Как осуществляется сварка нержавейки и черного металла
Сварка материалов, схожих по своим физико-химическим свойствам, обычно не вызывает затруднений. Даже для «капризных» металлов, обладающих низкой свариваемостью, разработаны определенные алгоритмы, позволяющие получить качественное соединение. Но когда речь идет о работе с разнородными металлами, возникает ряд серьезных проблем. Все эти проблемы сводятся к необходимости подбора правильного режима сварки, технологии работ и расходных материалов.
Ярким примером проблемного вопроса является сварка нержавейки с черным металлом. Несмотря на то, что оба материала представляют собой сталь, их технические свойства существенно различаются.

Чтобы реализовать качественный процесс сварки, необходимо знать, как именно подобрать оптимальные параметры. Парадокс заключается в том, что сварной шов, как известно, обладает максимальной надежностью только когда состоит из того же материала, что и заготовки. Прежде всего, отметим, что работы с нержавеющей сталью обладают своей спецификой, и ее придется учитывать при сварке разнородных материалов.
Особенности
Во всех справочниках и рекомендациях встречается такое понятие, как свариваемость. Это способность металла или металлов к образованию качественных и прочных соединений посредством электросварки. Что касается свариваемости нержавеющей стали, то она напрямую зависит от ряда характеристик материала.
- Относительно низкая теплопроводность нержавейки негативно сказывается на качестве соединения. Так как теплообмен с окружающей средой происходит гораздо медленнее, чем у черных металлов, то нержавейка сильно нагревается. Перегрев сварочной ванны чреват появлением трещин или сквозных прожогов, ослабляющих шов. Чтобы сваривать материалы с разной теплопроводностью, приходится снижать силу тока примерно на 20%.
- Тепловое расширение присуще любому металлу, однако несоответствие коэффициентов линейного расширения приведет к деформации детали, особенно в процессе остывания шва. Зачастую дефекты обнаруживаются именно на этой стадии процесса. Выходом из ситуации служит соблюдение зазоров между деталями. Данную особенность технологии следует помнить и при сварке разнородных деталей.
- Удельное сопротивление стали высокое, поэтому при образовании электрической дуги электроды перегреваются. В особенности данное явление наблюдается при сварке электродами из высоколегированной стали. Выходом из ситуации служит использование электродов малой длины (с уменьшением длины уменьшается сопротивление) или применение хромоникелевых электродов с малым удельным сопротивлением.
- Высокие температуры отрицательно сказываются на антикоррозийных свойствах стали. Стали, содержащие высокое количество хрома, склонны к тому, что во внутренней структуре начинает образовываться коррозия. Между кристаллами образуются трещины. Подобное явление часто наблюдается при выполнении сварочных работ. Самый эффективный способ борьбы с карбидными соединениями – интенсивное охлаждение металла. Но в данном способе есть один нюанс. Средством отвода тепла служит вода. Она применима только для хромоникелевых сталей.

Способы
Наиболее популярным способом для сварки нержавеющей стали и черных металлов является электрическая сварка. Этот способ заслужил признание и популярность, благодаря низкой себестоимости и малому количеству вспомогательных манипуляций. К сожалению, выбирая электросварку, приходится зачастую жертвовать качеством соединений. Причиной тому служит разные показатели вязкости нержавеющей стали и черных металлов. При температуре горения дуги сталь может растекаться, в то время, как черный металл остается достаточно вязким.
Высокая текучесть ограничивает сварщика в действиях. Практически невозможно наложить вертикальный или потолочный шов. Работая с разнородными металлами, приходится использовать переходные электроды, адаптированные под нержавейку и черный металл. Сами электроды, вернее их стержни, выполнены из нержавеющей стали.

Для газовой сварки характерно наличие присадочного материала, представленного в виде проволоки из нержавеющей стали. При газовой сварке сталь менее текучая, поэтому данный способ обладает неким преимуществом по сравнению с дуговой сваркой. Повысить эффективность плавления черного металла позволяет специальный флюс. Минусом газовой сварки выступают повышенные требования по технике безопасности, а также большой объем подготовительных работ.
Лучшим способом сварки нержавейки и черного металла специалисты называют аргонодуговую сварку. Нет необходимости использовать присадочную проволоку с покрытием, так как аргон прекрасно справляется с задачей защиты сварочной ванны. При всех достоинствах перечисленных методов следует отметить, что сварка нержавейки и металла не всегда себя оправдывает, так как финансовые затраты оказываются чрезмерно высокими.
Определяющим моментом в выборе одного из перечисленных способов сварки будет выступать поставленная цель и имеющиеся условия.
- При проведении мелкого бытового ремонта в домашних условиях самым оптимальным решением выступает электродуговая сварка электродами из нержавеющей стали. Естественно, исключаются высокие механические нагрузки на конструкцию.
- Более надежное соединение обеспечит газовая сварка. Но она доступна только в специализированных мастерских. Частный мастер вряд ли согласится приобретать дорогостоящее оборудование, к тому же занимающее много места. В промышленности и на производстве используются полуавтоматы TIG для ведения аргонодуговой сварки. Качество полученных швов высокое, но сам процесс сопряжен с материальными расходами.

