Особенности лазерной резки листовых материалов
Типичная ширина реза на входе лазерного луча определяется его диаметром и составляет 0,15-0,2 мм. Ширина реза на выходе лазерного луча равна или меньше ширины реза на входе. При резке на максимальной для данной толщины материала скорости, т.е. на грани прорезания, ширина реза на выходе стремится к нулю, но при этом возрастает шероховатость реза.
Точность лазерной резки обеспечивается технологическим оборудованием и зависит от вида материала, геометрии изделия, скорости резки, отклонения от плоскости листовой заготовки. Типовая точность составляет +/-0,1 мм. При необходимости, конкретные значения точности определяются экспериментальным путем для каждого изделия.
Скорость резки зависит от толщины и вида разрезаемого материала. Ориентировочные скорости приведены в таблицах по резке материала, в каждом разделе.
В точке входа лазерного луча возникает отверстие с диаметром, превышающим ширину реза. Это может нарушить геометрию изделия. В этом случае точка входа смещается в сторону, и прожигание входного отверстия в материале идет вне контура изделия или в его выпадающей, нерабочей части. Это лазерная резка «с заходом». Для ответственных изделий этот режим резки необходимо оговаривать заранее. На лицевой поверхности материала в точке входа лазерного луча образуется «выплеск» испаряемого материала, который очень трудно удалить, поэтому рекомендуется резать материал в пленке или «с заходом».
Особенности лазерной резки акрилового стекла.
Резка в обычном режиме.
При резке в обычном режиме в зону резки подается сжатый воздух. Торцевая поверхность реза имеет характерную шероховатость в виде «зубцов». Это обусловлено физическими особенностями процесса лазерной резки в данном режиме.
Возможность резки и качество торцевой поверхности определяются экспериментальным путем. После лазерной резки в изделии возникают термические напряжения, которые со временем могут привести к образованию микротрещин в зоне реза. Для ответственных изделий рекомендуется снимать эти напряжения термическим отжигом. При последующей склейке изделия термический отжиг обязателен.
Режим полированного реза.
В этом режиме сжатый воздух в зону реза подается в минимальном количестве, либо вообще не подается. Скорость резки значительно уменьшается, увеличивается ширина реза и происходит оплавление его кромки. Шероховатость торцевой поверхности уменьшается и она приобретает полированный вид. Следует иметь в виду, что в обычном режиме полированного реза сохраняются небольшие видимые неровности поверхности. Резку с повышенным качеством торцевой поверхности следует оговаривать заранее. При резке с повышенным качеством скорость снижается примерно в два раза и соответственно увеличивается стоимость резки. Эффект полированного реза лучше всего проявляется на прозрачном акриловом стекле. С увеличением толщины стекла качество торцевой поверхности улучшается. При резке цветного акрилового стекла эффект полированного реза присутствует, но выражен слабее.
Лазерная резка зеркального акрилового стекла.
Зеркальное акриловое стекло хорошо режется лазером в обычном режиме. Никаких особенностей лазерной резки, по сравнению с обычным акриловым стеклом, нет.
Особенности лазерной резки полистирола.
Обычный полистирол.
При резке полистирола преобладают процессы плавления. Если в зону резки подается сжатый воздух при небольшом давлении, то на нижней поверхности реза образуется облой. При увеличении давления облой уменьшается, но технологический стол и вентиляционная решетка забиваются тонкими нитями, выдуваемыми из зоны реза. После резки практически каждого листа заготовки необходимо чистить стол и вентиляционную решетку. Полистирол режется медленнее, чем акриловое стекло. Резка полистирола возможна, но очень трудоемка и поэтому дорога.
Декоративный полистирол (SIBU).
Декоративный полистирол представляет собой полистирол с декоративным покрытием. Режется с образованием облоя. Особое внимание следует обратить на плоскостность листа заготовки из-за его малой толщины.
Стироакрилонитрил (САН).
Стироакрилонитрил (САН) является разновидностью акрилового стекла. Он дешевле и легче акрилового стекла. При лазерной резке ведет себя так же как полистирол.
Особенности лазерной резки других материалов.
Полиэфирное стекло ПЭТФ.
Полиэфирное стекло ПЭТФ хорошо режется лазером. При лазерной резке ведет себя как акриловое стекло. Торцевая поверхностьреза прозрачная с характерной шероховатостью в виде зубцов. При резке тонких листов следует обратить внимание на плоскостность заготовки.
Искусственный камень.
Искусственный камень хорошо режется лазером. Торцевая поверхность реза гладкая, матовая.
Режется лазером. При резке тонких листов необходима специальная оснастка для размещения на технологическом столе.
Термопласт АБС (акрилбутадиенстирол) с текстурированной «под шагрень» поверхностью хорошо режется лазером.
Фанера хорошо режется лазером. Резка фанеры зависит от сорта древесины, вида клея и способа обработки. Лучше всего режется обессмоленная фанера из древесины хвойных пород. Торцевая поверхность реза практически не темнеет, скорость реза — высокая. Березовая фанера режется хуже. Поверхность реза всегда темная. Режим и качество резки конкретного сорта фанеры определяются экспериментальным путем.
Дерево хорошо режется лазером. Хвойные породы режутся лучше лиственных. Для лиственных пород характерно обугливание поверхности реза. Чем больше толщина — тем темнее поверхность реза. Дерево по-разному режется вдоль и поперек волокон.
Хорошо режется лазером. Для обеспечения плоскостности заготовки должен резаться приклеенным на какое-либо основание.
Хорошо режется лазером при толщине до 10 мм. Цвет торцевой поверхности светло — коричневый. Резка более толстого пенокартона невозможна, так как он начинает гореть.
Картон, ватман, бумага.
Эти материалы хорошо и на большой скорости режутся лазером. Возможны проблемы при обеспечении плоскостности листа заготовки.
Линолеум хорошо и на достаточно большой скорости режется лазером.
Ткань, кожа, шпон.
Хорошо и на большой скорости режутся лазером. Необходима специальная оснастка для размещения на технологическом столе.
Материалы, которые нельзя разрезать на нашем оборудовании.
