Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.

и припой c флюсом внутри:

- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
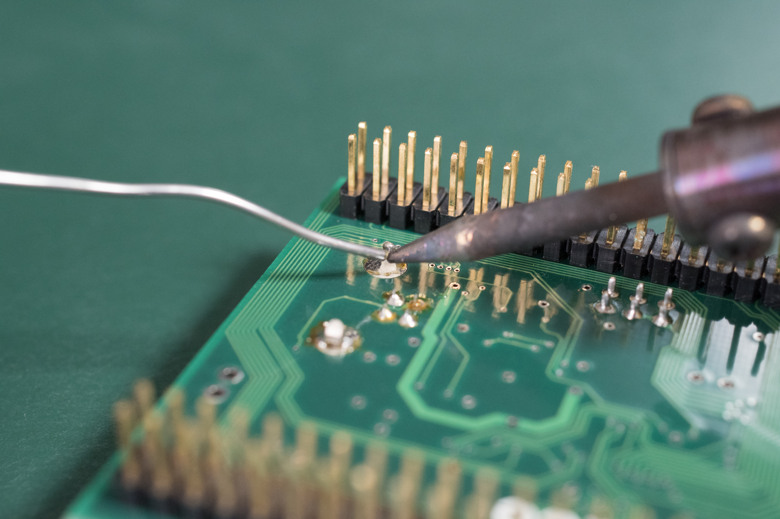
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
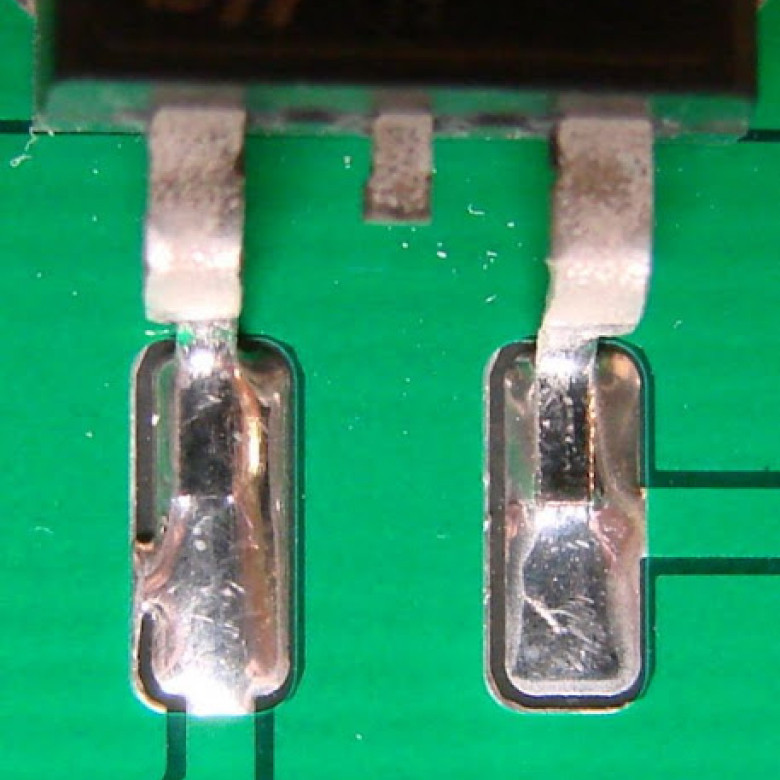
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
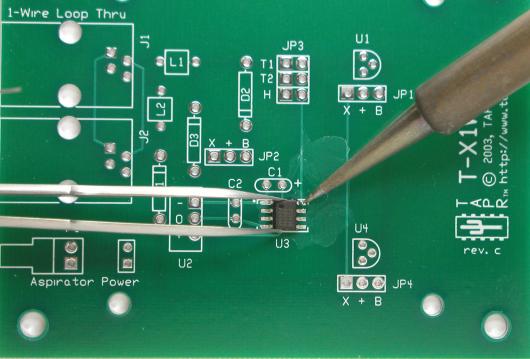
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

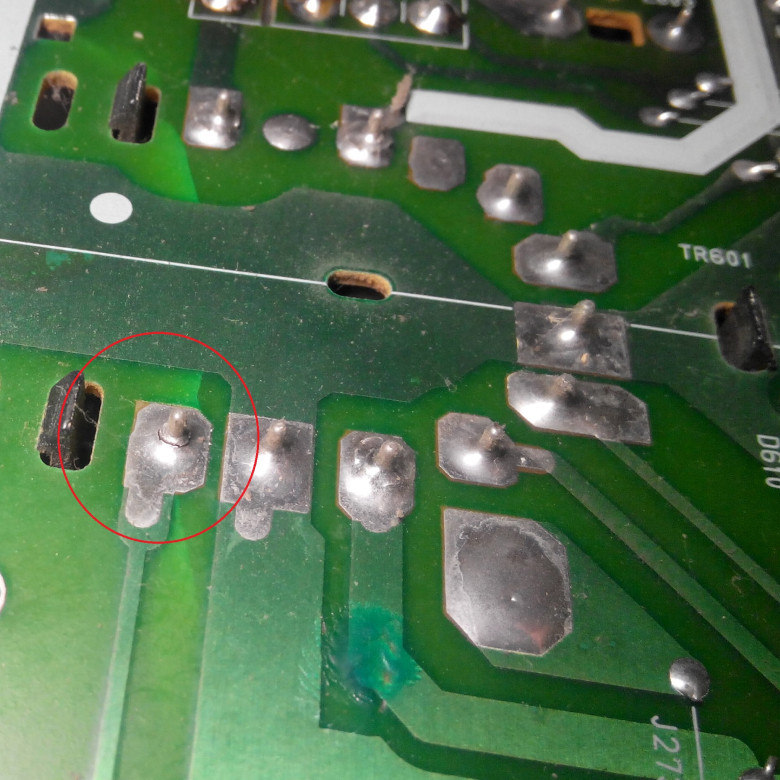
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

