Измерить внутренний радиус на детали

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
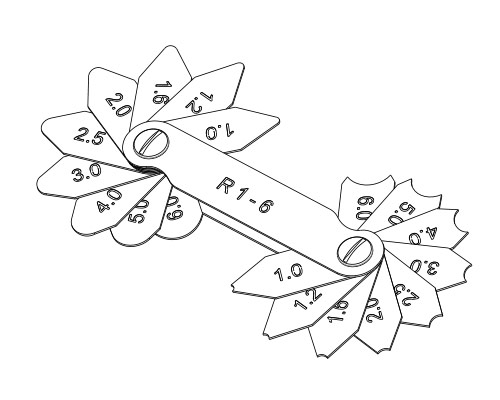
Радиусомер шаблонный
Радиус закруглений и галтелей измеряется с помощью радиусомера, представляющего собой набор шаблонов в виде пластин. С обоймой все шаблоны соединены с помощью шарниров. Это точный, надежный и простой в использовании инструмент, позволяющий быстро произвести все необходимые замеры.
При измерении радиуса закруглений детали нужно приложить к ее поверхности шаблон радиусомера и просмотреть на просвет место, в котором они между собой соприкасаются. На шаблоне указано число, определяющее величину радиуса закругления детали, при котором отсутствует зазор между поверхностью детали и шаблоном.
Повышение прочности деталей
Для того, чтобы в значительной мере повысить усталостную прочность поверхности нужно увеличить плавность переходов, между ступенчатыми поверхностями деталей, применив для этой цели галтели.
Повышение усталостной прочности достигается также при помощи поверхностной термической обработки деталей, улучшения качества обработки деталей и упрочнения различных поверхностей пластическим деформированием.
По своей форме галтели – это скругления как внешних, так и внутренних деталей машин, помогающие значительно облегчить процесс изготовления деталей ковкой, литьем и штамповкой. Их можно увидеть в различных механизмах и узлах. Скругления повышают также прочность характеристик валов и осей в местах, где осуществляется переход от одного диаметра к другому.
Обтекаемые формы галтелей сокращают концентрацию напряжения в поверхностях деталей, делают их более прочными, надежными и долговечными. Поэтому на производстве скругления – это оптимальный элемент, повышающий усталостную прочность поверхностей.
Обтачивание скруглений
Обтачивание галтелей или скруглений различных деталей выполняется с помощью токарной обработки при помощи вращения детали. Это одна из древних механизированных операций по обработке различных деталей. Используется токарный станок и резец.
Внутреннее и наружное резание выполняется резцом во время вращения поверхностей. Качество обработки зависит от резца, металла из которого сделана обрабатываемая деталь и самого токарного станка. Вращением обрабатываемой детали могут быть обработаны фасонные поверхности многих тел, т. е. применяются те же способы, что и при обработке конических и цилиндрических поверхностей.
Для обтачивания скруглений применяются проходные резцы с закруглениями с соответствующим радиусом, используя поперечную или продольную подачу. Все замеры в процессе токарной обработки и окончательные формы детали измеряются и контролируются измерительным инструментом и в частности с помощью радиусомера.
Конструирование отливок
Конструирование отливок на производстве предусматривает максимальное снижение их массы и упрощение конструкции. Механическая обработка сводится к минимуму. Технологии литья влияют на формообразование отливок.
Выбор формообразования рациональных элементов отливок (переходов, сопряжений, ребер жесткости, скруглений и т. д.), в первую очередь, диктуется желанием получить достаточно жесткую и качественную отливку. Это касается всех известных сегодня методов формообразования.
Для получения удобной в работе отливки конструктору необходимо особое внимание уделять надлежащей литейной форме и правильности оформления переходов.
Качественные литейные формы, в которых учитывается технологический уклон, радиус скругления, жесткость ребер и т. д., можно получить, соединив возможности станков с числовым программным управлением и автоматизированного проектирования.
А как точно измерить внешний радиус сегмента?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как измерить радиус детали
спирального окулярного микрометра
Внутри литого металлического корпуса прибора 1 (рисунок 3) находится измерительный стержень 2 со стеклянной миллиметровой шкалой длиной 30 мм. Под действием противовеса стержень поднимается в верх и своим сферическим наконечником 3 соприкасается с поверхностью контролируемой детали 4. Для опускания измерительного стержня вниз служит арретир 6. Отсчет по шкале производится при помощи микроскопа со спиральным окуляр-микрометром 7 с ценой деления 0,001 мм. Шкала освещается лампочкой с рабочим напряжением 3,5 В, помещенной в патрон 11 и включаемой в сеть через трансформатор. Сферометр снабжается набором из семи сменных колец 5 с диаметрами 15, 21, 30, 42, 60, 85 и 120 мм, опорами в которых являются три шарика радиусом r (таблица 1).
Рисунок 3 – Устройство кольцевого сферометра ИЗС-7
Измерения на сферометрах проводят следующим образом. Из набора колец выбирают одно, диаметр которого на 5 – 10 мм меньше диаметра контролируемой линзы и устанавливают его на верхнюю полированную площадку корпуса сферометра. Поверхности контактных шариков, контролируемой детали и плоской стеклянной пластинки должны быть тщательно очищены от пыли. На шарики кольца последовательно кладут сначала плоскую пластину, а затем деталь контролируемой поверхностью вниз. Освобождают арретир и дают измерительному стержню возможность прийти в контакт с поверхностью пластины (а затем детали), и снимают отсчет по окуляр-микрометру. Измерения повторяют пять раз для каждой поверхности, подсчитывая среднее арифметическое значение. Разность отсчетов h п (для пластины) и h л (для линзы) дает значение стрелки прогиба h , используемое в формулах (2), (3) и (4)
Таблица 1 – Конструктивные параметры опорных колец сферометра.