Поликарбонат, ПВХ, гетинакс, текстолит, стеклотекстолит, сотовый поликарбонат, сотовый полипропилен. Практически не режутся лазером материалы склонные к растрескиванию, например стекло и керамика.

Контакты
044 360-90-52
097 222-50-15
099 168-84-49
г.Киев 04114, ул.Дубровицкая 28
E-mail: info@lazerka.com.ua
Skype: lazerka-kiev
Viber: 097 222-50-15
График работы:
Пн-Пт — 10:00 до 19:00
Сб-Вс — выходной
Посмотреть на карте
Лазерная резка
Лазерная резка — это передовая технология контурного раскроя листовых материалов, основанная на использовании в качестве инструмента обработки сфокусированного лазерного луча регулированной мощности.
По сравнению с традиционными видами резки, лазерная резка обладает рядом преимуществ:
— получение высококачественной поверхности реза любого материала независимо от его теплофизических свойств;
— отсутствие механического воздействия на металл;
— узкий рез, параллельность кромок стенок реза;
— минимальная зона термического влияния.
На нашем предприятии эксплуатируется два лазерных комплекса:
— ЛК-3015-DC025, оснащенный СО2-лазером мощностью 2500 Вт DC025 производства фирмы Rofin, рабочая зона обработки 1500 х 3000 мм;
— Messer Griesheim Ortosec 5200, оснащенный СО2-лазером мощностью 3000 Вт TRIAGON TR 030 производства фирмы Rofin (WB-Laser) с рабочей зоной обработки 3200 х 9000 мм.

Основные технологические возможности вышеперечисленных лазерных комплексов:
— скорость реза до 12 м/мин;
— погрешность позиционирования ± 0,1 мм;
— шероховатость поверхности реза Ra 25 — 6,3.
| Вид материала | Максимальная толщина материала, мм | ||
|---|---|---|---|
| конструкционные, инструментальные углеродистые стали | 20 | ||
| стали коррозионностойкие, жаростойкие, жаропрочные | 6 | ||
| сплавы алюминия | 6 | ||
Возможности лазерной резки, как финишной операции при изготовлении деталей различного класса.



В конструкциях изделий авиационной техники широкое применение находят детали из листовых заготовок целого ряда конструкционных материалов, как металлов так и композитов.
Важнейшим направлением интенсификации производства деталей из листовых материалов является разработка и внедрение новых технологий их изготовления, способствующих повышению как качества и надёжности, так и экономических показателей производства. К таким видам обработки, получившим широкое промышленное внедрение во многих отраслях, относится лазерная технология листового раскроя. Спецификой технологии лазерной резки является наличие в кромках реза зоны, подверженной высоким температурным изменениям.
Данная статья посвящена исследованиям процессов лазерного раскроя целого ряда конструкционных материалов, широко используемых в различных отраслях, изучению возможности использовать лазерную резку в качестве конечной операции (без дополнительной доработки кромок реза) при изготовлении деталей, работающих в различных условиях с точки зрения нагруженности и воздействия окружающих сред.
В данном сообщении обобщаются материалы, полученные при отработке технологии резки с помощью газовых и твердотельных лазеров, мощностью до 2000Вт, имеющих непрерывный и импульсный режимы работы. Длительность лазерных импульсов могла варьироваться от долей до единиц милисекунд, при этом максимальная средняя мощность излучения достигала 550 — 600 Вт. В качестве вспомогательных газов использовались кислород, азот или аргон в зависимости от обрабатываемого материала. Предельная величина давления вспомогательного газа не превышала 1,1 МПа.
Основными параметрами, определяющими процесс лазерной резки являются:
- скорость резки, м / мин . — Vр
- мощность лазерного излучения, Вт — W ,
- давление вспомогательного газа, МП — Р ,
- диаметр сфокусированного пятна, мм – df,
Для импульсного режима к этим параметрам добавляются:
- — частота следования импульсов, Гц – ν,
- — длительность импульсов, мс – Ти,
- — средняя мощность излучения, Вт – Wср.
Изменяя вышеназванные технологические параметры и режимы работы лазера отрабатывались условия, обеспечивающие наилучшее качество резки конструкционных материалов, которое определялось минимальными значениями шероховатости поверхности резки, количества грата, оставшегося на нижней кромке реза и ширины реза. На этих режимах вырезались образцы, которые подвергались различным исследованиям и испытаниям. Для сравнительного анализа аналогичные образцы изготовлялись традиционным фрезерованием с шероховатостью, соответствующей качеству лазерной резки.
В наших исследованиях мы ограничивались толщинами материала, не превышающими 3,0 мм. Данный выбор объясняется тем, что при этих толщинах нам удавалось получить шероховатость поверхности реза, соответствующую чистовому фрезерированию. Исследованию подвергались различные алюминиевые и титановые сплавы, нержавеющие и высокопрочные стали, а также целый ряд полимерных композиционных материалов.
Как показали эксперименты, общей закономерностью при резке металлов является то, что для импульсного режима работы лазера, в сравнении с непрерывным режимом, наилучшее качество резки всегда можно получить для больших толщин, а для одних и тех же толщин одинаковое качество получается при меньших значениях давления вспомогательного газа. Так, например, при резке алюминиевых сплавов в непрерывном режиме получить резы без грата удалось только на толщинах, не превышающих 2,5 мм, давление газа при этом было 1,1 МП. Переход на импульсный режим позволил резать без грата толщины до 4,0 мм, а образцы толщиной 2,5 мм удавалось качественно резать при давлении вспомогательного газа (0,3-0,35) МП. Другой общей закономерностью являлось то, что зависимость глубины резки и соответственно качественные показатели для толщин металлов > 3,5 мм имели всегда оптимальное значение давления вспомогательного газа, после увеличения которого вышеназванные параметры практически не менялись.
Далее рассмотрим более детально основные закономерности резки конкретных конструкционных материалов.
Лазерной резке подвергались следующие алюминиевые сплавы: дуралюминий D 16 (Си — Мg — Мn), сплавы повышенной прочности В 95 ( А1 — Сu — Мg — Мn – Zn),свариваемые литиевые сплавы 1420 ( А1 — Мg — Li — Zn ) ,АМГ (Al-Mg-Ti).
