Основные узлы и механизмы фрезерных станков
Фрезерный станок — это оборудование для обработки фасонных и плоских металлических заготовок с винтовыми и прямыми образующими. С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
Основание
Основа изготавливается цельнолитой из серого чугуна. При установке оборудования деталь одной стороной плотно прилегает к полу, а к другой болтами фиксируется станина. В основании также имеется специальное корыто, в которое собирается охлаждающая жидкость, и электронасос для подачи теплоносителя к инструменту.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины могут быть расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли или шпиндельной бабки. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Хобот (ползун)
Данный узел имеется у фрезерных станков горизонтального и универсального типа и редко встречается на станках ЧПУ. Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Салазки
Назначение механизма — обеспечение взаимосвязи между осями X и Y. Верхние направляющие салазок служат для перемещения стола в продольном направлении, а нижние — для движения самих салазок по направляющим консоли.
Стол
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
- для холостых пробегов и установочных перемещений стола используется ручной, механический способ
- для рабочей подачи применяют чаще всего механизированную подачу.
Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Шпиндель

Один из основных механизмов типового оборудования, назначение которого заключается в передаче крутящего момента от коробки скоростей режущему инструменту. Деталь изготавливается жесткой, прочной, с высокой точностью размеров, так как от ее параметров зависит правильность и качество работы оправки с надетой фрезой. Шпиндель производится из легированной стали, проходит термическую закалку, шлифовку, балансировку.
Электродвигатели
Главного движения — осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений — закреплен на коробке подач
Перемещения консоли — крепится на консоли, при ее наличии
Подачи СОЖ. Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование — расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
Коробка подач
Назначение узла в изменении скорости подач стола во всех трех направлениях.
Заключение
В целом можно сказать, что типовые фрезерные станки различного вида и назначения состоят из трех основных частей:
- двигательной (электродвигатель, коробка скоростей и шпиндель);
- передаточной (совокупность устройств, которые передают вращение от двигателей к исполнительным органам);
- исполнительной (стол, суппорт, шпиндель, режущий инструмент).
Системы управления также присутствуют практически во всех моделях современного типового оборудования. Вариантов ЧПУ множество, каждый их них имеет свои достоинства и недостатки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Большая Энциклопедия Нефти и Газа
В ряде случаев целесообразно, отклоняясь от классических принципов, упрощать схему привода. Длительная, работа станка без изменения частоты вращения шпинделя позволяет использовать в качестве множительной группы звено настройки со сменными колесами. Последние обычно включены в цепь постоянных передач в зависимости от степени редукции или в коробку передач с сравнительно малым количеством ступеней скорости. Например, в коробке, представленной на рис. 280, первая группа состоит из сменных колес а — Ь, а вторая и третья — содержат по две пары передач Следовательно, имеется возможность ступенчатого регулирования частоты вращения шпинделя путем переключения блокрв. А установка сменных колес смещает область регулирования вдоль ряда частот вращения. Сменные колеса желательно подбирать так, чтобы каждая пара могла бы быть использована дважды с переменой мест ведущего и ведомого колес. [31]
При этом изменяется скорость подачи стола во всех трех направлениях. Коробка скоростей 6 служит для изменения частоты вращения шпинделя . Стол 9 предназначен для продольного и поперечного перемещения обрабатываемой заготовки. Хобот 12 служит для поддерживания второго конца фрезерной оправки и может быть передвинут штурвалом 13 вдоль горизонтальных направляющих станины. [32]
