Какой флюс лучше для пайки алюминия
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
- быстрое действие;
- полное удаление оксида в зоне работы паяльником;
- способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
- Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
- Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
- Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
- Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).
На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Припой для пайки алюминия
Процесс пайки алюминия считается относительно сложным. Для работы с этим металлом нужно тщательно очищать поверхность, использовать высокоактивные флюсы, поддерживать температурный режим. Еще одной важной задачей является выбор подходящего припоя.
Алюминий очень прихотлив к виду сплава, с помощью которого осуществляется пайка. Связано это в первую очередь с моментальным образованием на его поверхности оксидной пленки. Теплоемкость, химические и физические свойства также играют свою роль. В результате паять алюминий с помощью стандартных ПОС любого номера очень сложно, а получить при этом прочное соединение вообще невозможно.
Выбор припоя зависит в первую очередь от используемого способа пайки. Алюминий можно паять в высокотемпературном и низкотемпературном режиме.
Высокотемпературный режим
Для твердой пайки используются припои с большим количеством алюминия в составе (более 50% от общей массы). Благодаря этому подобные припои отличаются высокой температурой плавления, которая превышает 500 градусов Цельсия. В отдельных марках это значение удалось снизить. Распространенные припои:
- российский 34А с температурой плавления 530-550 °C;
- американский HTS-2000 с температурой плавления около 400 °C;
- швейцарский Castolin 192 FBK с температурой плавления 440 °C;
- российский «Супер А+» с температурой плавления 400 °C.
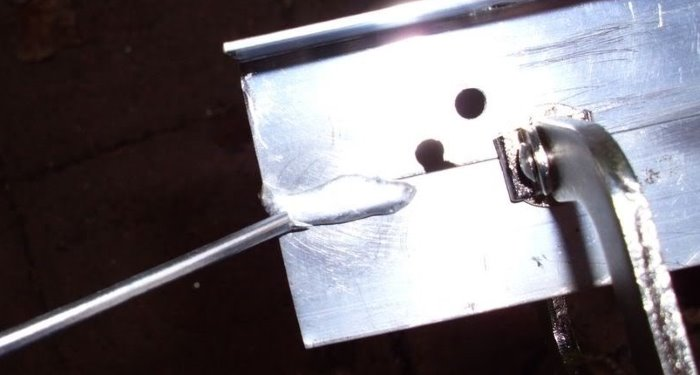
При высокотемпературном режиме используется внешний источник нагрева. Спаиваемые детали зачищаются и разогреваются до нужной температуры с помощью горелки. Здесь важно проявить сноровку и не расплавить сами алюминиевые элементы. При касании прутком точки нагрева, он плавится и равномерно растекается по поверхности. В расплавленном состоянии поверхность можно дополнительно зачищать для удаления оксидной пленки. После остается только дождаться полного остывания детали.