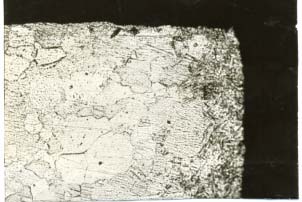
Некоторые зависимости параметров качества от параметров технологического процесса представлены на рис.1. Металлографические и фрактографические исследования показали, что рельеф поверхности реза и толщина разрезаемого металла мало зависят от марки сплава и определяются в основном режимами резки. Высокие значения температур нагрева металла в зоне обработки приводят к существенным изменениям структуры металла зоны термического влияния (рис. 2). За поверхностью реза следует литая зона, за ней зона рекристаллизации, которая характеризуется пережогом по границам зерен, что приводит к образованию отдельных продольных и поперечных трещин при резке алюминиевых сплавов с кислородом.
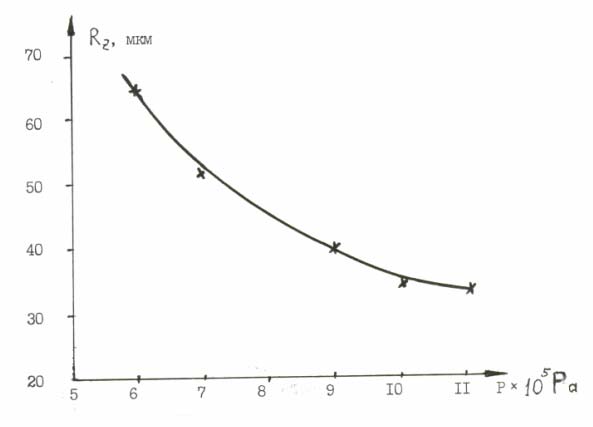
Рис. 1а. Зависимость шероховатости поверхности реза для алюминиевого сплава D16 от давления кислорода. W=800W, Vp=1.87 m/min, d=1.2 mm.
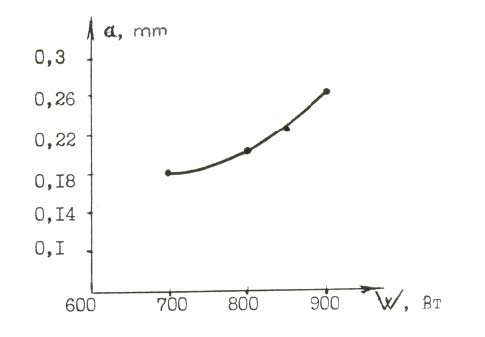
Рис. 1б. Зависимость ширины реза для алюминиевого сплава D16 от мощности лазерного излучения. D=1.2 mm, Vp=1.87 m/min, PNz=1.1 Mpa.
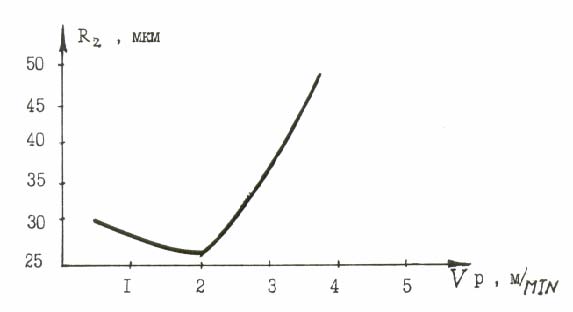
Рис. 1с. Зависимость шероховатости поверхности реза для алюминиевого сплава D16от скорости резки. W=650W,d=1.2 mm, PO2=1.1 Mpa.
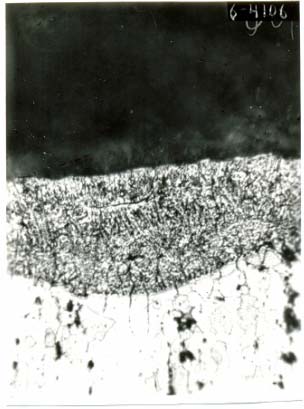
Рис. 2. Микроструктура металла в зоне лазерной резки алюминиевого сплава D16.
Общая глубина проникновения трещин в металл не превышает 0,3 мм для сплавов толщиной 3,0 мм (рис. 3). У сплавов меньшей толщины глубина опасной зоны уменьшается, так для толщин образцов 1,5 мм она не превышает 0,1 мм. При резке алюминиевых сплавов с азотом качество поверхности кромок реза улучшается, трещины отсутствуют, глубина зоны термического влияния уменьшается.

Рис. 3. Наличие трещин на поверхности реза алюминиевого сплава при лазерной резке с кислородом.
Исследования распределения легирующих примесей в зоне термического влияния у поверхности реза показали, что не наблюдается их выгорание или ликвации (рис. 4).
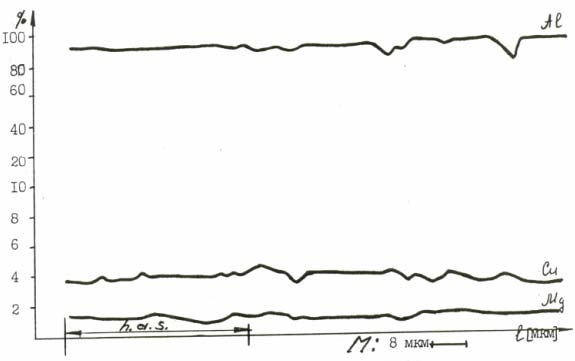
Рис. 4. Распределение легирующих элементов в зоне лазерной резки алюминиевого сплава D16.
Испытания образцов из алюминиевых сплавов после лазерной резки на малоцикловую усталость показали, что их долговечность снижается в сравнении с образцами изготовленными фрезерованием. Причём, для образцов, вырезанных с кислородом, источником снижения прочности служат микротрещины, образующиеся на поверхности реза. При резке с азотом малоцикловая усталость возрастает, однако она меньше чем для образцов, изготовленных фрезерованием.
Исследования коррозионных свойств образцов, вырезанных лазером и изготовленных фрезерованием, показали, что уровень их коррозионной стойкости практически одинаковый.