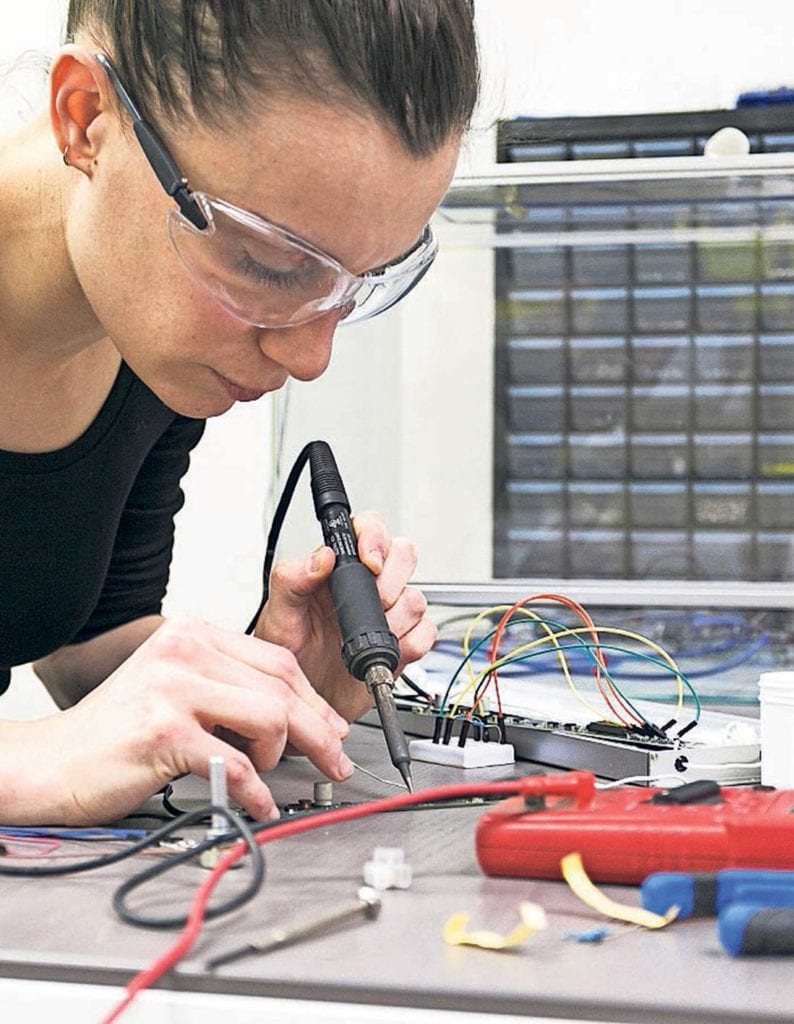
Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Курс ручной пайки для начинающих

С нами вы узнаете о процессе пайки и о том, как использовать специальные инструменты и материалы. Мы научим вас навыкам, которые необходимо использовать при выполнении соответствующих задач. Кроме того, мы предлагаем индивидуальный подход к каждому студенту и предоставляем все полезные инструменты и принадлежности. Мы также предоставим вам учебные материалы, содержащие подборку важной информации, которая может быть особенно полезна для ваших первых самостоятельных попыток пайки.
Формат курса
Обучение проводится на электронной платформе (теоретические занятия) и на семинарах на месте. По запросу, по предварительной договоренности, возможен курс выходного дня, что позволяет совмещать обучение с работой и учебой. Стоит отметить, что мы стремимся к тому, чтобы слушатели нашего курса для начинающих паяльщиков получили максимальную отдачу от обучения. Поэтому активность участников приветствуется. В частности, мы приглашаем вас:
- Активное участие в занятиях (задавать вопросы, делиться собственными мыслями и опытом),
- Ознакомьтесь с учебными материалами, предоставляемыми на курсе,
- Самостоятельная работа (дополнительные публикации, рекомендованные в ходе курса),
- Выполнять предписанные задания.
Программа курса
В программе, включающей теоретические и практико-технические занятия, вы найдете такие темы, как:
- Теория основ пайки,
- Ремонт в области электроники,
- Типы паяльников и способы их использования,
- Основные ошибки при пайке (на конкретном примере),
- Пайка — практика,
- Ремонт кабелей (создание паяных соединений и пайка),
- Правила охраны труда и техники безопасности i СИЗ.
Зачем участвовать в тренинге?
Для паяльных работ курс предлагает множество ощутимых преимуществ и возможностей:
- Приобретение теоретических знаний по основам пайки,
- Освоение операций пайки на практике,
- Обмениваться опытом с другими людьми, имеющими схожие мотивы и интересы,
- Совершенствование своих навыков,
- Приобрести большую уверенность в выполнении эффективных паяльных работ дома и в мастерской.
Несколько слов о пайке
Пайка — это вид технологии, используемый для соединения металлических компонентов с помощью так называемого припоя. Припой — это металлическое вещество и связующее в процессе пайки. Температура плавления припоя должна быть значительно ниже температуры плавления соединяемых материалов. Считается, что первые методы пайки существовали еще в Древнем Египте. По мере развития цивилизации эти техники не только совершенствовались, но и разрабатывались новые методы пайки. Сегодня пайка используется во многих отраслях промышленности и в быту. Рабочие любят использовать это занятие при соединении проводов или ремонте различных электронных устройств, например, компьютерных компонентов. Конечно, пайка требует навыков, позволяющих избежать ошибок, таких как:
- Образование пузырьков воздуха в паяном соединении,
- Неправильное расположение спаянных компонентов из-за неконтролируемого движения,
- Неправильное количество связующего вещества,
- Растрескивание паяного соединения,
- Неподходящая форма разъема,
- Явление так называемой холодной пайки,
- Попадание несанкционированных веществ извне в конструкцию шва,
- Использование неправильного скоросшивателя,
- Несоответствующая температура выполняемой пайки,
- Выбор неправильного метода пайки.
При этом следует остерегаться спешки и помнить о точности и аккуратности, поскольку цель пайки — получить качественное соединение.

