Производство фасонных изделий методом стыковой сварки
Чем больше диаметр пластмассовых труб, тем менее выгодным становится производство фасонных изделий для них методом литья под давлением. Например, масса прямоугольного тройника ∅630 мм составляет более 100 кг, термопластавтомат с таким объемом впрыска стоит огромных денег.
В связи с этим для больших диаметров (от 315 мм и выше) отливаются только некоторые заготовки фасонных изделий, например, бурты под фланец (рис. 1) и редукционные муфты (рис. 2). Все остальные фасонные изделия изготавливаются на цеховых машинах методом стыковой сварки.
Впрочем, даже бурт под фланец и редукционная муфта требуют сварки на цеховой машине, т. к. отливаются с короткими патрубками, за которые практически невозможно зацепиться сварочной машиной, предназначенной для монтажа трубопроводов в полевых условиях.

Причиной тому — вполне логичное стремление производителя уменьшить массу изделия (т. е. объем впрыска термопластавтомата, а следовательно, его цену), а также упростить литьевую форму (и снизить ее цену).
Поэтому перед сваркой этих изделий в полевых условиях необходимо в цеховых условиях приварить сравнительно длинный патрубок к бурту под фланец и два патрубка к редукционной муфте (рис. 4).
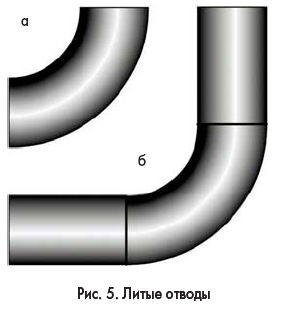
Литые отводы для небольших диаметров не имеют прямых участков (рис. 5а). Поэтому перед их сваркой в полевых условиях к отводам удобно в цеховых условиях приварить сравнительно длинные патрубки (рис. 5б).

Приварка патрубков ко всем вышеперечисленным литым фасонным изделиям осуществляется обычным прямым стыковым сварным швом по технологии стыковой сварки. Единственное отличие от традиционной «полевой» сварки — в способе фиксации литого фасонного изделия.
Для фиксации буртов под фланец используют так называемый фланцедержатель (рис. 6). Подвижные фиксаторы фланцедержателя позволяют зафиксировать бурт за его наружную поверхность, диаметр которой жестко не нормируется.

Литые редукционные муфты, отводы и любые прочие фасонные изделия с коротким прямым патрубком или вообще без него зажимаются в специальный узкий хомут (рис. 7). При необходимости в узкий хомут вставляются сменные редукционные вкладыши необходимого диаметра.
Отводы
Для производства отводов сегменты труб свариваются угловыми швами в диапазоне 0-45° (рис. 8). Сегменты труб зажимаются в трапецевидные хомуты, каждый из которых может поворачиваться на точно измеряемый угол в диапазоне 0-22,5° и фиксироваться в выбранном положении.
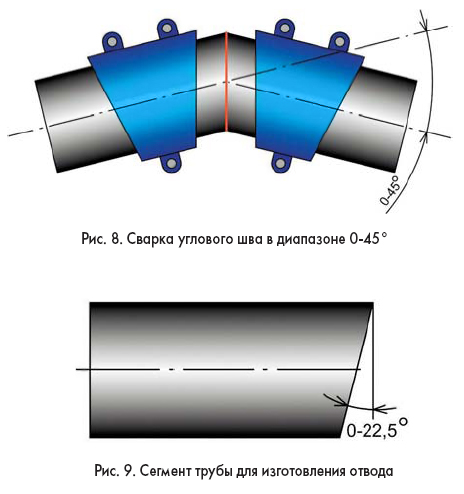
Для того чтобы точно совместить свариваемые поверхности при сварке отвода, оба хомута должны быть повернуты на одинаковый угол α. Тогда угол шва составляет 2α.
При повороте хомута на угол α площадь свариваемого торца трубы увеличивается в (1/cosα) раз. В связи с этим все усилия прижима труб к сварочному зеркалу и друг к другу, указанные в сварочных таблицах для прямых сварных швов данной трубы, должны быть увеличены в (1/cosα) раз. Как правило, комплект документации цеховой машины для производства фасонных изделий включает сварочные таблицы для различных углов поворота хомутов.
Сегменты труб для производства отводов предварительно подготавливаются — труба отрезается под углом α (рис. 9) с помощью цеховой ленточной пилы (рис. 10). Угол реза у ленточной пилы регулируется с высокой точностью: стандартно в диапазоне 0-45°, с применением дополнительных принадлежностей — в диапазоне 0-67,5°.
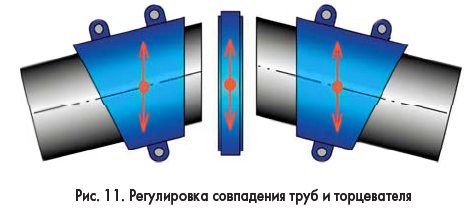
Процесс установки сегментов труб в хомуты сварочной машины не автоматизирован, каждый из сегментов может выступать в зону сварки на разную длину, так что их торцы не совпадут друг с другом. Более того, торец трубы может значительно отклониться от оси вращения торцевателя. В связи с этим на цеховых машинах обязательно предусмотрена возможность поперечного перемещения каждого из хомутов или, как вариант, одного из хомутов и торцевателя.
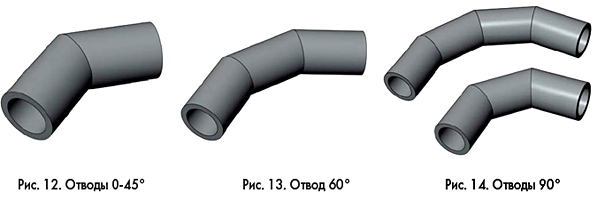
Отводы до 45°, как правило, изготавливают из двух сегментов трубы, сваренных одним швом (рис. 12). Отводы 60° изготавливают из 3 сегментов, сваренных двумя 30-градусными швами (рис. 13). Отводы 90° -из четырех сегментов с тремя 30-градусными швами или из 3 сегментов с двумя 45-градусными швами (рис. 14).
Прямоугольные тройники
Оснастка для сварки прямоугольных тройников представляет собой 3 одинаковых зажима, предназначенных для сварки угловых швов 90°, и редукционных вкладышей в эти зажимы (рис. 15).
подсобите советом по сварке отвода

