4.2. Условия работы полупроводниковых сварочных вентилей. Схемы включения
В сварочном производстве применяют в качестве силовых только полупроводниковые вентили на основе селена (типа ВС), германия (типа ВГ) и кремния (типа ВК). Они характеризуются следующими основными параметрами: проводимостью в прямом и обратном направлениях, допустимой плотностью выпрямленного тока на единицу активной поверхности вентиля, средним и максимальным значением прямого тока, величиной внутреннего падения напряжения U, максимального обратного напряжения Umax об, допустимой температуры перегрева, а также к.п.д., долговечностью и др.
Максимальные значения температуры, которые выдерживают р – п переходы без пробоя, следующие: у германия до 80 °С, у селена до 100 °С, у кремния до I25. 150 °С. Селеновые вентили значительно уступают кремниевым по плотности выпрямленного тока (JSe = 20. 30 А/см 2 , JSi = 60. 80 А/см 2 ) и по величине допустимого обратного напряжения (30. 40 В против 800. 1200 В у кремниевых вентилей). Селеновым вентилям свойственно старение» При эксплуатации, а также при хранении происходит увеличение внутреннего сопротивления вентиля в прямом направлении, что вызывает уменьшение тока. Кроме того, селеновые вентили имеют значительно больше размеры, нежели кремниевые. Последние дороже» уступают селеновым по сопротивляемости перегрузкам. Однако перечисленные выше недостатки селеновых вентилей способствовали преимущественному использованию в сварочных выпрямителях кремниевых вентилей. В настоящее время выпрямители на основе селеновых вентилей не выпускаются промышленностью.