Возможно, вам также будет интересно узнать, что мы предлагаем продвинутый курс. Он предназначен для тех, кто уже прошел курс для начинающих и хочет углубить свои знания и приобрести новые навыки работы с паяльником. Если вы хотите еще больше повысить свою профессиональную квалификацию, мы рекомендуем вам ознакомиться с деталями нашего продвинутого курса пайки.
Приглашаем вас принять участие в наших курсах
Мы являемся компанией, которая работает в сфере обучения уже 15 лет. Нашим преимуществом является обширный опыт в организации учебных курсов, предназначенных как для частных лиц, так и для институциональных организаций. Для того чтобы предоставить нашим студентам наилучшие условия для приобретения и совершенствования компетенций, мы сотрудничаем с лекторами и преподавателями, которые отличаются экспертными знаниями, профессионализмом и большим дидактическим опытом в области методов пайки.
Мы приглашаем вас принять участие в солидном и конкретном учебном курсе по разумной цене. Если вас заинтересовало наше предложение по обучению основам пайки, свяжитесь с нашим консультантом и запишитесь на обучение.

РЕГИСТРАЦИЯ: +48 504 477 077
См. также:
- Курс резки кислородно-ацетиленовым резаком
- Получение квалификации по сварке оптоволокна
- Волоконно-оптическая сварка
- КВАЛИФИКАЦИЯ СВАРЩИКА — ПЕРСОНАЛЬНЫЙ ТРЕНИНГ
Пайка для начинающих
В этой статье приводятся рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы. Для начала разберемся с процессом пайки. Пайка это процесс образования механического и электрического контакта между металлическими поверхностями, способного выдерживать значительные механические нагрузки. Пайка образуется при высоких температурах (от 180 до 250°С) спаиваемых поверхностей и расплавленного олова. Для качественной пайки недостаточно нагреть одну поверхность с оловом и прислонить к ней другую: обязательное условие образования надежного контакта — равные температуры спаиваемых поверхностей. Естественно что добиться этого можно только при помощи верно подобранного инструмента. Важное замечание: низкая температура жала паяльника приведет к размягчению припоя но не к его расплавлению. Результат — холодная пайка (узнать можно по зернистой структуре контакта). Перегретое жало — чрезмерное выпаривание припоя. И тот, и другой дефект приводит к рассыпанию / расслоению контакта через некоторое время эксплуатации. Не нужно забывать и о предельных температурах электронных компонентов: пайка при температуре ~ 250°С не должна проходить более 10 сек. Это уже закон проверенный временем: интегральные компоненты можно запросто пережечь. Подводя итог выше сказанному определим требования для паяльного оборудования радиолюбителя:
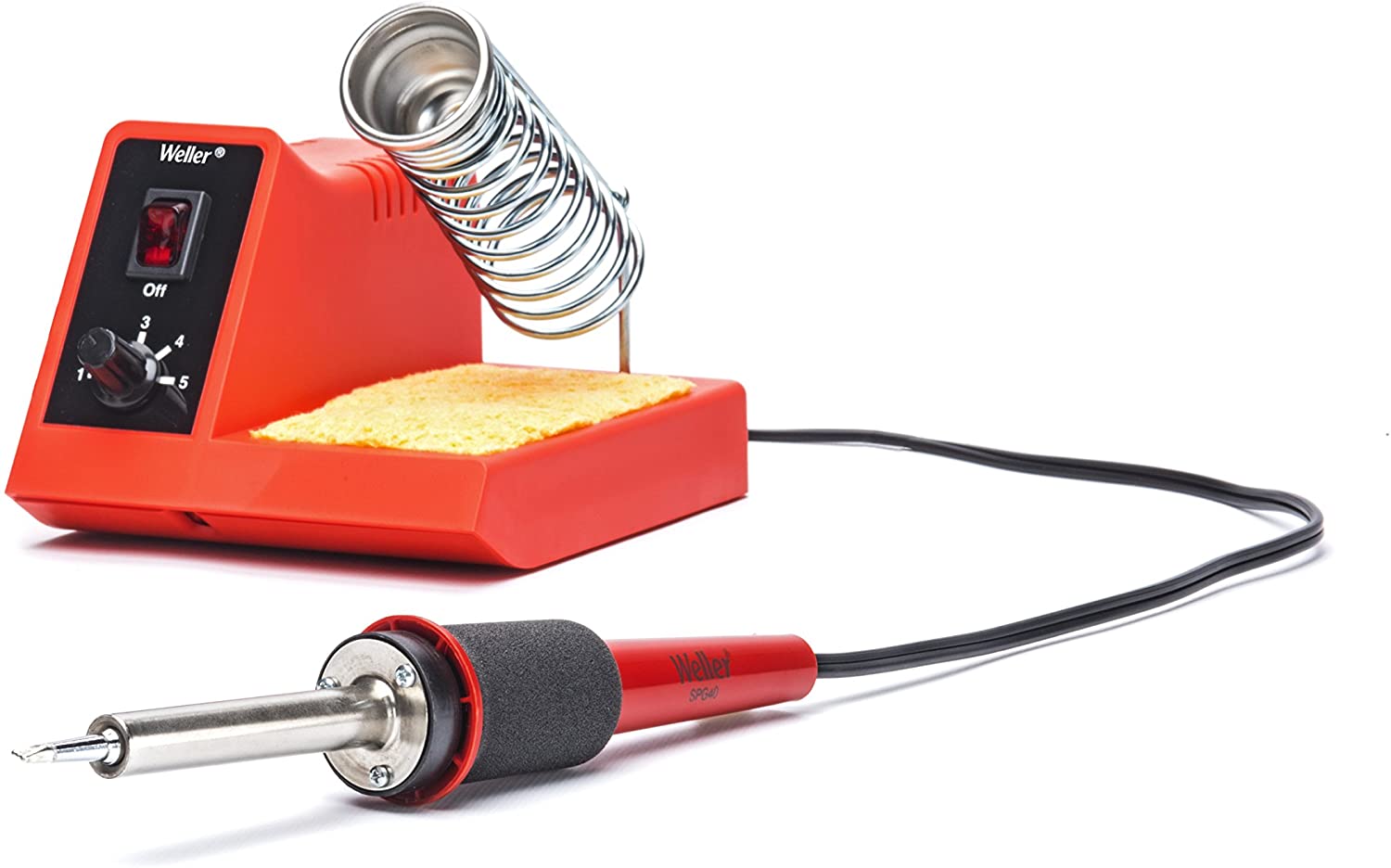
1. Желательно приобретать не просто паяльник, а паяльную станцию. Скажете дороже? Да, но не на много. Цены на хорошие паяльные станции начинаются от 800 руб. Дороже чем паяльник на радиорынке? Но зато какие преимущества: регулируемый диапазон нагрева (вероятность пережечь компоненты спадает на нет); поддержание постоянной температуры жала (жало не перегорает — снижаются затраты на расходники); важная особенность всех паяльных станций — наличие подставки под паяльник (вещь необходимая) и ванны для очистной губки — не захотите покупать станцию будете искать эти вещи отдельно.
2. Мощность паяльника вещь во многом определяющая качество пайки. При пайке печатных плат вполне достаточно паяльника с мощностью 25-40 Вт. Лично я уже 10 лет пользуюсь станциями с мощностью 40 Вт и не знаю проблем. Конечно при пайке проводов сечением в 10 мм : вам и 100 Вт будет мало — но здесь речь идет о пайке плат.
3. Напряжение питания — на территории России стандартом является напряжение 220 ±10% В, 50 Гц. Хотите паять подключаясь к сети электропитания — покупайте паяльник / станцию с таким питанием. Для пайки в автомобиле или в местах где сложно найти розетку можно найти паяльник с питанием 12/18/24 В или газовые паяльники.
4. Важный параметр при пайке плат — форма жала. Сейчас для паяльников / станций предлагается широкий ассортимент жал — лопатка, конус, игла и т.д. Какое выбирать дело ваше: каждому удобно паять тем чем он привык. Я пользуюсь лопатками разных размеров.
5. Немаловажный параметр — стойкость жала. Вы можете найти термостойкие жала которым не страшен длительный перегрев. Удобно, но дорого.
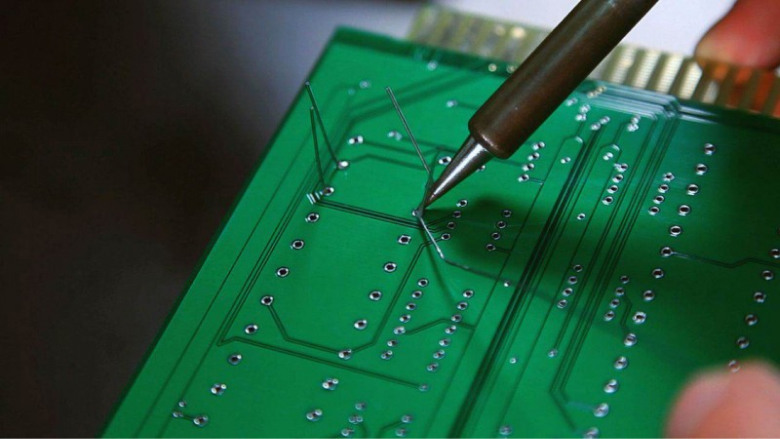