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как сваривать стальные трубы
Сварка стальных труб при кажущейся простоте процесса требует от специалиста высокой квалификации и обширных знаний в этой сфере. Несмотря на то, что существуют разные технологии автоматической сварки, ни один из них не может заменить ручной труд. Выбор способа соединения зависит от множества факторов: масштаб работ, диаметры сварочных труб и других условий.
Способы сваривания стальных труб
- Газосварка. Соединение трубопроводов, как правило, внутридомовых магистралей из стальных труб небольшого диаметра.
- Ручная электродуговая сварка. Второй по популярности тип сварки стальных трубопроводов и конструкций из них.
- Электрическая автоматическая или полуавтоматическая сварка.
- Аргоновая сварка, осуществляемая неплавящимся электродом. Используется для соединения стальных трубопроводов, но применяется достаточно редко и исключительно в заводских условиях.
Каждый из вышеперечисленных способов сварки имеет свои особенности. Для каждого конкретного случая применяют разные соединения. Например, в некоторых ситуациях для стальных труб выбирают резьбовое соединение, но оно будет недостаточно надежным, особенно, если речь идет о прокладке технологических магистралей.
Есть несколько вариантов соединения стальных труб при сварке:
- Встык. Самый распространенный способ сварки среди специалистов-сварщиков. При выполнении данного соединения, трубы располагаются друг перед другом с небольшим зазором или вовсе без него. При этом очень важно обратить внимание на подгонку труб, чтобы их края были абсолютно ровными.
- Внахлест. Данный способ соединения применяется для сварки труб разного диаметра. Получается, что одна труба надевается на другую. Это наиболее простой способ сварки металлических труб, друг с другом, который отличается своей простотой и скоростью выполнения.
- Тавровое. Тавровое соединение труб необходимо, когда требуется специально выдержать между трубами угол в 90 градусов.
- Угловое. Данный вид соединения применяется, в основном, только в тех случаях, когда угол между трубами составляет не менее 90 градусов.