Если в электрическую цепь включается диодный вентиль, то она становится нелинейной, а её проводимость – односторонней. Она пропускает прямой ток в направлении от сдоя р к слою п (рис. 4.2,а) лишь тогда, когда к аноду подведен положительный потенциал. Если подведенное напряжение синусоидально, то и прямой ток при положительной полуволне синусоидален (рис. 4.2,б). Когда проходит отрицательная полуволна (т.е. на анод подан отрицательный потенциал), в цепи протекает незначительный обратный ток. В это время вентиль считается закрыть». Влияние прилаженного напряжения на величину прямого и обратного тока кремниевого диодного вентиля показано на рис. 4.2,в.
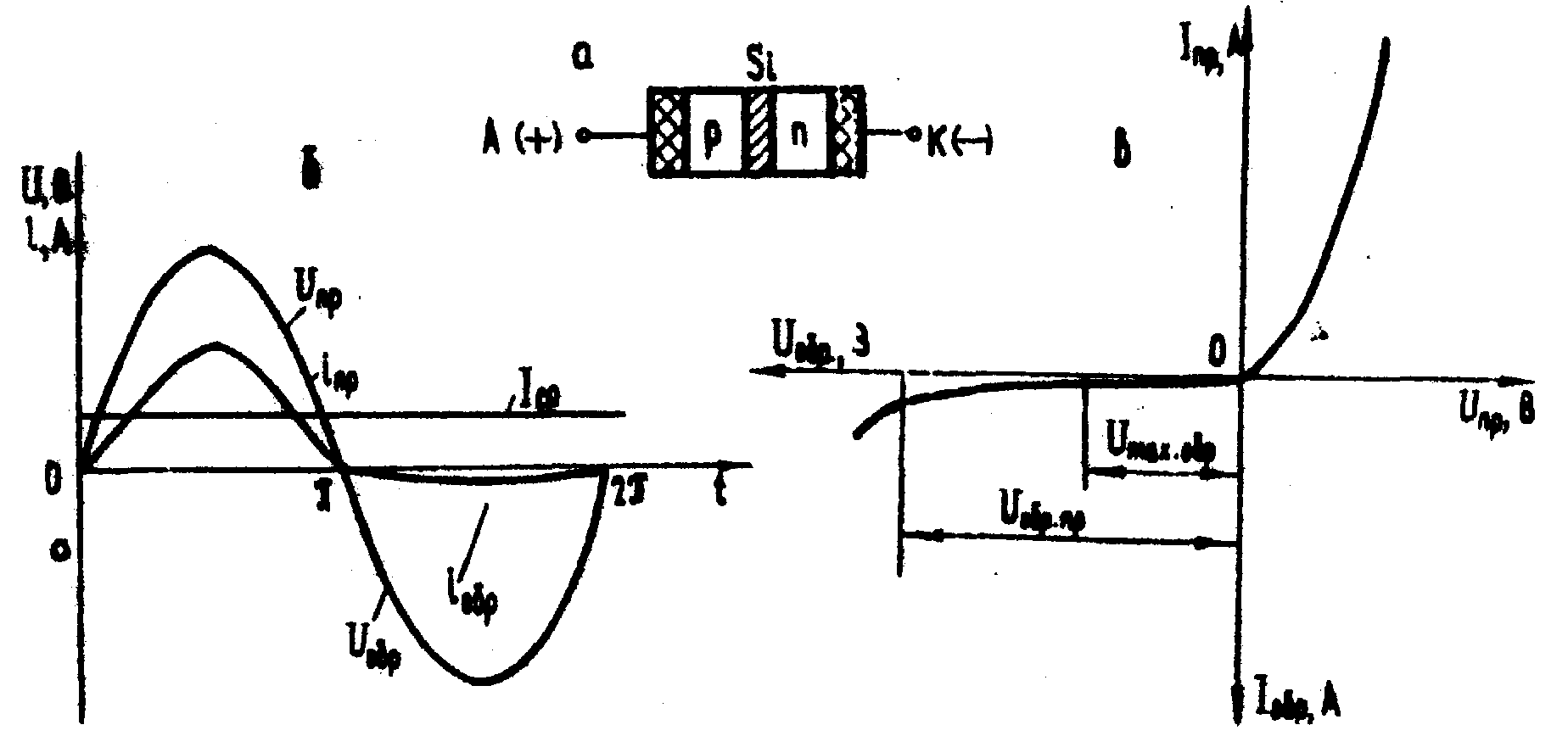
Рис. 4.2. Структурная схема (а), схема выпрямления (б) и вольт-амперная характеристика (в) неуправляемого кремниевого вентиля
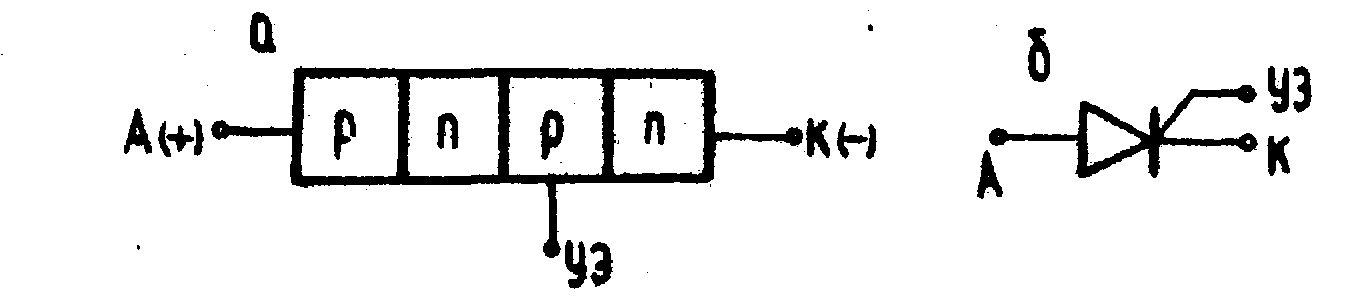
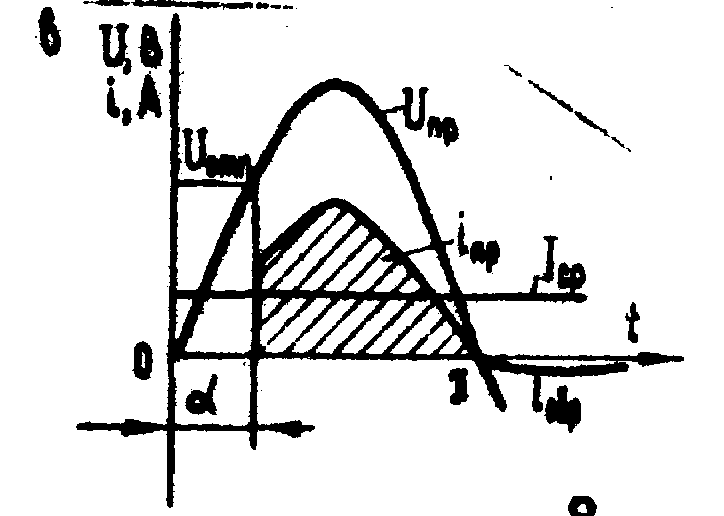
Рис. 4.3. Структурная схема (а), условное обозначение (б) и график изменения выпрямленного тока (в) управляемого кремниевого вентиля
В управляемом вентиле (тиристоре) имеется третий электрод, управляющий (рис. 4.3,б). Кремниёвый тиристор изготавливается на основе четырехслойного кристалла кремния (рис. 4.3,а). Для того, чтобы через тиристор в проводящий полупериод проходил прямой ток, необходимо на управляющей электроде иметь положительный потенциал, поданный от постороннего источника питания.