6. Нельзя не упомянуть о антистатических паяльных станций. Если вы готовы выложить более 100$ за паяльную станцию — вы получите антистатическую защиту (полезно при пайке полевых элементов и других капризных бяк). Нет таких денег — не расстраивайтесь — можно самостоятельно доработать станцию / паяльник: заземление жала в большинстве случаев помогает. Это конечно не та антистатика, которая есть в навороченных станциях, но помогает не хуже. Ну как, обзавелись паяльным оборудованием? Следующий шаг — расходные материалы. Вам понадобится флюс — для удаления окислов с контактных площадок плат и выводов компонентов и припой. Выбор флюса — отдельный вопрос. Ваш дедушка паял с канифолью — снисходительно улыбнитесь — раньше другого не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Главный недостаток — при высоких температурах удаляется не только оксид металла — удаляется и сам металл. Посмотрите на жало дедушкиного паяльника — все в рытвинах, черное и с зазубринами. Это действие канифоли. Другой главный недостаток — очистка платы после пайки с канифолью большая проблема. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым). Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводниками возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования. Выбор припоя. Дедушка порекомендовал вам оловянный прут сечением 10 мм? Еще раз улыбнитесь. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5-2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки. Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Активатор жала. Активатор жала или TipCleaner продается в очень маленьких баночках. Он необходим для увеличения срока службы жала паяльника. Перед каждой пайкой и после неё (имеется в виду в начале и в конце работы) опустите жало в эту баночку. На нем образуется защитное покрытие, препятствующее образованию нагара. Ну что, готовы к пайке? Последнее что вам нужно — ручной инструмент: нож, кусачки, пассатижи. Если в процессе работы понадобится что еще — поймете сами. Перед тем как паять плату необходимо подготовить рабочее место: позаботьтесь о емкости с низкими бортами и достаточно большой площадью для мусора — откусанных выводов и снятой оплетке. Очень хорошо подходит пластиковая одноразовая тарелка (не стоит касаться её жалом разогретого паяльника:). Позаботьтесь и об освещении — свет должен падать на плату так, чтобы рука с паяльником не закрывала его. Теперь вы настоящий ПАЯЛЬЩИК (правда, еще не опытный, но это наверстывается). Прежде чем приступить к пайке разберитесь с платой. Если вы делали её самостоятельно — скорее всего она без паяльных покрытий: голая медь. Перед пайкой все контактные площадки придется облудить: покройте их флюсом и нанесите олово паяльником так, чтобы не закрыть отверстия в плате. При правильно подобранной температуре и хорошем флюсе, олово с жала паяльника само «обтечет» всю контактную площадку, как только вы её коснетесь. Не стоит брать на жало паяльника огромные капли олова: касаетесь жалом прутка и через секунду на жале будет необходимое количество. Плата, покрытая оловом — промышленное изготовление — избавляет от этой работы, но и стоит соответственно. Плата готова? При необходимости удалите остатки флюса и можете приступать к пайке. Одна из основных ошибок начинающих радиолюбителей — компоненты паяют, а потом откусывают лишнюю длину ножек. При этом качественного контакта добиться сложно — повышенный теплоотвод и усложненный доступ жала к месту пайки только ухудшают образование надежного соединения. Формуйте выводы компонентов и обрезайте их перед пайкой. Как я уже отмечал — при правильной технологии олово будет «обтекать» контакт самостоятельно. Обращайте внимание на состояние выводов компонентов: серые матовые выводы — окисленные. Придется лудить с флюсом. Будьте осторожны — можно пережечь компонент. Хотите избежать неприятностей — покупайте компоненты в радиоэлектронных магазинах — там они правильно хранятся.
Теги:
 none
none  Опубликована: 2005 г.
Опубликована: 2005 г.  0
0  0
0
![]()
 Вознаградить Я собрал 0 1
Вознаградить Я собрал 0 1
Оценить статью
- Техническая грамотность
Оценить Сбросить
Средний балл статьи: 4.4 Проголосовало: 1 чел.
Учимся паять
Паять или не паять? Ну конечно же паять! А если вы не умеете, то эта статья именно для вас – в ней мы рассмотрим основные моменты при пайке, с которыми придется столкнуться новичкам. Поехали!
- Основное оборудование для пайки
- Вспомогательные приспособления для пайки
- Как залудить жало паяльника?
- Как правильно паять?
- Пайка проводов
- Пайка радиокомпонентов на плату
Основное оборудование для пайки
Перед тем как приступить к пайке, необходимо определиться с тем, есть ли у вас все необходимое. Для пайки вам понадобятся в первую очередь основные инструменты и аксессуары – без них просто никак:
- Паяльник
- Припой
- Флюс
- Лента для выпайки
Рассмотрим более подробно, на что необходимо обратить внимание при выборе паяльника, припоя, флюса и ленты для выпайки.
Паяльник
Ассортимент паяльников на современном рынке просто впечатляет! Если информацию о качестве и надежности паяльника можно получить из отзывов, то об основном критерии выбора – мощности паяльника – мы вам расскажем тут. Зависимо от сферы применения все паяльники можно разделить на такие группы:
- 30-40 Вт – паяльник для радиодеталей;
- 60-70 Вт – универсальный паяльник;
- 80-100 Вт – паяльник для массивных деталей и толстых проводов.