На рис. 262 дана схема адаптивного управления при токарной обработке с оптимизацией режимов по минимуму технологической себестоимости. Предусмотрена возможность регулирования скорости резания изменением частоты вращения шпинделя , продольной подачи и дополнительное регулирование относительного положения резца и обрабатываемой детали для компенсации возмущений, влияющих на точность обработки. Сведения о затуплении инструмента поступают от естественной термопары. В адаптивном блоке на основе заранее введенного в него алгоритма осуществляется поиск оптимального сочетания скорости резания и подачи ( рис. 263) по текущей информации об износе инструмента или информации о каких-либо других возмущениях. [34]
Значит, остальные колеса в это время не изнашиваются. Указанные преимущества позволяют широко применять для изменения частоты вращения шпинделя передвижные. Как правило, в передвижных блоках используют прямозубые колеса. [35]
Вращение от электродвигателя ( рис. 1) шпинделям передается через привод с упругой муфтой. Зубчатые колеса, расположенные консольно, могут служить сменными колесами при необходимости изменения частоты вращения шпинделей . Шпиндельные коробки имеют автономную систему смазывания. [36]
Многооперационными металлорежущими станками принято назыщь станки с ЧПУ, наделенные средствами наиболее полной обработки различЩх заготовок с одной их установки в непрерывном автоматическом цикле. Главными средствами для достижения этой цели наряду с другими технологическими возможностями станков с ЧПУ являются: автоматизация изменения частоты вращения шпинделя и автоматическая смена режущего инструмента, участвующего в обработке. [37]
На оси поворота револьверной головки 4 установлен командоаппарат с барабаном упоров 5 и конечными выключателями. Посредством рукояток, установленных на передней панели коробки скоростей и коробки подач, осуществляют переключение зубчатых колес для изменения частот вращения шпинделя и подач и револьверного суппорта. [38]
Станок 10 ( см. рис. 111, а) имеет аналогичную конструкцию. При механизированной переналадке выполняются следующие работы: 1) смена режущего инструмента на станках 6 ( левая и правая головки), 7, 9, 10, 11, 12 ( правая головка), 13 ( см. рис. 111, а); 2) изменение частоты вращения шпинделей на станках 6 ( правая головка), 7, 9, 10, И; 3) регулирование винтов жесткого упора на станках 6 ( на планшайбе), 8 ( на головке), 9, 10, 12 14, 15; 4) поворот стола от гидромотора с закрепленными на нем шпиндельными коробками на станках 9 и 10; зажим поворотного стола в определенном положении осуществляется механическим ключом от кнопки; скорости рабочей подачи и длина рабочего хода силовых узлов станков изменяются автоматически; 5) спутники, подлежащие замене, опускаются подъемником, расположенным в середине конвейера возврата, на одну из двух ветвей магазина; перемещение спутников осуществляется поворотной штангой с храповыми собачками, имеющей гидравлический привод. После складирования всех отработавших спутников аналогично, но в обратном порядке, в работу запускаются новые спутники. Управление всеми движениями транспортных устройств при переналадке осуществляет наладчик с пульта управления. [40]
Станок предназначен для получистовых и чистовых токарных работ высокой точности, а также нарезания метрических, дюймовых и модульных резьб. Шпиндель станка смонтирован в гидростатических подшипниках. Изменение частот вращения шпинделя бесступенчатое, посредством вариатора с широким ремнем. [41]