На основании вышеизложенного можно сделать вывод, что использование для изготовления ресурсных деталей, испытывающих знакопеременные нагрузки, лазерной резки требует последующей механической доработки кромок резки на глубину зоны термического влияния.
Аналогичные вышеописанным исследования были проведены и для титановых сплавов. Лазерной резке подвергались сплавы классов α, α+β, β. Чтобы избежать образования на поверхности реза газонасыщенного альфированного слоя в качестве вспомогательного газа при резке титановых сплавов использовался аргон.
Влияние основных технологических параметров лазерной резки на качество поверхности резки, как и в предыдущем случае, практически не зависит от марки сплава и определяются в основном толщинами обрабатываемого материала. То же самое относится и к закономерностям формирования зон термического влияния. В верхней части практически отсутствует зона литого металла. В средней и нижней частях поверхности реза она присутствует, увеличивается к нижней кромке (рис. 5).За зоной литого металла следует зона с укрупнённым зерном. Статистический анализ зон реза на образцах показал, что для образцов толщиной 2,5 — 3,0 мм максимальная зона изменённой структуры (у нижней кромки поверхности реза) не превышал 0,35 мм для резки в непрерывном режиме работы лазера и 0,25 — 0,27 мм для резки в импульсном режиме. У верхней кромки поверхности реза эта величина в 3 — 4 раза меньше.
5а. Верхняя часть реза.
5б. Средняя часть реза.

5с. У нижней кромки реза.
Рис. 5. Микроструктура металла в зоне лазерной резки титанового сплава.
Замеры микротвёрдости по глубине реза в зонах термического влияния показали, что она практически не отличается от значений для основного металла. Это свидетельствует о том, что для исследуемых толщин газонасыщение в поверхностном слое не наблюдается.
Проведённые дополнительные исследования для образцов титановых сплавов > 3,0 мм показали, что у нижней кромки поверхности реза значение микротвердости несколько возрастает. Это можно объяснить невозможностью в узкой щели реза защитить расплавленный металл у нижней кромки от насыщения газами из окружающей среды. Спектральные исследования этих зон подтвердили наличие в металле поверхности кислорода и азота.
Микрорентгеноспектральный анализ образцов показал, что лазерная резка не изменяет концентрацию легирующих элементов в поверхностном слое реза в сравнении с основным металлом.
Механические испытания образцов толщинами до 3,0 мм показали, что лазерная резка не изменяет показатели малоцикловой усталости в сравнении с контрольными образцами, полученными фрезерованием. При толщине образцов больше 3,0 мм наблюдалось снижение механической прочности.
Исследования поверхности излома показал, что очаг разрушения находится со стороны нижней кромки поверхности реза там, где обнаружен альфированный слой. На основании проведённых исследований можно сделать вывод, что лазерная резка не изменяет эксплуатационных свойств деталей, изготовленных из титановых сплавов толщинами меньше 3,0 мм.
В качестве конструкционных сталей для исследований были выбраны высокопрочная мартенситностареющая сталь (ВНС-2), нержавеющая сталь (12Х18Н10Т), высокопрочная сталь ЗОХГСА и углеродистые стали Ст20 и Ст3. При лазерной резке этих сталей применялся кислород и азот. На образцах, где в качестве вспомогательного газа использовался кислород, поверхность реза окислена, а сама окисная плёнка покрыта мелкими трещинами. Наибольшая её толщина наблюдалась для стали 12 Х18Н10Т. При использовании азота окисной пленки на поверхности реза нет.
Измерение микротвёрдости в зоне резки вышеназванных сталей показало, что наибольшему влиянию от воздействия лазерного луча подвергалась кромка реза на глубину зоны термического влияния у стали ЗОХГСА. Сталь 12Х18Н10Т упрочняется очень локально и незначительно, а микротвёрдость стали ВНС-2 не изменяется (рис 6).
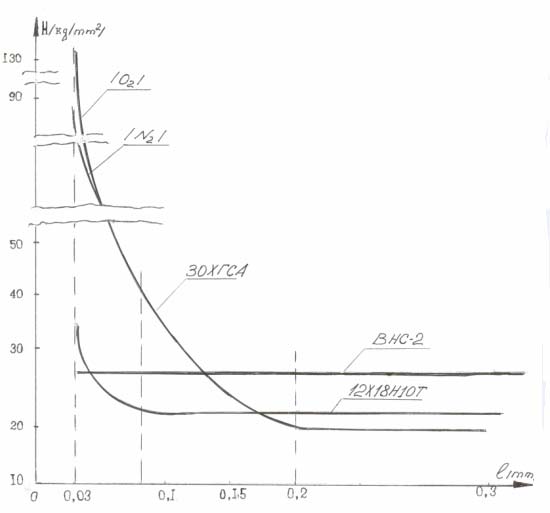
Рис. 6. Значение микротвёрдости металла в зоне лазерной резки для сталей 30ХГСА, ВНС-2 и 12Х18Н10Т.
Исследования механической прочности образцов после лазерной резки подтвердили влияние кислорода на качество резки стали 12Х18Н10Т. Так долговечность этих образцов снижалась в 2-3 раза в сравнении с резкой в азоте . В то же время на долговечность образцов из стали ВНС -2 состав вспомогательного газа влияние не оказывал, аналогичный результат наблюдался и для образцов стали Ст20 и Ст3.
Сравнительные испытания образцов из этой стали, изготовленных фрезерованием, показал, что их усталость соответствует образцам после лазерной резки с соответствующей чистотой поверхности. Для стали 12Х18Н10Т это соответствие наблюдалось при лазерной резке с использованием азота.
В последние годы всё более широкое применение в качестве конструкционных материалов находят полимерные композиционные материалы. Применение ПКМ для авиационной техники нового поколения стало одним из основных средств снижения массы конструкций и повышение их технических характеристик.
Рост применения деталей из ПКМ диктует необходимость создания эффективных методов их размерной обработки.