У вас будет мощный паяльник, который будет хорошо справляться с бессвинцовыми припоями, пайкой проводов и обычной пайкой. А благодаря регулировке температуры вы сможете минимизировать вероятность перегревания радиоэлектронных компонентов при пайке на платах.
Припой
С припоями все немного проще. Условно их можно разделить на 2 группы:
- свинцовые припои;
- бессвинцовые припои.
Бессвинцовые припои обеспечивают более прочное соединение в сравнении с обычными свинцовыми. Хотя на практике этого практически не заметно. А вот паять новичкам бессвинцовыми будет сложнее, поскольку у них выше температура плавления, они плохо растекаются и требуют использования дорогих флюсов.
Поэтому идеальным решением будет использование традиционных оловянно-свинцовых припоев. В зависимости от типа пайки они имеют разное соотношение свинца и олова.
| Олово (Sn) % | Свинец (Pb) % | Температура плавления | Назначение | Вязкость |
|---|---|---|---|---|
| 63% | 37% | 183 | Точная пайка | Низкая |
Но как показывает практика, наиболее распространено использование припоя ПОС-60 и его аналогов. Температура плавления этого припоя составляет 183-188 °C, что дает возможность паять паяльниками любой мощности. При помощи него вы сможете выполнять практически все паяльные работы.
Также рекомендуем иметь в запасе немного сплава Розе. Это легкоплавкий припой с температурой плавления 90-100 °C. Он очень полезен при проведении демонтажа радиоэлектронных компонентов, которые чувствительны к перегреву, а также им хорошо лудить контакты на платах.

Флюсы
Для хорошей качественной пайки необходимо использовать флюс. В состав большинства современных припоев флюс уже входит. Но для снятия оксидной пленки с поверхностей, которые вы будете паять, их нужно дополнительно покрыть флюсом. Это обеспечит равномерное растекание припоя и улучшит процесс лужения.
Условно все флюсы можно разделить на 3 типа:
- Нейтральные флюсы
- Среднеактивные флюсы
- Активные флюсы
Нейтральные флюсы удобны в пользовании и в большинстве не требуют смывания. Идеально подходят для обычной пайки, а также для пайки SMD и BGA-компонентов. Продаются в жидком виде или в виде пасты.

Среднеактивные имеют широкое применение как при пайке окисленных поверхностей, так и при обычной пайке и пайке электронных компонентов. Большинство также не требует смывания, поскольку активные свойства проявляются только при определенной температуре, например 150 °C, и при остывании до комнатной температуры утрачиваются. В отличие от нейтральных флюсов, они обеспечивают стойкую к коррозии пайку.