Выбор электродов
Если подходить объективно к вопросу о приоритете методов сварки, то абсолютного лидерства не найти. Каждый из способов имеет свои достоинства и недостатки. При работе с электродуговой сваркой важно, чтобы электроды были пригодными для сварки нержавейки. Газовая сварка также требует присадки из нержавеющей стали. Помимо этого, в ней обязательно присутствуют легирующие вещества, в качестве которых используется никель или марганец. В сплаве сварочного шва должно присутствовать, как минимум, 40% нержавеющей стали.
Плавящиеся электроды выбираются, исходя из физических свойств обоих материалов. Вот почему сварка разнородных сталей считается сложной. Осложняет ситуацию тот факт, что не всегда материалы отличаются по механическим или техническим параметрам. Зачастую не совпадают такие показатели, как свариваемость или степень легирования.

Говоря о легировании, следует учитывать, что в простой классификации стали делятся на легированные, низколегированные, высоколегированные, углеродистые и теплоустойчивые. Каждый тип стали накладывает на выбор электродов свои требования.
Таблица совместимости электродов для сварки того или иного металла содержит в себе исчерпывающую информацию о химическом составе электрода, однако читать такие данные не каждому под силу. Наиболее популярные электроды для сварки нержавеющей стали и черных металлов:
- НИАТ-5 – определены для работы с аустенитными металлами.
- ЦТ-28 – предназначены для сварки сплавов, в которых присутствует никель.
- Э50А – подходят для сталей, обладающих высокой теплоустойчивостью.
- ОЗЛ-25Б – электроды для жаропрочных материалов.

Технология процесса
Как и любой сварочный процесс, работа с нержавейкой требует наличия подготовительного этапа. Сначала необходимо зачистить поверхности и обработать кромки деталей. Они обрабатываются до появления блеска, а затем обезжириваются. В качестве средства отлично подойдет спирт или растворитель.
Газосварку рекомендуется проводить с флюсом, который укладывается в зазоры между кромками. Работы проводятся в нижнем положении, так как повышенная текучесть не позволит накладывать вертикальные или потолочные швы. В данном процессе от сварщика требуется наличие навыка. Так, плавящийся электрод должен быть расположен чуть ближе к поверхности черного металла, нежели к кромке из нержавейки.

При разделке кромок важно помнить, что наиболее прочный шов получится с увеличением площади сварочной ванны. Предпочитается пассивное охлаждение металла. Контроль качества полученного шва предполагает исследование на наличие сквозных протечек. На поверхность с одной стороны наносят керосин или ацетон. Допускается подкрашивание жидкостей. Если необходимо проверить шов на прочность, то жидкости подаются под давлением. Однако избыточное давление следует подавать только после отсутствия протечек при обычном нанесении жидкостей.
Как сварить нержавейку с черным металлом: особенности технологии
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.