Газосварка
Для газосварки необходимы баллоны с ацетиленом/газовые генераторы. Но важно знать, что использование подобных генераторов, особенно на крупных производствах и предприятиях, сейчас неактуально. Их практически не используют в производстве.
Процесс газосварки представляет собой расплавление огнем горелки кромок деталей, внесение специализированного присадочного металла стальной проволоки и формирование катета шва. Стыки стальных труб, исполненные данным методом, превосходят стыки, которые выполнены электросваркой. Они значительно отличаются по наполненности и меньшему разогреву стали.
Газосварка требует больших затрат по времени на безопасное получение газа и эксплуатацию оборудования для сварки. По этой причине для сварки металлических труб подключают баллоны с горючим газом. Применение именно ацетилена обусловлено его высокой температурой горения, а с применением пропана производят резку стальных труб.
При работе с газосваркой самый лучший и прочный шов получается в нижнем положении, но возможность выполнить такой шов есть только при поворотном стыке. Газосварка часто используется для сваривания заготовок, которые невозможно повернуть или покрутить. Подобная работа доверяется только специалистам-сварщикам с высокой квалификацией и большим опытом работы, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Ручной электродуговой метод сваривания
Электродуговая сварка (электросварка) является наиболее востребованным методом соединения металлических труб большого диаметра, а также заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется, в основном, на сборке магистральных трубопроводов. С помощью электросварки осуществляются такие работы, как прихватка и прохождения корня шва. Сварку необходимо вести операционным способом, так как существуют неудобства, связанные с поворотными стыками и отсутствием нормального обзора. При этом способе осуществляется проварка стыка на видных участках, после вырезается специальное окно в одной из труб.
С внутренней стороны стык обваривается по всей доступной длине окружности. После этого необходимо наложить латку из стали, постепенно сваривая и нагревая сталь, закрыв ею окошко. Обварка стыка начинается с нижней части, но при этом специалисте необходимо уметь выполнять потолочные швы. Важно помнить, что для работы в потолочном положении необходимо увеличить силу сварочного тока.
После сварки потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя необходимо обязательно отбить шлак перед вторым подходом обработки. Для выполнения подобного рода работ необходимо использовать специальный молоток, хотя часто на производстве используют простое зубило, которое прихвачено к ручке.
При соединении круглых и профильных стальных труб — основной способ (наряду электродуговой полуавтоматической и автоматической сваркой). Преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыковки. Это позволяет использовать операционный способ электродуговой сварки в качестве основного при прокладке трубопроводов с большим сечением. При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом.
Сварка: советы для начинающих
- Для сварки стальных труб тавровым соединением или встык необходимо использовать электроды не менее 3 мм при силе тока от 0 до 100 А. При сварке же труб внахлест, сила тока должна быть увеличена примерно на 20-25 А.
- Необходимо внимательно следить за подъемом жидкого металла над поверхностью в момент заполнения сварочного шва жидким металлом. В таких случаях сварочный шов получится красивым и ровным. Высота подъема сварочного шва над поверхностью не должна превышать 2-3 мм.
- Для сварки профильных труб есть особый порядок применения соединения. Сначала рекомендуется применить точечный способ соединения. При нем сначала прихватывается одна сторона, затем другая, только после этого профильные трубы свариваются полностью.
- Шов при сварке должен оставаться непрерывным, заканчиваться ровно в том месте где он был начат. Если выполнить все аккуратно и верно, шов послужит залогом надежного и герметичного соединения. Для высокого качества необходимо обеспечить полную герметичность соединения.
Особенности подготовки и проведения работ по сварке стальных труб
Сварить трубу из металла, особенно с поворотным стыком, достаточно просто, но перед выполнением работы необходимо правильно к этому подготовиться.
Поверхность концов стальных труб обрабатываются специальной металлической щеткой, после растворителем. При толщине свыше 3-4 мм выполняется разделка кромок с одной или сразу двух сторон. Соединять и стыковать стальные трубы следует только так, чтобы они лежали на одной плоскости. Это поможет избежать перекоса.
Минимальное количество — не менее 3, через каждые 120 градусов. Следует учитывать расход электродов при сварке. При работе большими токами на трубах довольно большого сечения расход значительно выше. Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя осуществляется при сварке под флюсом HLS-B. Перед работой потребуется на края труб наносится толстый слой этого вещества, а сама работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава определенного сплава — UTP. Требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, а остатки удаляются с трубы уже после окончания работы.
Разъемные соединения
Изготовление разъемных соединений осуществляется посредством сварки заготовки в фланцу. Работа ведется в нижнем положении. Лучшим вариантом в данном случае является электродуговая сварка. Выполняется неповоротным швом, но может применяться операционный способ.
Стыковка производится под углом 90 градусов к плоскости фланца, чтобы в дальнейшем упростить работу по сборке самих соединений. Приваривание детали к фланцу выполняется аналогично процессу по соединению труб.
Марки электродов: виды и особенности
Существует большое множество электродов для сварки труб из стали. Определенный вид подбирается с учетом тока, толщины стенок заготовок и сложности воздвигаемой конструкции. Самыми популярными марками электродов среди электросварщиков являются следующие:

- АНО-21/24 и МР-3
Работают при переменном токе и качественно сварят трубы даже с мокрой обмазкой. Применяются для сварки ворот, тепличных конструкций, различного вида оград, небольших ангаров. Является лучшим вариантом в соотношении цены и качества. Данный вид электродов не подходит для конструкций с большим давлением и нагрузками. - УОНИ
Это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует большего опыта и умения работать с простыми АНО и МР, описанными ранее.

- LB-52U
Качественные электроды с ровным горением и высоким качеством. Чатсо используется при ремонтных работах и прокладках магистральных трубопроводов. Практически все специалисты выбирают данную марке электродов, когда требуется высококачественная дуговая сварка.