Активные флюсы имеют практическое применение при пайке металлов, которые трудно лудятся обычными флюсами. К таким металлам относят:
- обычную и нержавеющую сталь;
- алюминий;
- металлы с никелевым покрытием.
Самый известный представитель активных флюсов – это ортофосфорная кислота. Активные флюсы значительно упрощают процесс пайки, но они имеют резкий запах и токсичны. Поэтому обязательно необходимо паять в хорошо проветриваемых помещениях и не забывать смывать остатки флюса после пайки.

Также не следует забывать про канифоль. Ее главное преимущество в том, что она не требует смывания, поскольку является чудесным диэлектриком. В чистом виде ее почти не используют, но на ее основе изготавливают практически все флюсы. Такой флюс вы можете приготовить самостоятельно. Для этого вам понадобится:
- чистая канифоль(не активированная);
- этиловый спирт.
Канифоль необходимо измельчить до порошкообразного состояния и развести с этиловым спиртом в соотношении 2:3.



В отличие от пайки обычной канифолью, этот раствор можно наносить непосредственно на место пайки. И главное – остатки не нужно смывать.
После всего прочитанного у вас наверное возникает вопрос — как смывать флюс и чем его смывать? Все зависит от того, что вы паяете. Если это пайка на плате, то для очистки от флюса можно использовать как обычный спирт, так и специальные омыватели для плат.
Просто нанесите их на место пайки, с помощью небольшой щетки (можно использовать старую зубную щетку) очистите остатки флюса и после этого их смойте. Для очистки остатков активного флюса при пайке проводов или
грубой пайке листовых металлов, хорошо подойдут различного рода растворители для краски или ацетон.
Оплетка для выпайки
Лента для снятия припоя особенно будет полезной новичкам, поскольку вначале сложно угадать с количеством необходимого припоя. А благодаря ленте для выпайки можно легко убрать остатки. Она состоит из мелких медных проводов, покрытых флюсом, которые сплетены между собой в ленту разной ширины (0.8 мм, 1.5 мм, 2.5 мм).

Для удаления остатков припоя необходимо поместить кончик ленты в зону пайки и сверху прижать разогретым паяльником. Остатки припоя втянутся в ленту, а использованный кусок ленты нужно обрезать. Все очень просто!
Вспомогательные приспособления для пайки
Для того, чтобы пайка была безопасной и удобной вам также понадобятся вспомогательные инструменты:
- подставка для паяльника;
- «третья рука»;
- очистители для жал;
- ручной инструмент.
Подставка для паяльника
Несмотря на то, что мы отнесли подставку для паяльника к вспомогательным приспособлениям, ее роль весьма существенна в процессе пайки. Паяльник должен иметь свое четкое место на рабочем столе и быть надежно зафиксированным. Это обезопасит вас от случайного ожога в процессе пайки, а также снизит вероятность прожечь рабочий стол. При выборе подставки обратите внимание, чтобы в ней было место под губку для очистки жал – так намного удобнее в процессе пайки.

Также вы можете смастерить подставку самостоятельно. Вот один из примеров самодельных подставок.

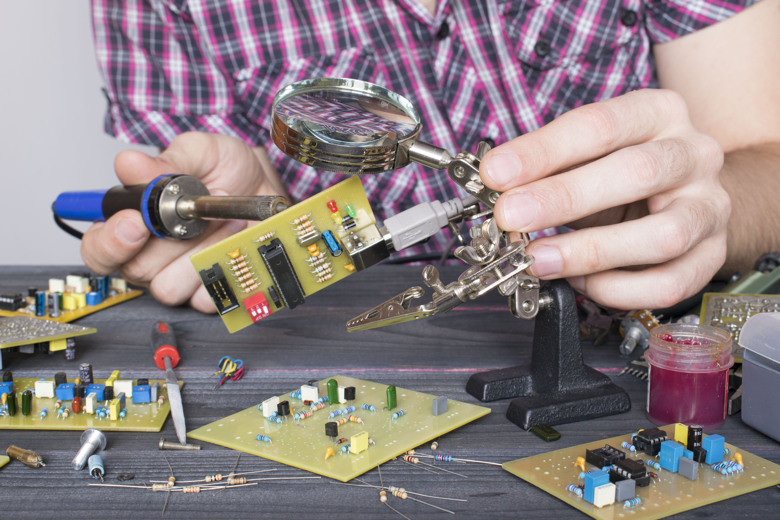
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Такое название она получила не просто так. Благодаря зажимам вы можете надежно зафиксировать объекты пайки в любом положении. Ассортимент третьих рук довольно широкий – от обычных штативов с зажимом, до моделей с увеличительными линзами и держателем для паяльника.

Очистители для жал
В процессе пайки под действием высокой температуры жало достаточно быстро окисляется и требует периодического очищения от окислов и нагара. Для этого используются целлюлозные губки и стружка для очистки жал. С их помощью вы постоянно будете поддерживать жало в чистоте, а это, в свою очередь, напрямую влияет на удобство пайки. Также ими легко снимать лишний припой с жала.
Еще один важный аксессуар – активатор паяльного жала. Он имеет практическое применение в основном для жал с никелевым покрытием, которые имеют сильные загрязнения. В отличие от обычных медных жал, их нельзя очищать абразивными инструментами. Поэтому, если такое жало перестало брать припой и обычные методы не помогают, не спешите его выбрасывать – обычно активатор помогает восстановить его свойства.
Ручной инструмент
К ручному инструменту, который будет полезен при пайке, можно отнести:
- пинцеты;
- кусачки;
- набор вспомогательных инструментов для пайки..
Использовать пинцеты довольно удобно при пайке и демонтаже электронных компонентов на платах. Для этого хорошо подходят как обычные прямые пинцеты, так и пинцеты с загнутым носиком. При пайке элементов особенно чувствительных к статическим напряжениям используются антистатические пинцеты.