Сварка нержавеющего фланца с отводом из углеродистой стали
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
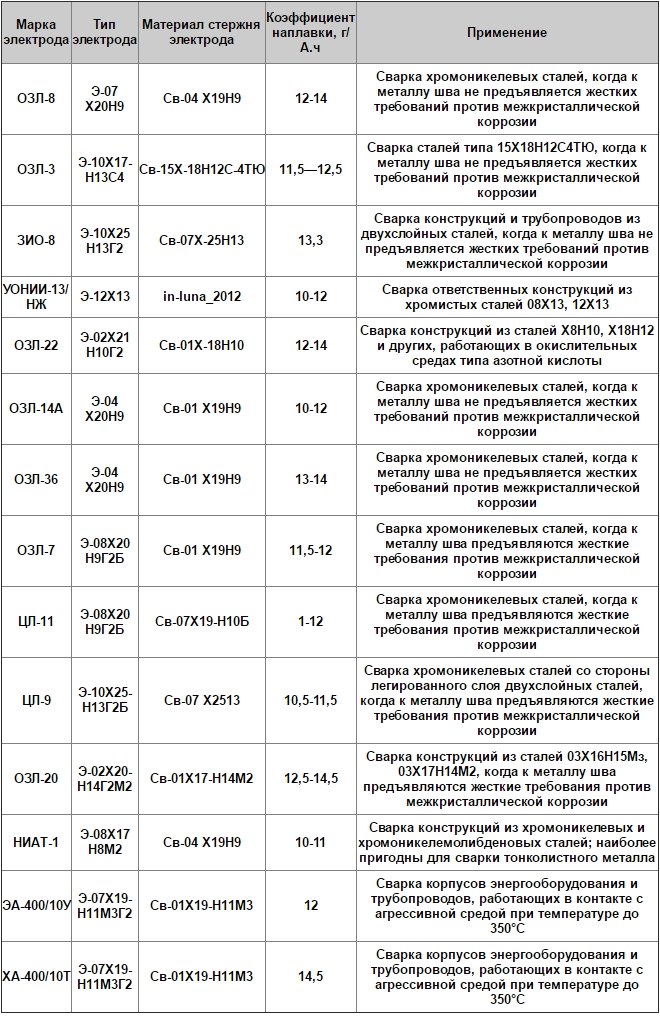
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.

Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Выбор электродов
Чтобы надежно приварить изделие, изготовленное из нержавейки, к детали из обычного черного металла, следует учитывать ряд важных нюансов. В первую очередь они касаются выбора присадочной проволоки определенного химического состава. В металле присадочной проволоки, степень легирования которого должна быть выше, чем аналогичный параметр материала свариваемого изделия, обязательно должны содержаться такие элементы, как марганец, никель и иногда хром.
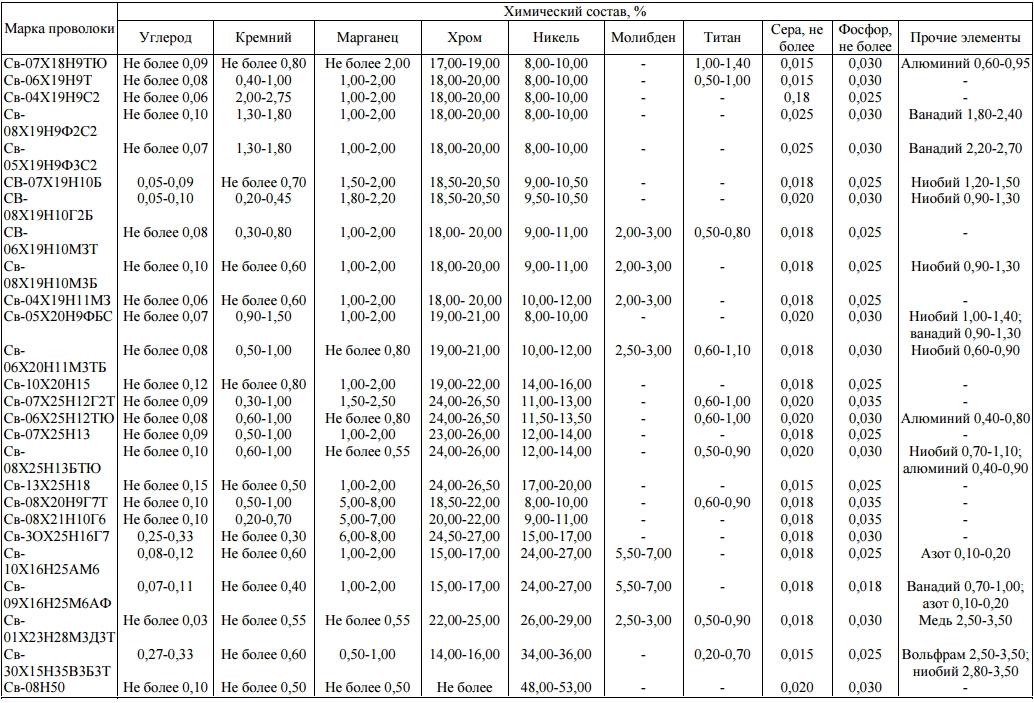
Марки и химический состав высоколегированной сварочной проволоки (нажмите для увеличения)
Важным условием формирования качественного сварного соединения является наличие в составе формируемого шва некоторой доли основного металла. В зависимости от используемой технологии сварки количество основного металла в материале сварного шва может составлять 30–40%.
Прежде чем варить заготовку из нержавейки с деталью из черного металла, следует выяснить химический состав свариваемых сталей, чтобы правильно подобрать тип электродов.
Разнородные материалы, которые необходимо соединить при помощи сварки, могут отличаться по целому ряду параметров:
- способности образовывать неразъемные соединения (свариваемости);
- теплопроводности;
- механическим характеристикам;
- степени легирования;
- химическому составу.
При этом стальные сплавы, изделия из которых необходимо сварить между собой, могут относиться к одной из следующих категорий:
- углеродистые;
- низколегированные;
- теплоустойчивые;
- легированные;
- отличающиеся высокой степенью легирования – высоколегированные.
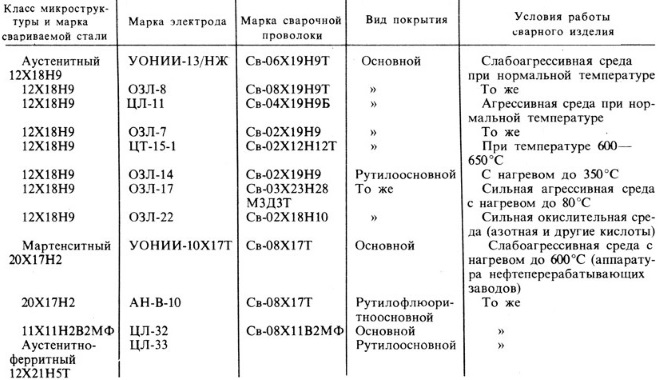
Ориентировочный выбор сварочного материала в зависимости от назначения сварочного шва
Основная проблема, с которой связана сварка разнородных сталей (нержавейки и черных металлов), заключается в образовании трещин в сформированном сварном шве. Очень часто, чтобы избежать такой проблемы, для сварки изделий из нержавейки с деталями из черных металлов специалисты используют высоколегированные электроды, позволяющие сформировать сварной шов с высокими прочностными параметрами.