Низкотемпературный режим
Прогревать элементы с помощью горелки не всегда рационально и практично. Если соединению не требуется слишком высокая прочность на разрыв, используются низкотемпературный сплавы. Их температура плавления не превышает 300 градусов из-за использования олова и цинка в качестве основных компонентов состава. Сегодня на рынке наиболее распространены следующие марки мягких припоев:
- российский П250а из олова, цинка и меди;
- швейцарский припой Castolin 1827 из олова, цинка и кадмия.
Технология пайки с использованием перечисленных марок предполагает нагрев самого припоя. Для этих целей используется паяльник. В первую очередь тщательно зачищаем поверхность. Затем покрываем ее флюсом для алюминия (Ф-64, Ф-59А и Ф-61А, Ф-380 или А-214). После подносим к месту соединения разогретое жало паяльника и пруток припоя. Равномерно покрываем место припоем по мере выкипания флюса. Остужаем соединение и очищаем поверхность от продуктов распада флюса.
Таким образом, при использовании правильной марки припоя процесс пайки становится простым и эффективным. Достаточно правильно подобрать режим нагрева и следовать инструкции.
Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
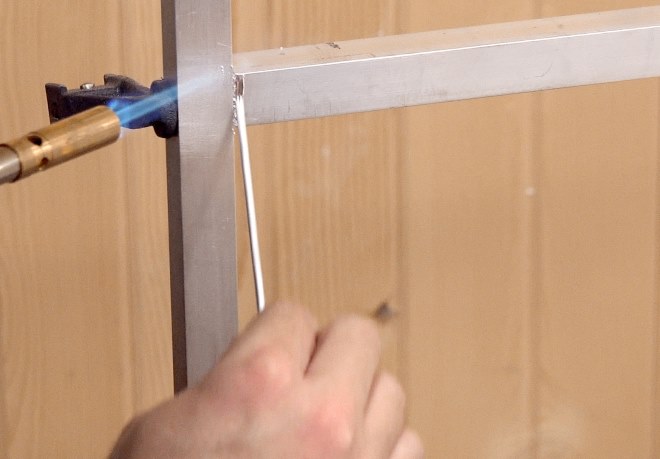
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
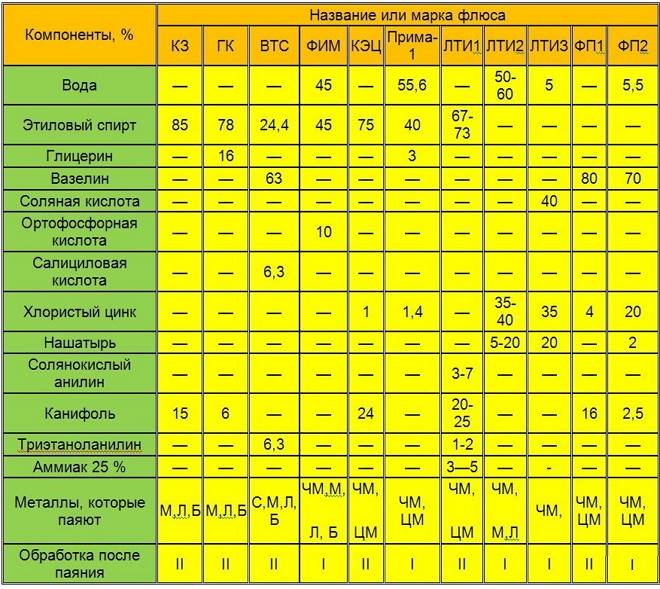
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
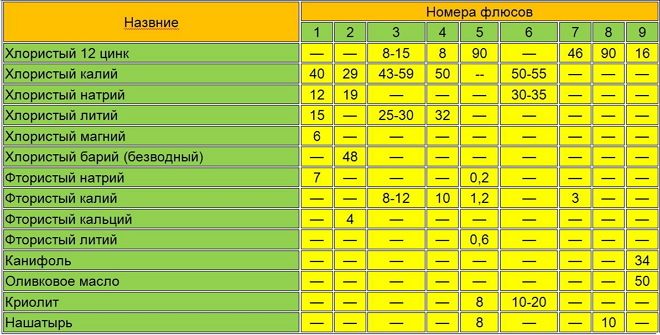
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Два способа пайки алюминия обычным паяльником
Пайка алюминия осуществляется с помощью оловянно-свинцового припоя. Но процесс осложняется тем, что алюминий трудно залудить. Чаще всего паяются алюминиевые плоские поверхности или алюминиевые провода к алюминию либо алюминий к меди. Причина плохой пайки алюминия связана с тем, что он сам по себе очень активный металл и на воздухе мгновенно покрывается очень тонким, но прочным слоем оксидной пленки, который защищает этот металл от атмосферных воздействий.