Кусачки имеют широкое применение в быту, при проведении паяльных работ без них также никак не обойтись, особенно при пайке проводов. Также ими можно обрезать остатки ножек радиокомпонентов при пайке их на плату.

Набор вспомогательных инструментов для пайки имеет широкое применение при проведении паяльных и демонтажных работ. В его состав входят разного типа зажимы и держатели, которые будут полезными при пайке компонентов на плату. Также в комплекте есть щеточки для очистки плат от остатков припоя и флюса.

Как залудить жало паяльника?
Если у вас готов полный арсенал для пайки, то можно приступать непосредственно к самой пайке. В первую очередь нужно залудить жало паяльника. Как правило паяльники комплектуются двумя типами жал:
- медными;
- медными с никелевым покрытием.
Медному жалу перед залуживанием можно придать необходимую форму – конус, односторонний срез, двусторонний срез – при помощи абразивного материала, например, надфиля. Для никелевого жала использовать абразивные материалы нельзя, поскольку вы уничтожите защитное покрытие, и оно не будет лудиться вообще.
Сам процесс лужения нового жала, которые еще не было в использовании, одинаков для обоих типов жал. Для этого необходимо разогреть паяльник до рабочей температуры, погрузить его в канифоль и сразу после этого покрыть припоем.

Припой должен равномерно покрыть кончик жала. Для того, чтобы припой лучше приставал, залуженное жало можно потереть об дощечку или плотный кусок картона. Также в процессе пайки необходимо всегда следить, чтобы жало было чистым от окислов и покрыто тонким слоем припоя. И главное – не допускайте перегрева жала, особенно жала с никелевым покрытием.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому. Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Пайка проводов
С пайкой проводов приходится сталкиваться чаще всего. Это может быть пайка проводов электросети вашего дома, пайка проводов в авто, пайка проводов наушников (рассмотрим подробнее позже) и т.д. В результате удается получить прочное, надежное соединение. Рассмотрим поэтапно процесс пайки проводов:
- Концы проводов, которые будете соединять, торцуем ровно кусачками и снимаем шар изоляции длиной 3-4 см.
- При необходимости очищаем провода в зоне пайки от загрязнений и обезжириваем их.
- Соединяем провода между собой при помощи скручивания. Существует несколько вариантов скручивания. Наиболее распространенным является простое последовательное скручивание. В распределительных коробках электросетей, как правило, используется параллельное.