Результат дуговой сварки нержавейки с черной сталью электродом ОЗЛ-6. Швы хоть и темнее, но не поржавели за несколько месяцев
Вообще для сварки изделий из нержавейки с деталями, изготовленными из черных металлов, используют несколько основных типов электродов:
- Э50А – для сталей, отличающихся высокой теплоустойчивостью;
- ОЗЛ-25Б – для стальных сплавов, относящихся к категории жаропрочных;
- НИАТ-5 – для сталей, отличающихся аустенитной внутренней структурой;
- ЦТ-28 – для стальных сплавов, содержащих в своем химическом составе значительную долю никеля.
Способы и технологии сварки нержавейки с черным металлом
Сварка нержавейки с черным металлом – достаточно сложный процесс, который требует от исполнителя высоких профессиональных навыков в области соединения разнородных материалов.
Можно ли сваривать сталь с нержавейкой?

Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
[stextbox аппаратов MIG/MAG сварки не только в качестве шва. С помощью данного режима можно выполнять вертикальные и потолочные швы, что невозможно сделать ручной дуговой сваркой.[/stextbox]

Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора. Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.
Мнструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
Все работы ведутся на постоянном токе.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.

В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
[stextbox электроды для выполнения рассматриваемых работ должны быть изготовлены из нержавеющей стали.[/stextbox]
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой. Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Как проконтролировать качество соединения?

После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Меры безопасности

В процессе горячего соединения металла работник сталкивается со многими факторами, которые могут нести угрозу жизни. Не стоит пренебрегать средствами индивидуальной защиты, к которым относятся:
- Рабочая одежда;
- Защитные перчатки;
- Маска;
- Обувь.
Перед выполнением работ необходимо изучить инструкцию по эксплуатации применяемого сварочного оборудования.
Заключение
Сварка разнородных металлов в домашних условиях – непростая задача даже для опытного сварщика. В качестве расходного материала при ручной дуговой сварки рекомендуем использовать переходные электроды для сварки нержавейки и черных металлов.
[stextbox 6-го разряда Тараскин Олег Аркадьевич. Опыт работы – 15лет: «На работе нередко возникает необходимость в соединении разнотипных металлов. При сварке нержавейки и обычной стали пользуюсь только рутиловыми электродами – с ними работать удобнее всего. Идеально было бы использовать полуавтомат с проволокой, но у нас его нет, поэтому выходим из ситуации, как может. При сварке российскими электродами, их необходимо предварительно прокалить».[/stextbox]
Вам также будет интересно
Сварка нержавеющей стали и черного металла электродом
Сварка нержавеющих коррозионно-стойких сталей с низкоуглеродистыми является ярким примером соединения разнородных металлов. Техника выполнения сварочного шва в данном случае не будет отличаться от сварки металлов одного типа, здесь важно понимать изменение структуры сварочного шва чтобы добиться великолепного результата.