Сварка стальных труб является наиболее востребованным и популярным методом получения неразъемного соединения/фланцевого стыка. Надежный и качественно выполненный шов позволяет обеспечить безаварийную и долгосрочную эксплуатацию труб и конструкций из них.
Для использования в бытовых условиях самым популярным и часто используемым способом является ручная/полуавтоматическая электродуговая сварка.
Сталь Экспресс
Разберёмся, какими способами и как именно лучше проводить сварку стальных труб и что для этого нужно.
Переварить отводы от стояков (водопровод в квартире почти с нуля)
Стояки проходят посреди стены в ванной, отводы от них сделаны внизу, прямо под умывальник.
Ставить в этом месте узлы учета крайне неудобно, потому решил отводы переварить и вывести их в туалет, в пространство над унитазом. Красным и синим показаны вероятные трассы новых труб.
Делать будут мастера из ЖЭКа (фото выложу). Диаметр отводов будет 1/2″, 3/4″ не разрешают. Спрашивал у них насчет трубогиба — сказали что обойдутся без него, погреют газом и согнут. А так получится? На трубе ХВ углы под 90гр, там вопросов вроде быть не должно, а вот на трубе ГВ нужно делать обход стояка ХВ — там не будет проблем? Какие моменты в процессе и после гибки и сварки нужно проконтролировать лично? Зеленым обозначена зона на стене в которую желательно вывести отводы, желтым — доступная для монтажа область. Ширина окна в перегородке между ванной и туалетом 20см. Планирую после выхода из ванной повести отводы на расстоянии 5-6см от боковой перегородки вертикально вверх, 10см от задней стены для ГВ, 20см от задней стены для ХВ. Расстояния до боковой стенки вроде должно хватить для установки шарового крана в сборе. Нужно ли еще что-то учесть?
Дальнейший монтаж в будущем шкафу проведу я. Хотел бы выполнить его на 3х уровнях глубины: 1 — плоскость на расстоянии 20см от задней стены, 2 — плоскость на расстоянии 10см от задней стены, 3 — установка непосредственно на заднюю стену. Оборудования немного, расположение по плоскостям указано красными и синими цифрами. Предполагается, что став каскадом оно свободно поместится в отведенном месте и не будет друг другу мешать. Схема будет такая: шаровый вентиль на входе, вентиль с сервоприводом (защита от протечек), косой фильтр, счетчик, обратный клапан, фильтр 100мкм, коллектор. Давление в стояках обязательно померяю, для выяснения необходимости установки редукторов. На линии горячей воды добавляется еще трехходовой вентиль выбора источника ГВ. Чтобы не усложнять себе жизнь, между отводами от стояка и коллекторами вся арматура будет на сечение 1/2″, производитель — FIV: лучшее, что есть на дружественной фирме недалеко от меня. Вентили с сервоприводом в систему защиты от протечек по предпочтению: FAR серые, FIV (если есть с временем срабатывания порядка 10с), вентили из комплекта Нептуна. Блок будет СКПВ220В-DIN. В темах с фотографиями работ мастеров видел, что арматуру в сантехшкафу ставят на 3/4″ — чем это обусловлено? У себя настаивать на отводах 3/4″ не пробовал, может и разрешат, при определенных условиях.
Система прокладки труб будет смешанная, трубы от коллекторов пойдут «на помещение», а там через тройники к потребителям. Ванная: смесители умывальника и ванны. Кухня: смеситель мойки, стиральная и посудомоечная машина. Туалет: бачок унитаза, гигиенический душ, бойлер (через полипропиленовые вставки). Как и когда будет подключаться гигиенический душ я еще не знаю, поэтому оставлю для него по отводу на коллекторах ГВ и ХВ. Возможно, необходимость в нем вообще отпадет, если не получится поставить смеситель на короб вокруг унитаза (тогда на каждом коллекторе будет на 1 вывод меньше). Где какое нужно сечение труб — сейчас буду разбираться. Пока присматриваюсь к медным трубам под пайку: 1) инструмент мне понятен и по окончании монтажа не будет лежать без дела, 2) квартира на 2м этаже из 9ти, так что лишние толстые штробы, даже, вертикальные, делать не хочется. Принял решение накатить в области умывальника и над ванной 3см ротбанда на стену и прятать водорозетки на умывальник и смеситель ванны внутри него. Глубина водорозеток ограничена максимум этими 3см + 1см на толщину клея и плитки. Все остальные трубы и водорозетки оказываются в коробах или за мебелью.
Если кто дочитал до конца — покритикуйте плз откровенные ляпы.


- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
19.08.2011 в 15:02
Возникло еще пару маленьких вопросов.
- Насчет отводов: может лучше не переваривать, а только прочистить имеющиеся, поменять краны и фильтры на входе, а дальше уйти черной трубой и уголками в нужную область над унитазом, к счетчикам? В последний момент подумал, что труба с длинным вертикальным подъемом до крана может зарости внизу со временем, и тогда опять придется все разбирать и переваривать.
- Померял давление на стояках в разное время: почти всегда 6-6,4атм, около 20:00 — 5атм, при гидроударах у соседей выше 7,5 не прыгало. Я так понимаю мне понадобятся еще и редукторы? На многих фотографиях из «Было до, стало после» на манометрах редукторов выставлено и поддерживается давление 3атм. Почему именно такое?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 04.04.2007 Новосибирск Сообщений: 1451
19.08.2011 в 15:40
Боитесь зарастания — сделайте отстойник внизу вертикального участка, как на газовых трубах делают.
7,5атм — это не гидроудар никакой, вот 75атм — это гидроудар. А так давление стандартное, хорошее, редукторы необязательно ставить. По фотографии видно, квартира не в новостройке, как же там раньше жили бы с таким давлением и «гидроударами»?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
19.08.2011 в 17:16
Я поставил бойлер, а у него в инструкции написано про необходимость редуктора при давлении >6атм и здесь на форуме читал мнение человека, работавшего в сервисе бойлеров, что «при давлении 2-3атм на входе бойлер дольше протянет, чем при 5-6атм». Если ставить редуктор на ХВС, то и на ГВС придется поставить?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 04.04.2007 Новосибирск Сообщений: 1451
19.08.2011 в 17:27
Сомневаюсь я в наличии реальной статистики по долговечности водонагревателей в зависимости от наличия редуктора. Умозрительные это заключения. Редукторов прийдется ставить два.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
26.11.2011 в 05:46
Подниму замшелую тему. Маленькие промежуточные результаты.
Добрые люди человеческим языком объяснили, насколько я заблуждался, согласившись варить на оцинкованный стояк черные отводы. На оцинкованный стояк питьевой Правильно туда варить только оцинковку. Поиск оцинкованной трубы вылился в целую эпопею. Труба 3/4″ для отводов на полотенцесушитель нашлась почти сразу. Оцинкованную трубу 1/2″ искали долго. Оказалось, в Киеве ее найти тяжелее, чем ФАРовские комплектующие или Виеговские бронзовые фитинги: по металлобазам «была, уже нету», по магазинам и рынкам только пластмасса. В конце концов тесть начал задалбывать на рынке всех подряд и у одного продавца нашел пару метров трубы, из старых запасов.
Посмотрев на цену ФАРовского крана с сервоприводом 8с решил поискать что-то подешевле. Изучение каталогов показало, что больше никто не производит сервоприводы с таким временем срабатывания. Пришлось давить жабу и брать ФАРовские, благо нашлась вменяемая контора, имеющая по ФАРу неплохой асортимент и приемлемые цены. У меня уже реализована по электрике КНОПКА на выходе из квартиры, которая отключает все групповые розеточные линии, кроме трех. Подключу сервоприводы и к ней.
Параллельно я занимался отделкой других помещений в квартире и немного привел в порядок туалет. Оказалось, что если унитаз подвинуть немного вправо от центральной оси, то слева от него можно повесить в угол маленький рукомойник (давняя мечта). Эта переделка потянула за собой удаление штатного чугунного тройника 90гр, куда был подключен унитаз, и позволила вплотную отодвинуть унитаз к гипсокартонной перегородке вдоль дальней стены. Новый тройник 45гр гораздо лучше справляется с направлением потока из унитаза в стояк, но небольшая часть воды все равно затекает по лежаку в другую сторону. Для маскировки нагревателя и узла ввода решил поступить просто: купил жалюзийные дверцы, собрал и вставил для них дверную коробку на всю ширину туалета от высоты 110см и практически до потолка, оставив зазор для коробов с проводами СУП и кабелями питания.
Из-за установки рукомойника доступное место для узла ввода под нагревателем резко сократилось. Теперь это 68х35х30 см и немного пространства за перегородкой. Хорошо подумав и почитав форум понял, что коллекторная система в моем случае не нужна вообще. Трубопроводы будут медные, 18мм на магистрали и 15мм отводы на потребителей. Гигиенический душ будет проще, быстрее и дешевле реализовать с помощью смесителя на рукомойник. Поток сознания из первого поста об узле ввода плавно трансформировался в такую концепцию:
Не удержался подсобрать все вместе когда получил необходимые детали. Консоли купил по случаю, какие были. Еще в это же пространство поместится обвязка бойлера, включая 3х ходовой шаровый кран на стыке выходов из бойлера и редуктора ГВ. Уже проверил, что все приборы будут хорошо обозримы, разъемные соединения и краны — легкодоступны. По мере дальнейшего продвижения выложу еще фотографии.


- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 05.12.2010 Краснодар Сообщений: 174
26.11.2011 в 09:08
Цинковую трубу газом не варят,нельзя.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
26.11.2011 в 13:15
Газом-то она сварится, но при этом сгорит цинковое покрытие внутри и труба превратится в обычную черную на достаточно большом участке. Без защитного цинкового слоя черная труба в питьевом водопроводе начинает корродировать и зарастать. Свои стояки пущу варить только электросваркой.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 05.12.2010 Краснодар Сообщений: 174
26.11.2011 в 23:02
Sha написал :
Газом-то она сварится, но при этом сгорит цинковое покрытие внутри и труба превратится в обычную черную на достаточно большом участке.
Надо же, вот новость спасибо что просветил
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 23.06.2009 Анапа Сообщений: 12
27.11.2011 в 01:18
Sha написал :
Свои стояки пущу варить только электросваркой.
А ВЫ думаете её при монтаже не газом варили, наивный
Приходите ко мне покажу как от электросварки он(цинк) обгорает, ну или к valekc он в Киеве на котельной
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
27.11.2011 в 01:33
stager , я знаю, что вы в курсе:
stager написал :
Наша организации ведёт несколько объектов,так вот началось на тех где заказчик москвичи(их же технадзор) наложили запрет на производство газосварочных работ при монтаже систем отопления( В1,Т3,Т4 и так не варили газом, цинк )
и пишу не для вас, а для тех, кто будет читать тему с нулевыми знаниями. Даже и не знаю, чем в этой теме можно будет удивить специалистов.
пардус написал :
Приходите ко мне покажу как от электросварки он(цинк) обгорает
пардус , конечно обгорает, но наверное меньше, чем от газа?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Модератор Регистрация: 26.11.2010 Москва Сообщений: 4912
27.11.2011 в 02:01
Sha написал :
пардус, конечно обгорает, но наверное меньше, чем от газа?
изза чего меньше то? на газе 3150 а на дуге 4000-6000 градусов. да и потом трубы меньше 50 варятся только газом. я не к тому что невозможно дугой, но положено газом.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
27.11.2011 в 02:28
Олегович написал :
изза чего меньше то? на газе 3150 а на дуге 4000-6000 градусов
а площадь повреждения цинкового слоя будет одинаковой?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Модератор Регистрация: 26.11.2010 Москва Сообщений: 4912
27.11.2011 в 02:49
Sha не запаривайтесь, после сварки пройдите шкуркой да покройте серебрянкой, на остаток дней хватит
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 29.10.2005 Москва Сообщений: 39258
27.11.2011 в 03:51
Олегович написал :
на газе 3150 а на дуге 4000-6000 градусов.
На трубе в точке сварки около 1500С, а температура плавления цинка в районе 400С. Поэтому чем не вари, а результат один А сколько вони при этом.
Sha написал :
площадь повреждения цинкового слоя будет одинаковой
Нет конечно. Дуговая сварка повреждает гораздо меньше, т.к. кратер дуги намного меньше пятна факела горелки и удельная мощность воздействия на свариваемую площадь гораздо выше при равной общей мощности. Не надо прогревать большой участок.
in my humble opinion
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
30.11.2011 в 01:51
Сегодня пробовал навесить собранный узел по месту. Пока вместо отводов в отверстиях зафиксировал отрезки труб с резьбой. Получилось, что если трубы новых отводов будут торчать из стены на 4см, то вертикальная ось, на которой разместятся главные краны, будет отстоять от стены на 5см, а расстояние от байпаса до канализационного стояка будет 5-10мм. Открывать краны удобно, руки ни за что не цепляют.
Достаточно ли выводить трубы из стены лишь на 4см и достаточно ли будет зазора в 5-10мм до канализационного стояка?


- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 29.12.2007 Ступино Сообщений: 868
30.11.2011 в 09:01
Олегович написал :
да и потом трубы меньше 50 варятся только газом. я не к тому что невозможно дугой, но положено газом.
а я полдюйма врезки и стояки 3\4 варю электро. во идиот.
з.ы.имхо,цинковку варить вообще бред,для цинка есть резьбы.под сварку труба должна быть черной.и дело не в площади выгорания цинка,а в самом выгорании.кой толк от живой трубы любой длины если заростает и отгнивает она на 1,5-2см участке возле врезки?
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
01.12.2011 в 00:53
Хотелось бы поменять название темы, т.к. переварка отводов от стояков ИМХО уже полностью раскрыта. Как бы это сделать? Посмотрел — мне доступны для редактирования только 2 последних собственных поста.
Дошла очередь до 3х-ходового крана. Поиск в интернете ничем не обнадежил — по Киеву нашлось только пару упоминаний: Valtec и IVR. Последний производитель мне вообще ни о чем не говорил, но у продавца была нормальная техническая документация по этим кранам, с чертежами и габаритными размерами. Из чертежей получалось, что эти краны очень громоздкие: производитель обещал их работу при давлении 32атм и температуре 150гр С. Прикинул по месту и решил не рисковать, взять кран 1/2″, тип L, хотя диаметр проходного сечения у него заявлен 12мм (д=12мм). На складе выбрал кран с наименее кривым сверлением в шаре (идеальных небыло в принципе) и тут опять сюрприз: на деле оказалось д=10мм. Это уж никак не устраивало, решил менять. Кранов 3/4″ типа L (д=15мм) небыло. Взял 1″, д=20мм. На свое место он влез почти без осложнений. После небольших манипуляций с гайкой штока и промывания крана водой он стал переключаться двумя пальцами. Каналы просверлены тоже кривовато и как-то странно прилегает уплотнитель к шару, пока не проверил, думал там большие щели.
Размеры у этого крана просто слоновьи и это будет самый большой элемент узла. Ради интереса взвесил его — 1,5кг. Для сравнения — рядом обычный кран 1/2″.
Вспомнил еще один момент по сварке, который хотелось бы прояснить. Видел, как варили трубы газом и электродом одновременно: грели газом электрод, а он плавился над стыком труб. Если варить так оцинкованные трубы, насколько сильно будет поврежден слой цинка по сравнению с чистой газо- или электросваркой?

- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 03.02.2010 Владимир Сообщений: 10583
06.12.2011 в 03:11
Sha написал :
Если варить так оцинкованные трубы, насколько сильно будет поврежден слой цинка по сравнению с чистой газо- или электросваркой?
Если боишся за цинк-реж стояки богаркой и ставь на резбы тройник с отводом(тоже оцинковку)-хотя не факт что резьба в цинке будет.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 23.06.2009 Анапа Сообщений: 12
06.12.2011 в 09:55
Sha написал :
Видел, как варили трубы газом и электродом одновременно: грели газом электрод, а он плавился над стыком труб.
может у них просадочной проволоки под рукой не было А слой по любому будет поврежден!
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 05.08.2009 Тула Сообщений: 26
06.12.2011 в 14:31
Sha написал :
Сегодня пробовал навесить собранный узел по месту. Пока вместо отводов в отверстиях зафиксировал отрезки труб с резьбой. Получилось, что если трубы новых отводов будут торчать из стены на 4см, то вертикальная ось, на которой разместятся главные краны, будет отстоять от стены на 5см, а расстояние от байпаса до канализационного стояка будет 5-10мм. Открывать краны удобно, руки ни за что не цепляют.
а как потом эти краны заменить? не дай бог потекут. разбирать что ли всю конструкцию после них. предусмотрите американки.
Еще возьмите на заметку что такие загогулины из металла будут «потеть» летом и в межсезонье так что тазы будете под них подставлять. Я тут из полипропилена сделал и то все «плачет», а тут одни переходы — теплоизолировать по нормальному не получится.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
09.12.2011 в 01:59
Chip1974 , так ведь там уже 10 накидных гаек (фото в сообщении №6: на счетчиках и фильтрах с двух сторон, на редукторах с одной) и еще будет 4-6. Разбирается все на мелкие кусочки. Насчет кондесата на трубах я в курсе, но места очень мало, по-другому собрать не выйдет. В шкафчике его никто не будет видеть, со стояками хуже: они идут посреди ванной и обернуть их без потери эстетики не получится.
В прошлую пятницу договорился на производстве погнуть отводы трубогибом и нарезать резьбу, а в понедельник мастер заболел. Так что пока образовался непредвиденный простой непонятно на сколько.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
30.12.2011 в 02:25
Оказалось, погнуть трубы и нарезать резьбу в наше тяжелое время, проживая по соседству с кучей заводов, — очень сложная задача. Отводы от стояков мне погнули за 2 раза (с первого раза вышло криво, пришлось вернуться) и я их потом еще догибал до 90градусов по угольнику, отводы на полотенцесушитель получились разными, хотя для второго использовали первый как шаблон. Резьбы на всех отводах нарезаны криво или «ОЙ б№%№;%я как криво!», плашка 1/2″ у слесаря была, на 3/4″ купил новую. Полудюймовую плашку не рассматривал близко, но судя по всему она была уже конченая, т.к. резьба от нее получилась частично порванной, резалась тяжело. Мои настоятельные просьбы смазывать трубу перед нарезанием резьбы слесарь проигнорировал. От результата я был пару дней в отвратительном настроении. Когда сам слесарил, подобную лажу не гнал даже для очень чужих людей.
Закончив всякие сторонние работы, подогнал предварительно отводы по месту, оставив небольшие запасы, на стенах привинтил дистанционные оправки, для выставления отводов и полотенцесушителя параллельно стене, сделал на них опоры для выдержки горизонтали и отправил тестя в ЖЭК. В ЖЭКе все очень удивились, когда мы попросили организовать 8 сварных точек, мастер сантехников даже лично пришел смотреть, что у нас происходит. Потом оказалось, что день отключения воды в нашем доме — строго четверг, в ближайший четверг мы пролетаем (не успеваем заплатить по квитанциям), «до НГ вы все равно не успеете», а вот 5го — можно. Вчера еще раз сходили с оплаченными квитанциями и оформили наряд на работу, на сегодня. Я уже обжегся в нашем ЖЭКе с электриком, поэтому действовал строго формально: смета-сберкасса-наряд на работу-акт сдачи/приема работ с подписями. Предложение «левых» схем сразу отклонял. Получилось в полтора раза дороже, чем если делать неофициально.
Все отводы я фанатично изготовил из оцинковки, но на последнем этапе еще раз хорошо подумал и понял, что варить будут газом, т.к. искать электросварщика и походу платить 50у.е. за воду каждый месяц, которой фактически не пользуюсь, немного дорого. Как оказалось в процессе — стояки за 47 лет не меняли ни разу, им пора на покой и нечего церемониться со слоем цинка (если он внутри еще есть).
Промежуточные этапы не фотографировал, по окончании работы оправки под отводами в туалет тесть успел снять. Полотенцесушитель не запакован, только проверил, что после сварки он все еще нормально накручивается на отводы. На фото пожженые места обработаны преобразователем ржавчины. Позже (на фото уже не попало) они были погрунтованы, завтра солью воду с шламом со всех отводов, покрашу их и буду собирать узел ввода/учета.




- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
30.12.2011 в 02:42
Отрезанные отводы с арматурой решили препарировать и изучить внутри. Как здорово, что мы их отрезали! Отрезание полотенцесушителя, заглушивание старого отвода на бачек унитаза, замена кранов и установка счетчиков были лет 7-8 назад (не раньше 2003г).
Отвод ХВ почти зарос, старый заглушенный отвод на бачек унитаза зарос наглухо.
Краны перед шарами непонятно почему оказались тоже заросшими.
Полностью зарос на большую длину старый заглушенный нижний отвод на полотенцесушитель.
А вот на это место я очень хотел посмотреть после срезания. Как видно из фото в начале темы, отвод ГВ был просто прижат к стояку ХВ. Днем, когда стояк ГВ остывал, из ванной слышались громкие щелчки. Я пробовал шевелить отвод и стояк в этом месте — щелчки повторялись чаще, трубы скрипели. На фото ниже видно, что в этом месте трубы терлись друг о друга, на стояке (обведено красным) выемка отчетливо ощущается пальцем.
На удивление, в грязевиках было пусто. Пока все раскручивали, на газету непонятно откуда насыпалась хорошая кучка шлама.






- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
31.12.2011 в 01:42
Как же я завидую московским и питерским страждущим по ремонту, от которых мастера с портфолио выполненных работ находятся на расстоянии клика мыши. Главное, есть возможность прочитать, что о работах конкретного мастера думают коллеги по цеху.
Вчера я радовался, что можно приступать к сборке узла ввода, а сегодня, осматривая резьбовые соединения и места сварки на предмет протечек, случайно обнаружил ЭТО:
Выглядит как саботаж (все поняли, что не так на фото с обоими кранами?), который я вчера в спешке не заметил. Исправить можно будет только. ага, в следующий четверг, 5го января. Что-то мне кажется, что нам так и скажут: «мы же говорили — сделаем пятого». Хорошо хоть акт приемки мы еще не подписали.

- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
07.01.2012 в 02:46
Наконец-то сегодня перевернули краны и мы промыли все отводы. На отводе ГВ снимали шланг гибкой подводки с крана 4 раза, его вход забивало сорванными отложениями до прекращения тока воды. Последний раз принесло камень, соизмеримый по размерам с проходным сечением крана. При простукивании стояка дополнительно вылетал мелкий и не очень мусор. Напор при 6атм просто дикий, когда сливал в ведро, шланг вырывался из рук. На старых отводах регулярно набирал воду в ведро с полностью открытым краном — удерживал шланг без усилий. Для себя сделал вывод, что в хрущевке без капремонта при замене водопровода все старые отводы стоит отрезать (даже если их местоположение устраивает) и заменить на новые.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
22.01.2012 в 03:38
Появилось немного свободного времени — окультурил стены в нише, повесил консоли и подсобрал узел ввода/учета.
Днем допакую остатки и проверю собранное целиком, уже не терпится.
С подводкой воды к нагревателю получается не очень здорово. На неделе закуплю полипропиленовых фитингов и буду пытаться уместить их так, чтобы ничего не перекрыть, все осталось красиво и доступно. Даже интересно стало, сколько еще всего можно напихать в этот нерезиновый объем без потери информативности и функциональности?

- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 22.01.2010 Киев Сообщений: 395
11.02.2012 в 06:04
Очередной маленький прогресс.
Это я очень оптимистично написал 2 недели назад «пойду допакую». Оказалось, что в этом мелком узле ввода каждая мелочь только и ждет, как быть тебя выиметь. Чтобы поставить на места даже только то, что было в прошлом посте, потребовалось еще много подходов. Места на просто прямые диэлектрические муфты здесь нет, поэтому вставки пришлось делать как части трубопровода. Уже после изготовления отвода с ГВ вычитал на форуме, что не все доверяют полипропиленовым американкам. Я очень долго и тщательно все вымерял и позаботился о точном совпадении фланцев. Буду надеяться, что капать не будет. Муфты с накидными гайками, которые накручиваются на штуцеры бойлера, имеют металлические вставки. Цельнопластиковые муфты с накидной гайкой в каталоге Экопластика прямым текстом запрещено ставить на ГВ.
Подвод ХВ к бойлеру паял уже после подсборки всего. Хотелось сделать прямыми линиями, но тогда бы стало очень неудобно крутить ручку у верхнего сервопривода. Потом оказалось, что злоупотреблять здесь пластиковыми фитингами нельзя: нехватит места на установку подрывного клапана, либо его станет очень неудобно активировать вручную. Пришлось сделать немного странную конструкцию из латунных фитингов.
Слив бойлера решил сделать через трехходовой кран, чтобы не плодить краны с непонятным назначением в маленьком объеме. Трехходовой кран типа Т с резьбами 1/2″ и подачей сбоку оказалось невозможно найти. В таком кране должно быть по сальнику на каждый отвод и центральный отвод должен быть разборным. У всех виденных мной кранов средний отвод был цельнолитой. О нужном кране без лишних сложностей нашел упоминание только у IVR, но покупка еще одного огромного и дорогого крана в мои планы не входила. Покупать «универсальный» кран, у которого подача по центру, а ручка переключается на 180гр тоже не хотелось: места и так нету (и переключение на 180гр с промежуточным положением у меня вызывает некоторую аллергию). В конце концов я решил не тратить время и взять кран с сечением L. И их тоже нигде не оказалось. Я долго обзванивал всякие фирмы, а потом перестал ломиться в открытую дверь и обратил внимание на Валтек. У родителей их краны на ХВ простояли 8 лет без нареканий, да и Олегович ставит ихние краны с белой ручкой постоянно на радиаторы отопления. У меня условия работы планируются почти тепличные, так что решил рискнуть. И тут опять сюрприз: ни у кого из обзвоненых диллеров Валтека, которые были на правом берегу относительно недалеко от меня, этого крана не оказалось. Единственный найденный оказался бракованным. У него отсутствовал сальник в левом отводе. Я уже стал подумывать вообще отказаться от затеи с трехходовым краном, но тут. О чудо! Их завезли диллеру рядом с моим домом!
Подрывников будет 2: на 4атм будет следить за тепловым расширением ХВ после редуктора и на 6атм для бойлера. Про минибак из нержавейки я узнал слишком поздно и ставить в шкаф его уже некуда. Возможно после проектирования кухонной мебели удастся воткнуть такой бачок перед водорозетками для стиральной и посудомоечной машин, где ему и место.
Выход трехходового крана на ГВ упирается в тройник. Спереди в него будет закручен термометр, сзади — спуск к трубопроводу. Сачала хотел поставить термоманометр, но у них диаметр корпуса минимум 63мм (как табло у счетчиков). Если найду термоманометр с диаметром корпуса 50мм и подходящими шкалами — обязательно поставлю. Пока закрутил в это место дежурный манометр.
Долго думал, куда бы поставить распаечную коробочку, чтобы и кабели туда дотянулись, и выглядело не слишком уродливо. Место оказалось очень неожиданным, но класс защиты коробки IP-55 позволяет не переживать, что там что-то случится. Многожильные провода опрессовал наконечниками.
Нитка Локтайт неожиданно закончилась, купить поблизости новую катушку 50м не вышло. Взял на пробу анаэробный герметик от GEB. Пока подсобрал на нем полотенцесушитель. Завтра гляну, что получилось.
АПД: Куда-то делись все фотографии. Вечером перевыложу.