Паралелльная скрутка

Последовательная скрутка
Такую методику целесообразно использовать для пайки электрических проводов. Если есть задача припаять провод к какой-либо поверхности, например, к контактам на плате, то предварительно кончики проводов необходимо залудить.
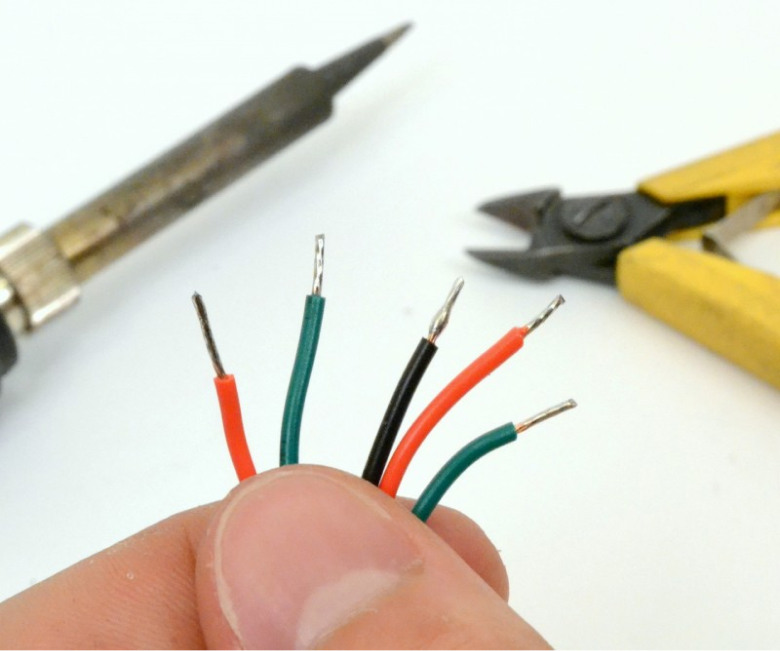
Для этого с провода также снимаем изоляцию и обезжириваем. После этого покрываем его флюсом и наносим припой. Также нужно залудить поверхность, к которой провод будет припаян. После этого процесс пайки будет легким и быстрым, а само соединение будет качественным и прочным.
Как паять провода наушников?
Наверное, у каждого из нас в ящике лежит куча старых нерабочих наушников. Если вы уже решили научиться паять, то грех будет не попробовать воскресить хотя бы одни из них.
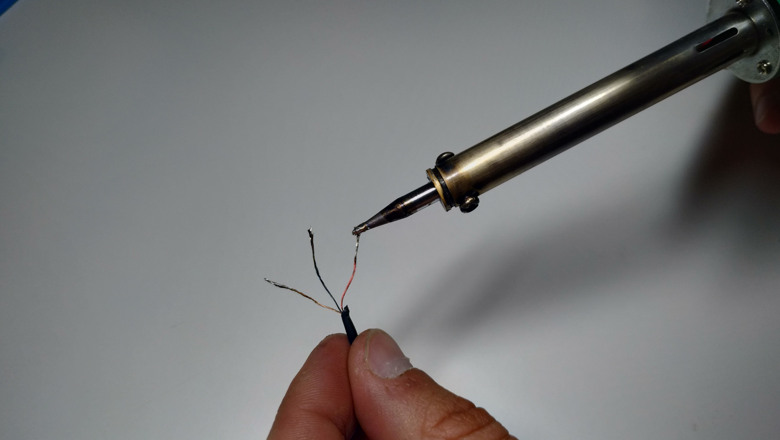
Обрыв провода – наиболее распространенная причина выхода из строя наушников. Казалось бы, достаточно просто определить место разрыва и перепаять провода. Но не все так просто. В процессе пайки проводов наушников приходится сталкиваться с проблемой лужения проводов. Провода наушников имеют лаковое покрытие, к которому припой ну просто никак не хочет приставать. Поэтому в первую очередь от него необходимо деликатно избавиться. Для этого существует несколько способов:
- Механический: при помощи скальпеля или канцелярского ножа аккуратно счищаем шар лаковой изоляции. При этом лезвие держим перпендикулярно проводу.
- При помощи огня: выжигаем слой лаковой изоляции зажигалкой (не рекомендуем).
- С использованием активных флюсов: наиболее оптимальный метод. Достаточно просто покрыть кончики проводов активным флюсом и залудить их паяльником. Лудить такие провода лучше на куске древесины. Движения паяльником должны быть такими, будто вы втираете припой в провод.
Залуженные таким образом провода легко паять как между собой, так и к коннектору наушников.
Подробнее с полным процессом пайки наушников вы можете ознакомиться в нашем видео.
Пайка радиокомпонентов на плату
Как паять провода вы уже знаете, поэтому переходим к более сложному – пайке радиокомпонентов на платах. Кто-то сталкивался с этим давно в школе на радиокружках, для кого-то это будет новый опыт. Рассмотрим (а некоторым напомним) нюансы пайки разного типа радиокомпонентов.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и выпайки такого типа радиокомпонентов не сложна, но требует слаженной работы паяльником с использованием вспомогательного ручного инструмента. Радиокомпоненты такого типа как правило имеют только два вывода, поэтому при выпайке необходимо по очереди прогревать паяльником припой на каждом из выводов и понемногу вытягивать компонент из посадочного места.
После того как компонент выпаян необходимо освободить отверстия на плате от остатков припоя. Это можно сделать при помощи паяльника и тонкого острого инструмента, например, при помощи обычной зубочистки.
Пайка нового элемента на плату происходит следующим образом:
- Наносим флюс на отверстия на плате.
- Вставляем выводы нового компонента в отверстия и пропаиваем их паяльником.
- Если выводы (ножки) компонента слишком длинные и сильно выступают из платы, обрезаем их кусачками.
- Смываем при необходимости остатки флюса.
Пайка SMD-компонентов
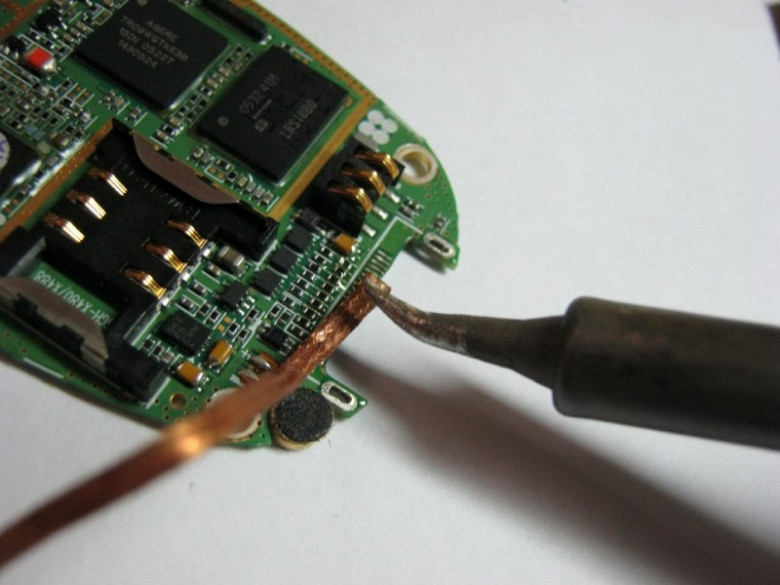
Пайка SMD-компонентов выполняется поверхностным монтажом на контакты на плате. На сегодня 90% пайки радиокомпонентов происходит именно таким образом. Как правило, для выпайки нерабочих радиокомпонентов используются специальные жала для SMD, но фактически такое жало можно изготовить самостоятельно. Для этого вам понадобится медный провод диаметром 1 мм. Его необходимо намотать несколько раз вокруг обычного жала паяльника как показано на фото.

Процесс пайки SMD-компонентов следующий:
- Наносим флюс на контакты SMD-компонента.
- Контакты прогреваем изготовленным жалом и пинцетом снимаем нерабочий элемент.
- Устанавливаем новый SMD-компонент.
- Придерживаем его пинцетом и припаиваем по очереди каждый контакт обычным жалом. Или же это все можно сделать за один раз нашим самодельным жалом для SMD-компонентов.
- Смываем остатки флюса при необходимости.
Ну что же, поздравляем! В первую очередь с тем, что вы дочитали эту статью до конца 😉 Также мы очень надеемся, что смогли помочь вам получить и освоить основные навыки пайки. Как мы говорили в начале статьи, пайка – это постоянная практика. Поэтому практикуйтесь, практикуйтесь и еще раз практикуйтесь! Главная цель этой статьи – сопроводить вас в увлекательный мир пайки и дать основу, а остальную информацию вы можете легко найти по запросу к «О, великому Гуглу» или в наших статьях и видео. Также будем рады проконсультировать вас по любым вопросам по подбору паяльного оборудования – вот контакты нашей технической поддержки.
И помните самое главное – канифоли много не бывает! 🙂
Нравятся наши статьи? Тогда вы точно зацените видео на эту тему!
Копирование материалов с сайта masteram.com.ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.