Для метода механической обработки, в основном применяемого при размерной обработке деталей из ПКМ, характерна низкая производительность и большой объём ручного труда при финишной доработке. Значительное абразивное действие наполнителя ПКМ на режущие кромки приводят к интенсивному износу дорогостоящего инструмента. При использовании для размерной обработки алмазного инструмента происходит его быстрое засаливание. Сравнительная малая прочность соединения слоистого наполнителя со связующим приводит к расслаиванию пластика под действием сил резания. При механической обработке деталей из ПКМ остро стоит вопрос защиты персонала и окружающей среды от воздействия образующейся при резке пылевидной стружки чрезвычайно вредной для здоровья.
Кроме того, используемое для механообработки оборудование является барьером на пути широкого внедрения ИПИ – технологий, так как низкий уровень его автоматизации не обеспечивает прямого восприятия цифровых моделей изделий, созданных конструктором в СAD – среде.
В наших экспериментах лазерной резке подвергались стеклопластики, органопластики, углепластики толщинами до 4,0 мм.
Исследования качества поверхности после лазерной резки показало, что рельеф поверхности состоит из чередующихся бороздок, поверхность покрыта обугленной коркой, в некоторых местах наблюдалось расслоение волокон.
После очистки кромки от обугленного слоя поверхность имеет первоначальное состояние. Толщина повреждённого слоя для образцов составила: (0,3-0,6) мм для стеклопластиков в направлении волокон; (0,3-0,5) мм для органопластиков; (0,2 -0,3) мм для углепластиков (рис 7).

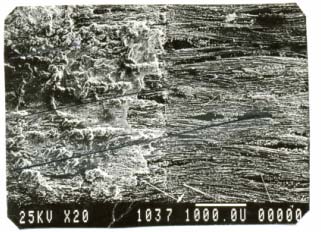
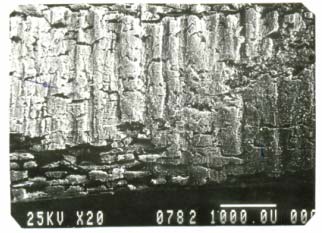
Рис. 7. Структура полимерного композиционного материала в зоне лазерной резки.
Механические испытания образцов ПКМ после лазерной резки показали, что: статическая прочность практически не снижается по сравнению с показателями контрольных образцов. Выносливость углепластиков к знакопеременным нагрузкам снижается в два раза. Для образцов из стеклопластиков и органопластиков после лазерной резки долговечность при знакопеременном нагружении одинакова с контрольными образцами после механообработки.
Т. е. без механической доработки кромок лазерный раскрой можно использовать для изготовления ресурсных деталей из органо и стеклопластиков.
Обобщая вышесказанное можно утверждать о перспективности использования лазерной размерной обработки для целого ряда конструкционных материалов при изготовлении из них ресурсных деталей для различных отраслей промышленности, в том числе авиационной.
1. В.В. Блинков. Анализ моделей лазерной резки металлов в среде неактивного газа. Труды Института теоретической и прикладной механики СО РАН, том 7 (24), № 2, стр. 133 — 150,1999 г.
2. В.В. Блинков, Е. Юрчакевич и др. Исследование процесса резки нержавеющей стали и титанового сплава одномодовым СО2 лазером. Материалы совещания « Лазерные технологические установки и перспектива их применения в авиационной промышленности. Выпуск 3, стр. 28 — 35, Москва, 1995 г.
3. В.В. Блинков. Автоматизированное промышленное оборудование для лазерной резки. International Conference on information Technology for Advanced (Manufacturing Systems / ITAM ’01) Nonjing, China, September, 2001г. .
4. В.В. Блинков. А. Макашов и др. Моделирование процесса лазерной резки металлов с неактивным вспомогательным газом. Труды Международной Conference on Industrial Laser and Laser Application, Russia, June 1995 ,р. 250 — 255 .
- Лазерная резка
- Плазменная резка
- Примеры лазерной резки
- Лазерная гравировка
- Лазерное оборудование
- Научные и познавательные статьи
- Возможности лазерной резки, как финишной операции при изготовлении деталей различного класса.
Copyright ©ООО «Лазер-Плюс»-Профессиональная лазерная резка в Москве
г.Москва, ул. Шарикоподшипниковская, д.4 корп.4; Тел.: (495) 755-42-81, (495) 981-01-23, (495) 974-06-79; Email: zakaz@laserplus.ru
Часы работы: Пн-Пт 09.00-18.00
Влияние параметров лазерной резки на качество поверхности реза стальных листов Текст научной статьи по специальности «Химические технологии»
ЛАЗЕРНАЯ РЕЗКА / МОЩНОСТЬ ИЗЛУЧЕНИЯ / СКОРОСТЬ РЕЗКИ / ДАВЛЕНИЕ ВСПОМОГАТЕЛЬНОГО ГАЗА / ФОКУСНОЕ РАССТОЯНИЕ / ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ / СТАЛЬНЫЕ ЛИСТЫ / LASER CUTTING / EMISSION POWER / CUTTING SPEED / THE PRESSURE OF THE AUXILIARY GAS / FOCAL LENGTH / SURFACE ROUGHNESS / STEEL SHEETS
Аннотация научной статьи по химическим технологиям, автор научной работы — Минаев Игорь Васильевич, Сергеев Николай Николаевич, Тихонова Ирина Васильевна, Гвоздев Александр Евгеньевич, Хонелидзе Давид Мамукович
Разработана математическая модель, адекватно описывающая влияние параметров ЛР на шероховатость поверхности реза при отсутствии грата, и проведена оптимизация режимов ЛР с помощью методов теории принятия решений. Показано, что шероховатость уменьшается при увеличении скорости и уменьшении фокусного расстояния до металла. Повышение мощности излучения , давления газа и толщины листа также влияют на шероховатости. Получена номограмма, позволяющая назначать режимы ЛР для получения минимальной шероховатости на листах разной толщины стали марки Ст. 3.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по химическим технологиям , автор научной работы — Минаев Игорь Васильевич, Сергеев Николай Николаевич, Тихонова Ирина Васильевна, Гвоздев Александр Евгеньевич, Хонелидзе Давид Мамукович
Влияние механической обработки на механические и усталостные свойства листов из алюминий-литиевых сплавов 1441 и В-1481
Технология струйной гидроабразивной очистки от коррозии стальных листов, предназначенных под лазерную резку
Разработка технологий газолазерной резки в струе кислорода и азота для производства изделий авиаи ракетостроения
Технология реверсивно-струйной очистки стальных листов от коррозии перед лазерной резкой
Опыт промышленного применения лазерных технологических комплексов на базе волоконных генераторов
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.INFLUENCE OF PARAMETERS OF LASER CUTTING BURR SURFACE CUTTING OF STEEL PLATES
A mathematical model that adequately describes the effect of LC parameters on the surface roughness of the cut with no burrs is worked out, and the optimization mode LC using the methods of decision theory is given. It is shown that the surface roughness decreases with increasing speed and focal length decreases. Increasing the radiation power of the gas pressure and the thickness of the sheet has a negative impact on the roughness.The nomogram, allowing LC to assign modes for minimum roughness on sheets of different thickness steel St. 3 is received.
