контролю подвергаются следующие его характеристики:
- внешний вид;
- качество исполнения поверхности;
- соответствие размеров;
- механические свойства;
- правильность нанесения маркировки.
Типовые тесты осуществляются в тех ситуациях, когда изменяется технология изготовления и/или для выпуска берутся другие материалы. Порядок их проведения должен соответствовать международному стандарту 15.309-98, как и оценка результатов. Итоги тестов заносятся в сопроводительную документацию, которая создается минимум в двух экземплярах.
Таблица массы
Узнать теоретический вес стыкового болта не составляет труда – для этого достаточно взглянуть ниже и найти подходящий вариант.
Масса 1 тысячи штук, кг
Гайки высокопрочных стыковых болтов затягиваются с усилием
Каталог товаров
- Крепеж
- Анкерная техника 15
- Болты 285
- Болты с шестигранной головкой 276
- Болты откидные 1
- Рым-Болты 1
- Болты мебельные 3
- Болты U-образные (скоба) 1
- Болты с фланцем 2
- Болты высокопрочные 134
- Болты норийные (транспортерные) 1
- Гайки шестигранные 41
- Гайки высокопрочные 13
- Гайки стопорные 10
- Гайки барашки 1
- Гайки низкие 3
- Гайки с накаткой (рифленые) 2
- Гайки круглые 1
- Гайки квадратные 3
- Рым-гайки 1
- Гайки колпачковые 3
- Гайки приварные 1
- Гайки корончатые 3
- Гайки мебельные (врезные) 4
- Гайки соединительные (удлиненные) 1
- Гайки с фланцем 4
- Гайки кузовные 1
- Шпильки полнорезьбовые 5.8 9
- Шпильки полнорезьбовые 6.8 1
- Шпильки полнорезьбовые 8.8 2
- Шпильки полнорезьбовые 10.9 1
- Шпильки полнорезьбовые 12.9 2
- Шпильки сантехнические 1
- Шпильки приварные 2
- Шпильки фланцевые 4
- Шайбы стопорные 11
- Шайбы плоские 5
- Шайбы-гровер 4
- Шайбы увеличенные 5
- Шайбы пружины тарельчатые 2
- Шайбы квадратные 4
- Шайбы высокопрочные 3
- Шайбы NORD-LOCK 1
- Шайбы контактные 2
- Шайбы по ГОСТ 7
- Шайбы кровельные 1
- Al/ST (алюминий/сталь) 12
- ST/ST (сталь/сталь) 9
- С широким бортиком 7
- Потайные (глухие) 4
- Окрашенные RAL 1
- Винты высокопрочные 26
- Винты установочные 15
- Винты мебельные 2
- Винты барашковые 1
- Винты с потайной головкой 15
- Винты с полукруглой головкой 7
- Винты с цилиндрической головкой 18
- Винты по ГОСТ 2
- Винты резьбонарезающие
- Саморезы по дереву 4
- Саморезы по металлу 6
- Саморезы кровельные 3
- Саморезы для сэндвич-панелей 1
- Саморезы для гипсокартона 2
- Саморезы оконные 4
- Анкера нержавеющие 3
- Болты нержавеющие 42
- Винты нержавеющие 161
- Гайки нержавеющие 97
- Саморезы нержавеющие 219
- Шайбы нержавеющие 90
- Такелаж нержавеющий 21
- Шпильки нержавеющие 24
- Хомуты нержавеющие 6
- Заклепки нержавеющие 28
- Штифты и шплинты, шпонки нержавеющие 32
- Стопорные кольца нержавеющие 5
- Антивандальный нержавеющий крепеж 30
- Цепи 9
- Пластиковые цепи 2
- Длиннозвенные цепи 2
- Короткозвенные цепи 2
- Метрический крепеж HILTI 60
- Анкерные крепления HILTI 78
- Дюбельный крепеж HILTI 16
- Монтажные системы HILTI 283
- Строительная химия HILTI 53
- Химические анкеры и капсулы HILTI 36
- Хомуты HILTI 33
- Электроинструменты HILTI 287
- Перфораторы отбойные молотки и дрели HILTI 18
- Оборудование для резки пилки и шлифовки HILTI 16
- Алмазное сверление и резка HILTI 134
- Аксессуары и расходные материалы HILTI 230
- Аккумуляторные инструменты 35
- Аксессуары и расходные материалы 48
- Монтажные элементы инженерных систем TERMOCLIP 140
- Винты самонарезающие самосверлящие TERMOCLIP 10
- Фасадный крепеж TERMOCLIP 24
- Кровельный крепеж TERMOCLIP 31
- Кровельные воронки TERMOCLIP 35
- Гибкие связи кладки наружных стен TERMOCLIP 15
- Крепеж для технической изоляции TERMOCLIP 14
- Инструмент TERMOCLIP 12
- Профили и траверсы монтажные 17
- Монтажный скотч и лента 4
- Перфолента и Дин-рейка 5
- Воздуховоды и комплектующие 38
- Гибкие вставки 4
- Оцинкованный металл 3
- Сверла 96
- Буры 25
- Коронки 66
- Фрезы 54
- Абразивные диски и чашки 37
- Ударный инструмент для перфоратора 62
- Алмазные диски и тарелки 37
- Перчатки и СИЗ 61
- Пилки 16
- Биты 85
- Пильные диски 6
- Нарезной инструмент 39
- Щетки зачистные 27
- Скотчи, ленты, изоленты 56
- Ленты шлифовальные 3
- Строительные ёмкости 5
- Насадки для миксера 7
- Мешки для мусора 2
- Измерительный и разметочный инструмент 62
- Ударно-рычажный инструмент 42
- Столярно-слесарный инструмент 122
- Шарнирно-губцевый инструмент 66
- Абразивный инструмент и материалы 18
- Инструмент для резки плитки 15
- Ножовки, полотна, стусла 25
- Отвертки 32
- Скобы и степлеры 15
- Для штукатурных работ 58
- Для малярных работ 71
- Режущий инструмент 24
- Лестницы, стремянки 8
- Системы хранения 6
- Заклёпочники 3
- Патроны 4
- Закладные детали и анкерные блоки 21
- Блок фундаментных болтов 11
- Болты фундаментные 15
- Мебельные Винты 23
- Конфирмат 2
- Футорки 4
- Эксцентрики 8
- Стяжки 8
- Мебельные уголки 7
- Ключи 8
- Пластиковая фурнитура 5
- Палкодержатели петли замки 4
- Мебельные штанги и штангодержатели 4
- Уголки 22
- Пластины 13
- Опоры 7
- Лента перфорированная 8
- Регулировочный анкер (компенсатор усадки) 2
- Подвесы 1
- Кляймеры для вагонки
- Держатель балки 2
- Растворители 16
- Клеи, герметики, пены 78
- Химические анкеры 22
- Пистолеты для пен и герметиков 11
Первый крепеж
ул.Староникольская, владение 85, строение 3/3 117623 Москва
8-495-197-68-80 8-495-885-60-27 info@onekrep.ru