Трудности в сварке разнородных сталей
Стоит отметить следующие особенности сварки, связанные с разным химическим составом:
- Различные показатели теплопроводности материалов, и как следствие, недостаточное проплавление одного из них;
- Отличающиеся друг от друга коэффициенты линейного расширения. Напряжения в зоне сплавления могут оставаться даже после термообработки – это наиболее слабое место сварного соединения;
- “Миграция углерода” из Cr-Mo стали, имеющей его достаточное количество, в металл шва, при этом происходит уменьшение антикоррозионных свойств нержавеющей стали.
Важно! Великое многообразие сталей, имеющий разный состав, не позволяет сделать четких рекомендаций по сварке, которые давали бы хороший результат в 100% случаев.
Возникает вопрос, каким преодолеть эти нюансы и возможно ли сварить нержавеющую сталь с черным металлом.
Технологии сварки нержавейки и черного металла
Достаточно неплохих результатов в этом процессе можно добиться использованием сталей с хорошей свариваемостью и применением некоторых рекомендаций.
Практическое применение получили два принципа сварки коррозионно-стойких сталей с низколегированными и низкоуглеродистыми:
- Заполение шва электродами из высоколегированной стали( еще более легированный, чем нержавейка), либо электродами на Ni основе.
- Второй способ заключается в наплавке кромки из черной стали легированными электродами, далее плакированный слой и нержавеющая кромка свариваются электродами по нержавейке.
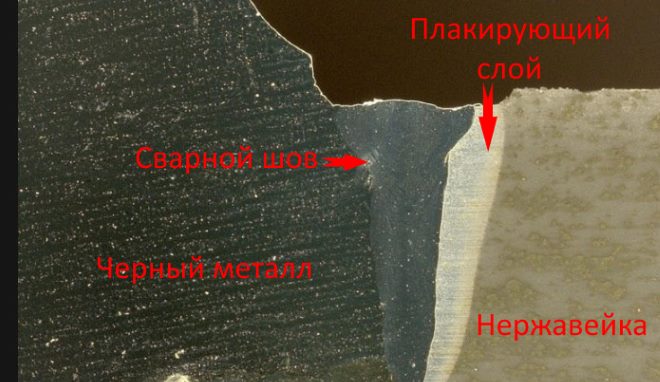
Структура сварного шва при наплавке
Если вы собираетесь приварить нержавейку к черному металлу в домашних условиях стоит обратить внимание на следующие рекомендации:
- сварка ведется постоянным током обратной полярности в любом пространственном положении. Исключением является потолочный шов движением снизу вверх;
- сварку производят на короткой и предельно короткой дуге;
- применяйте высоколегированные присадочные материалы и составы на никелевой основе;
- обязательно прокаливайте электроды перед сваркой минимум 1ч, t=190-210°С;
- тщательно зачистите свариваемые поверхности.
Рекомендуем! Ручная дуговая сварка в среде аргона
Предварительный прогрев как правило не требуется. Следующим этапом следует выяснить какие же электроды подойдут в этом случае.
Применяемые электроды
Распространенными марками электродов в соединении нержавейки и черного металла являются:
АНЖР-1; АНЖР-2
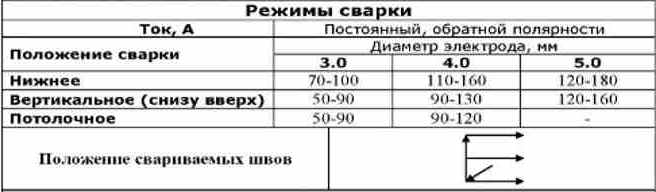
Режимы сварки электродами АНЖР-1; АНЖР-2
А также электроды ЦТ-28 для соединений четвертой группы свариваемости.
В случаях, когда не требуется применение присадочных материалов на Ni-основе, наиболее часто применяются сварочные материалы на основе высоколегированных сталей типа (23…25)%Cr- (11…15)%Ni (с добавкой Mo или без). Наиболее распространенные из них OK 67.70, OK 67.75 или OK Autrod/Tigrod 309L.