Текст научной работы на тему «Влияние параметров лазерной резки на качество поверхности реза стальных листов»
This paper presents the methodology and results of studies of mineral motor to establish the basic operating parameters of quality lubricants that will simplify their choices and improve the system of classification.
Key words: lubricant, lubricant performance indicators of quality lubricants, destruction, temperature resistance.
Petrov Oleg Nikolaevich, Senior Teacher, petrov_oleq@mail.ru, Russia, Krasnoyarsk, Siberian Federal University, Institute of Oil and Gas,
Shram Vyacheslav Gennadevich, Senior Teacher, Shram18rus@mail.ru, Russia, Krasnoyarsk, Siberian Federal University, Institute of Oil and Gas,
Kowalski Boleslav Ivanovich, doctor of technical sciences, Labsm@mail.ru, Russia, Krasnoyarsk, Siberian Federal University, Institute of Oil and Gas
ВЛИЯНИЕ ПАРАМЕТРОВ ЛАЗЕРНОЙ РЕЗКИ НА КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА СТАЛЬНЫХ ЛИСТОВ
И.В. Минаев, Н.Н. Сергеев, И.В. Тихонова, А.Е. Гвоздев,
Д.М. Хонелидзе, И.В. Голышев
Разработана математическая модель, адекватно описывающая влияние параметров ЛР на шероховатость поверхности реза при отсутствии грата, и проведена оптимизация режимов ЛР с помощью методов теории принятия решений. Показано, что шероховатость уменьшается при увеличении скорости и уменьшении фокусного расстояния до металла. Повышение мощности излучения, давления газа и толщины листа также влияют на шероховатости. Получена номограмма, позволяющая назначать режимы ЛР для получения минимальной шероховатости на листах разной толщины стали марки Ст. 3.
Ключевые слова: лазерная резка, мощность излучения, скорость резки, давление вспомогательного газа, фокусное расстояние, шероховатость поверхности, стальные листы.
К числу перспективных процессов разделения материалов следует отнести лазерную резку (ЛР) металлов, основанную на процессах нагрева, плавления, испарения, химических реакциях горения и удаления расплава из зоны резки.
ЛР стальных листов по сложному контуру является наиболее распространенным технологическим процессом лазерной обработки в промышленности. Ее применяют для вырезки таких деталей, как прокладки, кронштейны, панели, приборные щитки, двери, декоративные решетки,
дисковые пилы. Весьма эффективным оказалось применение лазерной резки фигурных изделий на стадии освоения новой продукции, так как из-за использования лазерного оборудования значительно сокращаются сроки освоения изделий. В этих условиях лазерная резка экономичнее резки водяной струей и эрозионной проволокой.
Основными направлениями развития ЛР являются повышение её эффективности (скорости резки, толщины разрезаемых листов Н) и достижение высоких показателей качества реза — низкой шероховатости поверхности реза, прямых стенок реза, отсутствия грата (застывших капель расплава на нижней кромки реза), малой зоны термического влияния. Полная и взаимосвязанная физическая картина образования лазерного реза к настоящему времени не создана [1]. Не разработаны надёжные методы прогнозирования результатов резки, оптимального выбора исходных параметров (мощности излучения ‘, скорости резки V, давления газа Р, фокусного расстояния Б) при различной толщине разрезаемых листов. Связано это, прежде всего, с многообразием и сложным взаимодействием протекающих при лазерной резке физических процессов.
В связи с вышеуказанным актуальным представляется поиск оптимальных условий для получения качественной поверхности реза. Целью настоящей работы явились разработка математической модели, адекватно описывающей влияние параметров ЛР на шероховатость поверхности реза при отсутствии грата и оптимизация режимов ЛР с помощью методов теории принятия решений.
Раскрой стальных листов волоконным лазером производили с помощью комплекса,снабженного оптической головкой ЭИП1119 производства НТО “ИРЭ-Полюс”
Оптическая головка осуществляет принудительный обдув защитного стекла. Для обеспечения оптимальных режимов резки головка имеет две регулировки:
— продольную для изменения положения фокуса относительно сопла;
— поперечную для юстировки поперечного положения сопловой части относительно оси лазерного луча.
Оптическая головка ЭИП1119 позволяет регулировать такие параметры ЛР, как мощность излучения ‘ < 3000 Вт, давление газа Р < 2 МПа, фокусное расстояние 293 < Б < 307 мм.
Объектом исследования явились листы из углеродистой стали марки Ст.3 (ГОСТ 380-2005). Соосно с лазерным пучком в зону резки подавалась струя технологического газа (кислород). Комплексная методика исследования образцов после реза включает в себя:
— макрофрактографический анализ для определения наличия и количества грата и ширины зон лазерного воздействия и выдувания газом на
поверхности канала реза. Для этого использовали стереоскопический микроскоп, цифровой фотоаппарат и штангенциркуль;
— измерение шероховатости канала реза с целью определения качественной характеристики лазерной резки на портативном измерителе шероховатости ТЯ220. За параметр шероховатости приняли Яг — высоту неровностей профиля по десяти точкам [2];
— измерения шероховатости на квадратных образцах с отверстием по центру. Далее из всех полученных значений рассчитывали среднее арифметическое для каждого образца.