Выпрямление тока в тиристоре производится следующим образом. В первый момент прохождения положительной полуволны прямой ток незначителен, т.е. вентиль закрыт (рис. 4.3,в). Когда напряжение на управляющем электроде достигает значения напряжения отпирания Uom, тиристор отпирается. Происходит скачкообразный рост анодного тока до величины, определяемой характеристиками тиристора и схемой его включения. В дальнейшем изменение тока аналогично его изменению в диодном вентиле.
Изменяя величину Uom, можно регулировать угол отпирания . При увеличении cреднее значение выпрямленного тока уменьшается. Очевидно, что при = 0 прямой ток течет в течение всего проводящего полупериода, среднее значение выпрямленного тока имеет максимальную величину (как е неуправляемых кремниевых диодных вентилях). При = /2 (т.е. Uom = Umax) прямой ток протекает в течение от /2 до и среднее значение выпрямленного ток будет минимально. Таким образом, изменяя угол отпирания (управления) тиристора, можно легко управлять величиной выпрямленного тока в силовой цепи выпрямителя.
Максимальное обратное напряжение Umax ов (рис.4.2, в) кремниевых вентилей должно быть не более 60 % напряжения пробоя Uов пр. В противном случае может произойти пробой вентиля.
Внутреннее падение напряжения кремниевых вентилей составляет 0,5 В. Соотношение прямого и обратного токов примерно равно 10 4 . Поэтому в реальных выпрямителях обратный ток принимают равным нулю.
В выпрямительных установках вентили работают в условиях токовых перегрузок и перенапряжений.
Токовые перегрузки имеют место при сварке как плавящимся, так и неплавящимся электродами. При возбуждении дуги контактным способом, равно как и при замыкании дугового промежутка каплей переносимого жидкого металла, ток короткого замыкания может быть более чем в 1,5 раза выше номинального. Возбуждение дуги неконтактным способом с использованием осциллятора сопровождается возникновением пикового тока, который превосходит установившийся ток сварочного процесса в 4. 6 раз. Если возросший ток в течение длительного времени превосходит установившийся, то вследствие малой теплоемкости р-п переходов повышается их температура, и вентиль теряет свои выпрямляющие свойства.
Для предотвращения выхода из строя кремниевых вентилей применяют воздушное или водяное принудительное охлаждение выпрямительных блоков, которое предназначено для эффективного отвода тепла при тоновых перегрузках. И если повышенный ток длительное время превышает установившийся, то необходимо кремниевые вентили включать параллельно в таком количестве, чтобы плотность тока для каждого диода или тиристора составляла 60. 80 А/см 2 .
Перенапряжение вентиля (анод – катод) появляется вследствие индуктирующихся э.д.с. самоиндукции при их переходе от проводящего к непроводящему состоянию. Перенапряжения связаны с наличием индуктивности в сварочной цепи. Их величина может значительно превосходить максимальное обратное напряжение, что и является причиной пробоя р-п переходов вентилей в непроводящий полупериод их работы.
Для предотвращения пробоя вследствие перенапряжений параллельно вентилю включают RС – цепь. Её назначение состоит в том, чтобы при нарастании э.д.с. самоиндукции на клеммах анод -катод в непроводящий полупериод заряжать конденсатор С, а в проводящий полу период возвращать вентилю через сопротивление R запасенную энергию в направлении прямого тока. Кроме того, для борьбы с перенапряжениями вентили включают последовательно. Здесь легко добиться, чтобы перенапряжение не превышало установленного значения максимального обратного напряжения диода или тиристора.
Следует иметь ввиду, что кремниевые вентили могут иметь технологический разброс по параметрам. При параллельном или последовательном их включении может произойти перегрузка одних и недогрузка других вентилей. Поэтому перед сборкой в выпрямительный блок необходимо произвести проверку их характеристик и отобрать такие, которые имеют одинаковые или очень близкие показатели.