Даже если зачистить поверхность металла обычной наждачкой и попытаться ее залудить, то ничего не получится, потому что за считанные секунды металл покрывается той же самой оксидной пленкой.
Два распространенных способа пайки алюминия в домашних условиях
Есть 2 решения этой проблемы: либо зачищать металл под защитной средой, либо использовать специализированные флюсы. В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.

Для этого под поверхностью масла начинаем царапать поверхность металла, счищая оксидную пленку. При этом масло не дает кислороду проникать до металла, и он не окисляется.

Маленькую площадку можно очистить при помощи мощного паяльника, поскольку алюминий очень теплопроводный материал, и как только мы нагреваем поверхность, температура на ней начинает падать.

Поэтому берем оловянно-свинцовый припой и затираем его, но даже под слоем масла это сделать очень трудно, тем не менее такой способ все-таки является рабочим, если долго продолжать тереть. После того, как поверхность «залудилась», масло удаляем, и припаиваем медный провод.
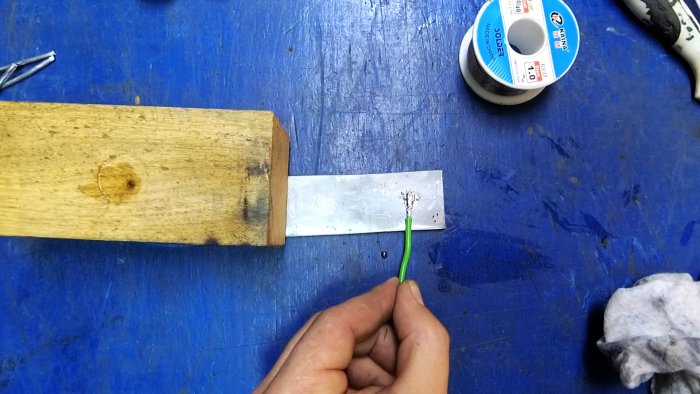
По второму варианту используем специализированный флюс для пайки по алюминию, в котором находятся все элементы, разъедающие оксидную пленку, и реагирующие с самим металлом, что облегчает пайку.

В данном случае это низкотемпературный припой, которым капаем на поверхность, и видим, что происходит шипение, т. е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.

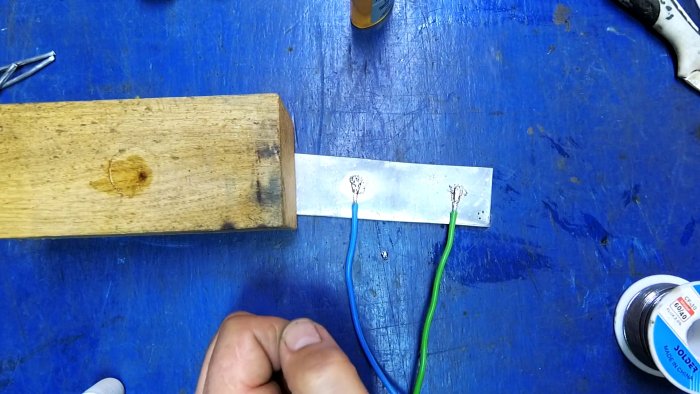
Теперь производим пайку проводов между собой. Отметим, что первый способ под маслом, не подходит для пайки проводов из-за неудобства места и очень трудной организации затирки. А вот флюс для пайки проводов – незаменимая вещь. Если пошло шипение, то лужение состоялось и соединение проводов внахлест произошло.


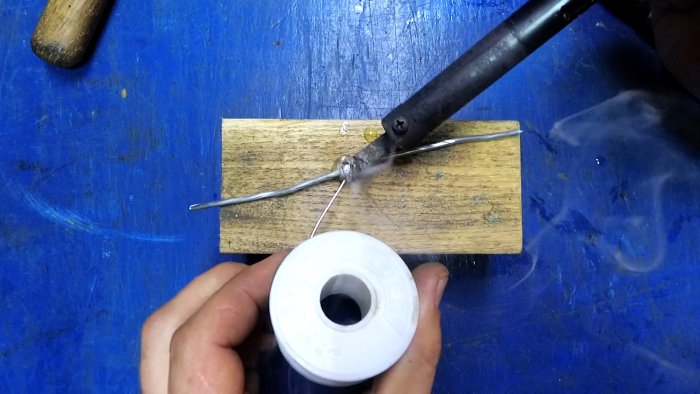
Далее попробуем соединить провода, когда конец одного провода закручивается в пружину и в него вставляется другой провод. Для их соединения контакт нужно залудить, поэтому покрываем его флюсом и запаиваем.


Проверим качество пайки. При первом и втором способе провода оторвались с трудом. Поэтому оба способа абсолютно работоспособны. Ими можно залудить алюминиевую поверхность, разве что первый способ подходит только для плоских поверхностей, а второй (с флюсом) для пайки проводов.