Результаты и их обсуждения
Исследовали образцы из стали марки Ст.3 толщиной 6, 10, 14 мм. Параметры ЛР варьировали в пределах ‘ = 1200. 1900 Вт, V = 700. 1600 мм/мин, Р = 0,02.0,05 МПа, Б = 295.305 мм.
В каждом эксперименте на листе разной толщины меняли параметры ЛР таким образом, чтобы разрезать лист без получения гратов. Отсутствие гратов подтверждено макрофрактографическим анализом.
После измерения шероховатости на всех образцах с помощью пакета прикладных программ Statgraphics CenturionXV получали математические модели, описывающие влияние Н и параметров ЛР на шероховатость поверхности реза, а также взаимосвязь толщины листа и параметров ЛР.
Взаимосвязь толщины листа, которую можно разрезать без присутствия грата, с параметрами ЛР описывает следующая зависимость (в мм):
Н = 0,004 • Ш — 0,005 • V — 3,235 • Р + 0,034 • (1)
Уравнение (1) обладает удовлетворительной прогнозирующей способностью и использовано для последующего анализа. На рис. 1 и 2 представлены области значений толщин листов, которые можно разрезать с отсутствием гратов, для разных комбинаций параметров ЛР.
Комплекс полученных данных свидетельствует о том, что взаимосвязь шероховатости поверхности реза с толщиной и параметрами ЛР может быть адекватно описана следующей моделью (в мкм):
= 37,10 • 10“3(^ • Р) + 8,01 • 10“7(Я • F3 • У~°,3). (2)
На рис. 3 представлены области значений шероховатости поверхности реза, которую можно получить на листах разной толщины при различных комбинациях параметров ЛР.
Полученные результаты позволяют установить направления изменения основных параметров ЛР для разрезания листов различной толщины без получения гратов:
— уменьшение фокусного расстояния уменьшает возможную толщину разрезаемого листа, возможную скорость резки, возможное давление газа и увеличивает необходимую мощность для резки листа заданной толщины;
— уменьшение давления газа увеличивает возможную скорость рез-
ки, возможную толщину разрезаемого листа, но уменьшает фокусное расстояние для заданной толщины и позволяет уменьшить требуемую мощность для резки листа заданной толщины;
— увеличение скорости резки увеличивает требуемую мощность для резки листа определенной толщины, диапазон возможного фокусного расстояния, но уменьшает диапазон возможного давления газа для резки листа заданной толщины,минимизируя ее;
— увеличение мощности увеличивает толщину разрезаемого листа, возможную скорость резки, диапазон возможного давления газа, но уменьшает диапазон возможного фокусного расстояния для получения листа заданной толщины.
1900 1800 1700 н 1600
Рис. 1. Влияние Г и Г на толщину разрезаемого листа: а -¥=1200мм/мин, Р=0,02 МПа; б-¥=1200 мм/мин, Р=0,03 МПа; в -¥=1200мм/мин, Р=0,04 МПа; г -¥=1200мм/мин, Р=0,05 МПа;
(Н: 1-7. 8мм; 2-8. 9мм; 3-9. 10мм;
4-10. 11 мм; 5-11. 12 мм)
Выполненный анализ показал следующее:
— чем больше толщина листа, тем больше шероховатость при сопоставимых режимахЛР;
— увеличение скорости уменьшает шероховатость и увеличивает диапазон мощности и давления с целью получения реза с минимальной шероховатостью;
— увеличение давления увеличивает шероховатость; уменьшает требуемую мощность и увеличивает требуемую скорость для заданного зна-
Р» мм р, мм р. мм Р, мм
— увеличение фокусного расстояния увеличивает шероховатость, но уменьшает требуемую мощность и увеличивает требуемую скорость для получения заданного значения шероховатости в меньшей степени, чем давление;
— увеличение мощности увеличивает шероховатость, уменьшая требуемое давление для заданного значения шероховатости.
Рис. 2. Влияние V и Р на толщину разрезаемого листа: а -¥=300 мм^=1200 Вт; б -¥=300 мм^=1550 Вт;
в -¥=300 мм^=1900 Вт;
(Н: 1-6. 7мм; 2-7. 8мм; 3-8. 9мм; 4-9. 10мм; 5-10. 11 мм; 6 -11. 12 мм; 7-12. 13 мм; 8-13. 14 мм)
Разработанные модели (1) и (2) использованы для оптимизации режимов ЛР с целью получения качественной поверхности реза на листах стали марки Ст.3 разной толщины. Оптимизацию проводили симплекс-методом при следующихдопущениях. Уравнение (2) представляли в виде целевой функции (при этом решали задачу минимизации шероховатости), уравнение (1) — в виде ограничения.
I111 Ч111 Ч111 Ч111 Ч111 Ч» «I » «I » «I
1111111 ■ ■ ■ ■ I ■ ■ ■ ■ I ■ ■ ■ ■ 11 ■ I ■ 11 ■ ■ ■ I
111 » 11 м Ч 1 » Ч » м 1111 Ч111 Ч 111 Ч 111 Ч I ПТ
Рис. 3. Влияние Н и Г на шероховатость реза: а — ¥=1200 мм/мин, Г=300 мм, Р=0,02 МПа; б — ¥=1200 мм/мин, Г=300 мм, Р=0,03 МПа; в — ¥=1200 мм/мин, Г=300 мм, Р=0,04 МПа; г — ¥=1200мм/мин, Г=300мм,Р=0,05 МПа (Яг: 1-20.40 мкм; 2-40.60 мкм; 3-60.80 мкм)
Рис. 4. Минимальная шероховатость для листов разной толщины (точки на кривой — номер режима ЛР)
Параметры ЛР для получения минимальной шероховатости на листах заданной толщины
Номер режима ЛР Н, мм Яг, мкм W, Вт V, мм/мин Р, МПа Р, мм
1 6 23,41 1200 1600 0,02 302
2 7 25,89 1300 1450 0,02 295
3 8 29,01 1300 1265 0,02 295
4 9 32,70 1400 1150 0,02 295
5 10 36,42 1400 1000 0,02 295
6 11 41,77 1450 850 0,02 297
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
7 12 47,39 1600 700 0,02 295
8 13 50,51 1750 700 0,02 295
9 14 58,79 1900 700 0,02 305
Граничные условия при оптимизации включали диапазоны варьирования параметров ЛР. Задачу решали многократно, меняя значения толщины листа в ограничении. Каждой конкретной постановке задачи оптимизации соответствовала комбинация параметров ЛР, которая на листе заданной толщины позволяет получать минимальную шероховатость поверхности реза с отсутствием грата. Минимальные значения шероховатости, которые можно достичь на листах разной толщины, приведены на рис. 4. Точки на графике обозначают номер режима ЛР, параметры которых приведены в таблице.