На шпинделях поворотного стола устанавливают зажимные приспособления, в которых закрепляют заготовки. Загрузка и снятие деталей производятся вручную, а зажим и разжим — автоматически. Изменение частоты вращения шпинделей стола производится с помощью сменных шестерен, а частоты вращения шлифовальных кругов — с помощью сменных шкивов. В качестве обрабатывающего инструмента могут применяться войлочные, фетровые, хлопчатобумажные и лепестковые профильные круги. Подача шлифовальных и полировальных паст на инструмент производится автоматически. Полуавтомат модели 3841 — 3 предназначен для обработки внутренней поверхности черпака разливной ложки, модель 3841 — 4 — для декоративной отделки корпуса чайника. [43]
Управляющая программа ( УП) — это совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки. С помощью УП создается числовая модель управления станком. УП дает информацию, которая подготавливает станок к работе, обеспечивает относительное перемещение режущего инструмента и обрабатываемой детали, изменение частоты вращения шпинделя , смену инструмента и заготовки, проведение различных коррекций инструмента, подачу СОЖ и содержит еще другие команды для исполнительных механизмов станка. [44]
Устройство изменения частоты вращения шпинделя

(54) (57) УСТРОЙСТТЫ ВРАЩЕНИЯ ШПИНДЕ ЗМЕНЕНИЯ ЧАСТО- содержащее усле и связанные т сцепления две ханизм включеин новленные н ним посредседомые шесте и им ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ матов(56 ) Авторское свидетельствоВ 755438, кл. В 23 В 19/02,ния муфт, о т л и ч а ю щ е е с ятем, что, с целью повышения надежности и сокращения габаритов, ведомыешестерни связаны со шпинделем посредством введенных в устройство роликовых обгонных муфт, из которых муфта, связанная с быстроходной шестерней, выполнена с винтовым пазом нанаружной втулке, при этом механизмвключения муфт снабжен поводком,установленным на внутренней втулкемуфты обгона с винтовым пазом с возможностью поворота и осевого перемещения и связанным с винтовым пазомнаружной втулки.ЗО Изобретение относится к станкостроению и может быть использованов главном приводе станков.Цель изобретения — повышение надежности и сокращение габаритов устройства путем уменьшения хода механизма включения муфт.На Фиг. показано устройство,разрез; на фиг.2 — вид А на Фиг.1;на фиг.З — разрез Б-Б на Фиг.1; нафиг.4 — разрез В-В на фиг,1.На шпинделе 1 установлены неподвижно полумуфта 2 неуправляемой обгонной муфты и полумуфта 3 управляемой обгонной муфты. На соответствующих им полумуфтах 4 и 5, свободновращающихся на шпинделе, закрепленыведомые шестерни 6 и 7, через которыеосуществляется привод шпинделя отшестерен 8 и 9 приводного вала. Вращение от полумуфт 2 и 3 на полумуфты4 и 5 передается через расположенныемежду ними ролики 10 и 11 которыеподпружинены плунжерами 12 и 13.К устройству для включения муфтыотносится поводок 14 с выступамирасположенный на полумуфте 3, и связанная с ним вилка 5. На поводке14 установлен штифт 1 б, который входит в паз 17 на полумуфте 3,Кроме того, число оборотов шпинделя, передаваемое шестерней 7, больше числа оборотов шпинделя передаваемого шестерней 6 и, ) и ). Устройство изменения частоты вращения шпинделя работает следующим образом.Привод шпинделя осуществляется отшестерен 8 и 9, расположенных на приводном валу, через шестерни б и 7,закреппенные на полумуфтах 4 и 5, таккак скорость вращения шестерни 7 боль»ше скорости вращения шестерни 6фиг.З и 4), т.е. и,и , то вращениешпинделя передается через левую муфту и шпиндель вращается со скоростьюи = иПравая муфта в это время отключается, поскольку ии, т. е. скоростьгвращения шпинделя больше скоростивращения полумуфты 4, и ролики 10 перемещаются вправо, утапливая подпружиненный плунжер 12. При этом поводок14 и вилка 15 находятся в крайнемлевом положении. Смещаясь вправо под действием вилки 5 поводок 14 начинает проворачиваться относительно полумуфты 3 за счет контакта штифта 16 с пазом 17 фиг.1 и 2 ). При этом выступы поводка 14 смещают ролики 1 вправо фиг.З, положение ролика показаноштриховой линией), утапливая плунжер 13, и муфта отключается. Шпиндель вравращается со скоростью, передавае» мой через шестерню б и полумуфты 4 и 2 со скоростью и т.е. и =игг1237312 Составитель АЛ 1 убинактор К.Волощук Техред Л.Сердюкова енко ректо Заказ 3228 Тираж 1001 В ИИПИ Г го комитета С ла и открытий 1 М Раушская наб.