Сварка металлов
Deprecated function: The each() function is deprecated. This message will be suppressed on further calls в функции menu_set_active_trail() (строка 2396 в файле /home/nhlstar/domains/svarkametallov.ru/public_html/includes/menu.inc).
Устройство сварочного выпрямителя
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента

Рис. 19. Трехфазная схема выпрямления переменного тока:
а — схема включения. б — выпрямленный ток внешней цепи; 1-6 — полупроводниковые вентили (диоды)
(вентиля) служат селен и кремний. Сварочные выпрямители выполняют в большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения (рис. 19) и более равномерной загрузке трехфазной сети.
Выпрямитель ВД-306
Одним из распространенных является сварочный выпрямитель ВД-306. Он состоит из понижающего трехфазного трансформатора с подвижной обмоткой, блока вентилей и устройства, регулирующего сварочный ток. Трансформатор выпрямителя имеет два диапазона регулирования сварочного тока; малых токов — при включении обмоток трансформатора звездой и больших токов — при включении треугольником. Первичная обмотка сварочного трансформатора выпрямителя ВД-306 подвижная, катушки вторичной обмотки закреплены в верхней части сердечника. Сварочный выпрямитель имеет три панели с зажимами для присоединения к ним электрических проводов. Две из них предназначены для подключения проводов сети и сварочных проводов, третья — для переключения диапазонов сварочного тока.
Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности. При прямой полярности изделие присоединяется к зажиму « + » выпрямителя, а электрод — к зажиму «-»; при обратной полярности — наоборот.
Включение сварочного выпрямителя ВД-306 осуществляется пакетным выключателем ПВ.
Классификация и устройство сварочных выпрямителей

Сварочный выпрямитель — это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения.
Выпрямители, регулируемые трансформатором , имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные.
Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.)
В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды).
Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП. У выпрямителя ВД-306: защита по току электромагнитная, срабатывает при превышении допустимого тока в 1,5 раза.

Рис. 1. Сварочный выпрямитель ВД-306
В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, мало отличаются от описанных здесь — Классификация и устройство сварочных трансформаторов.
Основное отличие в том, что трансформаторы для сварочных выпрямителей выполняются трехфазными. Это не только обеспечивает равномерное нагружение фаз питающей сети, но и снижает пульсацию выпрямленного тока.
Распространенным элементом сварочного выпрямителя является дроссель . Если он располагается между электрододержателем и блоком выпрямителей (на участке сварочной цепи, где протекает постоянный ток), то служит для ограничения скорости нарастания тока короткого замыкания, т.е. для уменьшения разбрызгивания при сварке.
Если дроссель располагается между силовым трансформатором и блоком выпрямителей (на участке сварочной цепи, где протекает переменный ток), то он служит для регулировки сварочного тока или выходного напряжения.
Выпрямительные блоки собираются из силовых диодов. В отличие от проводников электрического тока, которые одинаково хорошо проводят ток как в одном, так и в другом направлении диоды пропускают ток только в одном направлении. Управлять величиной тока с помощью диода невозможно.
Помимо диодов в сварочных выпрямителях используются тиристоры. С помощью тиристора можно управлять током. Однако возможности управления ограничены. Тиристор нельзя выключить раньше, чем напряжение на основных электродах упадет до нуля. Поэтому тиристоры называются «не полностью управляемыми полупроводникам». Полностью управляемыми полупроводниками являются транзисторы (триоды), но применение таковых в сварочных источниках ограничено.
Полупроводниковые элементы следует предохранять от перегрева. Поэтому диоды и тиристоры помещают в радиаторы, которые принудительно охлаждают потоком воздуха от вентилятора.
В сварочных цепях благодаря ЭДС самоиндукции иногда возникают пики напряжения (перенапряжения), которые могут вызвать пробой полупроводника в обратном направлении. Для предупреждения этого полупроводники шунтируются R — С цепью . При появлении на выводах полупроводника повышенного напряжения происходит заряд конденсатора, а затем его разряд через полупроводник в прямом направлении.
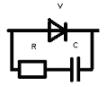
Рис. 2. Схема защиты полупроводника от индукционного напряжения
В сварочных выпрямителях полупроводниковые элементы собираются в виде различных схем. Подразделяется на 1- и 3-х фазное выпрямление.