Разработаны статистические модели, адекватно описывающие влияние параметров ЛР на толщину листов, которую можно разрезать без образования гратов, и на шероховатость поверхности реза.
Показано, что шероховатость уменьшается при увеличении скорости и уменьшении фокусного расстояния. Повышение мощности излучения, давления газа и толщины листа негативно сказывается на шероховатости.
Проведена оптимизация разработанных моделей, позволившая установить режимы ЛР для получения минимальной шероховатости на листах заданной толщины.
В условиях отсутствия физической модели образования реза использование разработанных статистических моделей для оптимизации позволяет выбирать рациональные режимы ЛР, обеспечивающие получение качественной поверхности реза (с минимальной шероховатостью и отсутствием грата).
1. Голубев В.С. Механизмы удаления расплава при лазерной резке материалов // Глубокое каналирование и филаментация мощного лазерного излучения в вещество / под ред. В.Я. Панченко. М.: Интерконтакт-наука, 2009. С. 102-143.
2. Крагельский И.В. Характеристики микрогеометрии, определяющие контактное взаимодействие шероховатых поверхностей. М.: НИМАШ, 1973, 32 с.
Минаев Игорь Васильевич, ст. науч. сотр., nyftelar@yandex.ru, Россия, Тула, Тульский государственный педагогический университет им. Л.Н. Толстого,
Сергеев Николай Николаевич, д-р техн. наук, проф., technology@tspu.tula.ru, Россия, Тула, Тульский государственный педагогический университет им. Л. Н. Толстого,
Тихонова Ирина Васильевна, канд.техн. наук, доц., TichonovaIV@mail.ru, Россия, Тула, Тульский государственный университет,
Гвоздев Александр Евгеньевич, д-р техн. наук, проф.,
gwozdew.alexandr2013@yandex.ru, Россия, Тула, Тульский государственный педагогический университет им. Л.Н. Толстого
Хонелидзе Давид Мамукович, студент, dato12122@rambler.ru, Россия, Тула, Тульский государственный университет,
Голышев Иван Владимирович, ст. науч. сотр., Ivan.golyshev@,gmail.com, Россия, Тула, Тульский государственный педагогический университет им. Л.Н. Толстого
INFLUENCE OF PARAMETERS OF LASER CUTTING BURR SURFACE CUTTING OF
I.V. Minaev, N.N. Sergeev, I.V. Tikhonova, A.E. Gvozdev,
D.M. Khonelidze, I.V. Golishev
A mathematical model that adequately describes the effect of LC parameters on the surface roughness of the cut with no burrs is worked out, and the optimization mode LC using the methods of decision theory is given. It is shown that the surface roughness decreases with increasing speed and focal length decreases. Increasing the radiation power of the gas pressure and the thickness of the sheet has a negative impact on the roughness.The nomogram, allowing LC to assign modes for minimum roughness on sheets of different thickness steel St. 3 is received.
Key words: laser cutting, emission power, cutting speed, the pressure of the auxiliary gas, focal length, surface roughness, steel sheets.
Minaev Igor Vasilievich, senior researcher, npftelar@yandex.ru, Russia, Tula, Tula State Lev Tolstoy Pedagogical University,
Sergeev Nikolay Nikolaevich, doctor of technical science, professor, technolo-gy@tspu.tula.ru, Russia, Tula, Tula State Lev Tolstoy Pedagogical University,
Tikhonova Irina Vasilievna, candidate of technical sciences, docent, Tichono-vaIV@mail.ru, Russia, Tula, Tula State University,
Gvozdev Alexandr Evgenievich, doctor of technical sciences, professor, gwoz-dew.alexandr2013@yandex.ru, Russia, Tula, Tula State Lev Tolstoy Pedagogical University,
Khonelidze David Mamukovich, student, dato12122@rambler.ru, Russia, Tula, Tula State University,
Golyshev Ivan Vladimirovich, senior researcher, Ivan.golyshev@gmail. com, Russia, Tula, Tula State Lev Tolstoy Pedagogical University
МЕТОД КОНТРОЛЯ ВЛИЯНИЯ ТЕМПЕРАТУРЫ НА ПРОЦЕССЫ ОКИСЛЕНИЯ МИНЕРАЛЬНЫХ МОТОРНЫХ МАСЕЛ
Б.И. Ковальский, Е.Г. Кравцова, Ю.Н. Безбородов, М.С. Лысая
Представлены экспериментальные данные по влиянию температуры на процессы окисления минеральных моторных масел. Установлено, что при окислении образуются два вида продуктов, различающихся оптическими свойствами. Предложен критерий термоокислительной стабильности, учитывающий количество поглощенной тепловой энергии продуктами окисления и испарения. Установлена экспоненциальная зависимость скорости окисления и ресурса от температуры.
Ключевые слова: коэффициент поглощения светового потока, термоокислительная стабильность, испаряемость, скорость процесса окисления, потенциальный ресурс, продукты окисления.
При эксплуатации машин и агрегатов смазочные материалы подвергаются внешним воздействиям, под влиянием которых происходит изменение физико-химических свойств, которые можно разделить на четыре группы [1].
1. Изменения физического характера — испарение компонентов масла, накопление продуктов изнашивания, растворение газов, воды и эластомеров, изменение концентрации присадок.
2. Изменения химического характера — окисление углеводородов базового масла, реакции гидролиза базового масла и присадок вследствие присутствия воды и водных растворов, реакции ацидолиза при наличии карбоновых кислот, реакции присадок с металлами.
3. Изменения механического характера, связанные с процессами