Однофазные схемы выпрямления применяются в цепях управления, где потребляемая мощность невелика, поэтому, используя сглаживающие емкостные фильтры, можно получить на выходе напряжение близкое к постоянному.
Трехфазные схемы выпрямления
В сварочных выпрямителях обычно используют трехфазные схемы выпрямления, которые обеспечивают значительно меньшую пульсацию выпрямленного тока по сравнению с однофазными схемами.
Трехфазная мостовая схема выпрямления Ларионова
В трехфазных выпрямителях блоки из диодов чаще всего выполняют по мостовой схеме. В этом случае пульсация выпрямленного напряжения составляет 300 Гц.
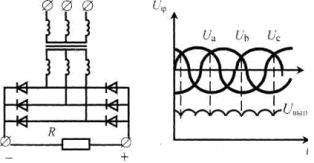
Рис. 3. Трехфазная мостовая схема выпрямления Ларионова (а), фазное и выпрямленное напряжение (б)
Работа схемы: В анодной группе включаются вентили с самым высоким потенциалом фазы, а в катодной наоборот. В любой момент времени открыты вентили, соединенные с фазами с самым большим положительным и с самым большим отрицательным потенциалами. Причем каждый вентиль одной группы в течении трети периода работает поочередно с двумя вентилями другой группы
В сварочном оборудовании эта схема применяется практически во всех выпрямителях для ручной дуговой сварки с номинальным током до 500А.
Кольцевая трехфазная схема выпрямления
Для ее реализации трансформатор выпрямителя должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. При этом пульсация выпрямленного напряжения составляет 300 Гц.
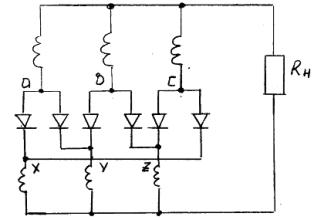
Рис. 4. Кольцевая трехфазная схема выпрямления
Работа схемы: В этой схеме при переключении вентиля переключается и одна из двух обмоток в цепи выпрямления. Причем каждая обмотка одной группы в течении трети периода работает поочередно с двумя обмотками другой группы.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока.
Шестифазная схема выпрямления с уравнительным реактором
Для ее реализации трансформатор выпрямителя также должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. Кроме того, для обеспечения параллельной работы на нагрузку одновременно двух фаз требуется еще уравнительный реактор – симметричный дроссель.
Шестифазная схема выпрямления с уравнительным реактором
Работа схемы: Для каждой звезды включаются вентили с самым высоким положительным потенциалом фазы аналогично трехфазной нулевой схеме. Без уравнительного реактора получается шестифазное выпрямление с работой каждой фазы и вентиля 1/6 периода.
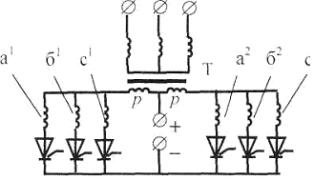
Рис. 5. Шестифазная схема выпрямления с уравнительным реактором
Такая схема применяется в выпрямителях большой мощности (1000 А и больше) прежде всего при питании низковольтной нагрузки.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока, а также дополнительный дроссель.
Сварочные выпрямители регулируемые трансформатором
Падающая характеристика у сварочных выпрямителей получается различными способами. Наиболее простой состоит в том, что сварочный выпрямитель комплектуется силовым трансформатором с падающей характеристикой. По такому принципу сконструирован сварочный выпрямитель ВД-306.
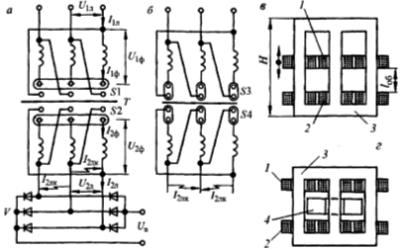
Рис. 6. Сварочный выпрямитель управляемый трансформатором с увеличенным рассеянием: а, б — электрические схемы, в, г — конструкция трансформаторов.
В него входят силовой трансформатор с подвижными катушками или шунтом, выпрямительный блок и пускозащитная аппаратура. Грубая регулировка тока осуществляется одновременным переключением первичной и вторичной обмоток со схемы «звезда» (λ / λ) на «треугольник» (∆ / ∆). В первом случае устанавливается ступень малых токов, а во втором — больших. В пределах каждой ступени плавное регулирование тока производится изменением расстояния между первичной и вторичной обмотками.
Выпрямительный блок собран на кремниевых диодах, которые принудительно охлаждаются вентилятором. Включение выпрямителя в работу и выключение производятся магнитным пускателем.
Защитная аппаратура не позволяет включать выпрямитель, если на диоды не поступает воздушный поток, а так же если вышел из строя один из диодов или произошел пробой сетевого напряжения на корпус. Описанная пускозащитная аппаратура является традиционной для сварочных выпрямителей.
Сварочные выпрямители рассмотренного типа просты в изготовлении и эксплуатации. Их недостатки — в отсутствии стабилизации режима при изменении напряжения сети и невозможности дистанционного управления.
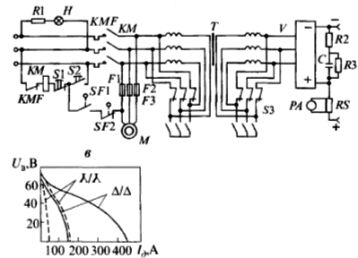
Рис. 7. Электрическая принципиальная схема сварочного выпрямителя ВД-306
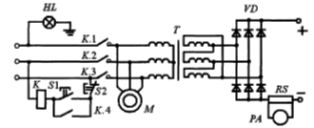
Рис. 8. Электрическая принципиальная схема сварочного выпрямителя ВД-313
Сварочные выпрямители регулируемые тиристорами
Тиристорные выпрямители помимо трансформатора и блока вентилей содержат в силовой цепи фильтр-дроссель, а в системе управления датчики и электронные блоки.
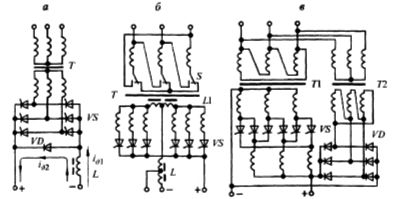
Рис. 9. Схемы тиристорных сварочных выпрямителей: а — с трехфазной мостовой, б — с шестифазной с уравнительным дросселем, в — с кольцевой схемой выпрямления
Сварочные выпрямители регулируемые дросселем насыщения
Для получения падающих характеристик в сварочных выпрямителях используются также дроссели насыщения. Дроссель, представляющий собой индуктивное сопротивление, располагают между силовым трансформатором и выпрямительным блоком. Силовой трансформатор в выпрямителе имеет жесткую внешнюю характеристику. Падающая же характеристика выпрямителя обеспечивается за счет индуктивного сопротивления дросселя.
Многопостовые сварочные выпрямители
Сварочные выпрямители с жесткими внешними характеристиками используются для многопостовой сварки — полуавтоматической и ручной. В первом случае в них предусматривается возможность регулировки выходного напряжения, а во втором — нет. Таким образом, многопостовой сварочный выпрямитель является наиболее простым по конструкции.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Выпрямители сварочные
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили — дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
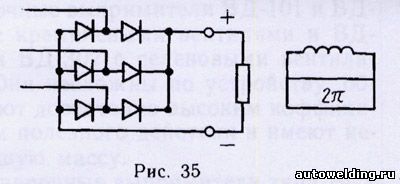
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120. 1000 А, транзисторные источники питания — 15. 300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных — блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20. 100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
Однопостовые универсальные сварочные выпрямители обеспечивают возможность получения как жесткой, так и падающей внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и сварки под флюсом.
Многопостовой выпрямитель снабжает энергией несколько сварочных постов для ручной дуговой сварки. Эти выпрямители, изготовляемые на кремниевых вентилях, отличаются высоким КПД, хорошими энергетическими показателями, бесшумностью работы, малыми габаритными размерами и небольшой массой. Они рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40 °С. Обычно подобные выпрямители имеют жесткую внешнюю характеристику. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат. Преимущества многопостовых систем связаны с небольшой начальной стоимостью оборудования, простотой обслуживания, высокой загрузкой и экономичностью. Основной недостаток связан со значительными потерями энергии в реостатах, снижающих КПД сварочных постов. В последние годы освоено производство выпрямителей, имеющих звено повышенной частоты – инвертор. Включение высокочастотного звена в структуру источников сварочного тока позволяют существенно снизить их массу и габариты, повысить КПД и коэффициент мощности, обеспечить широкие пределы регулирования параметров режима и хорошие сварочные свойства.
Источник: Геворкян В.Г. Основы сварочного дела
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992