Заявка
ЖИТОМИРСКИЙ ЗАВОД СТАНКОВ-АВТОМАТОВ
ПИРОГОВСКИЙ ДМИТРИЙ КОНСТАНТИНОВИЧ
Консольно-фрезерные станки
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
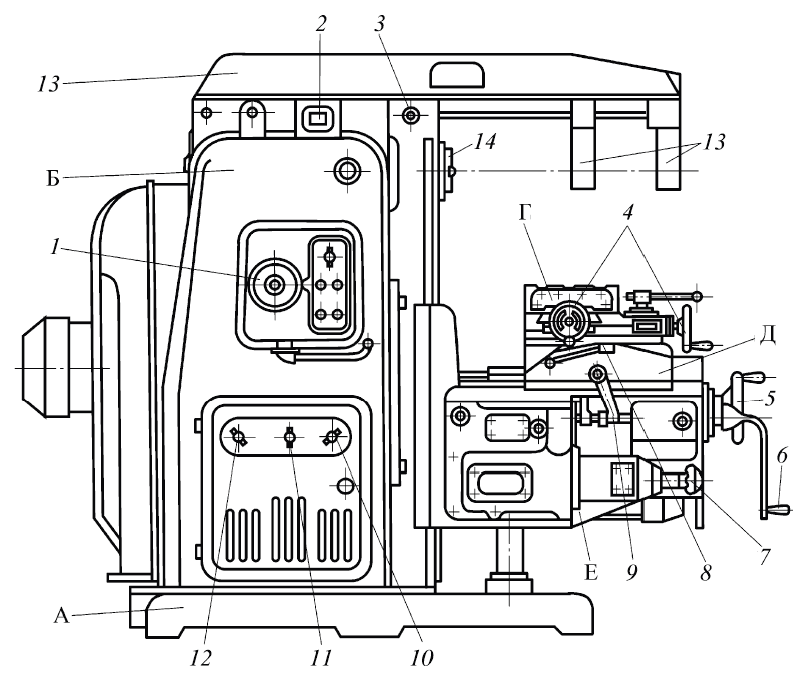
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
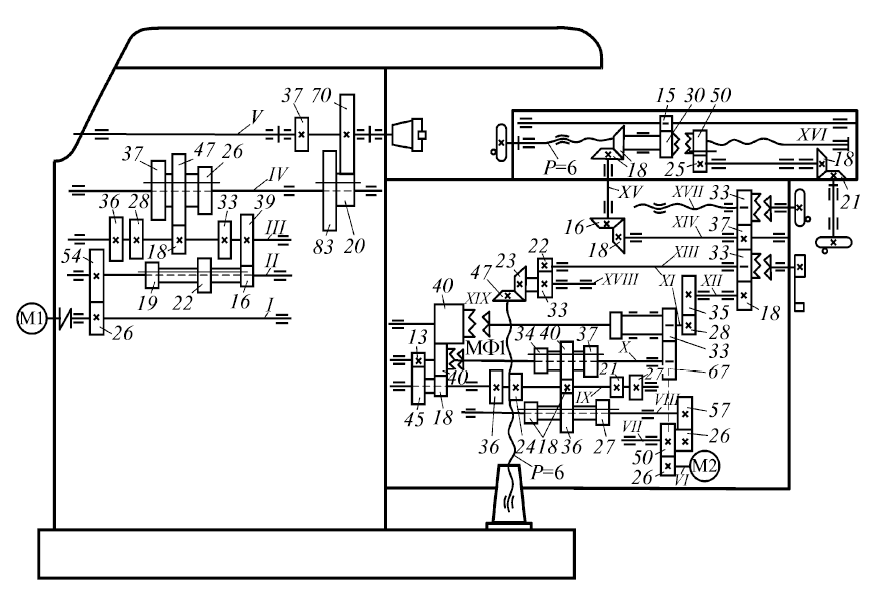
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
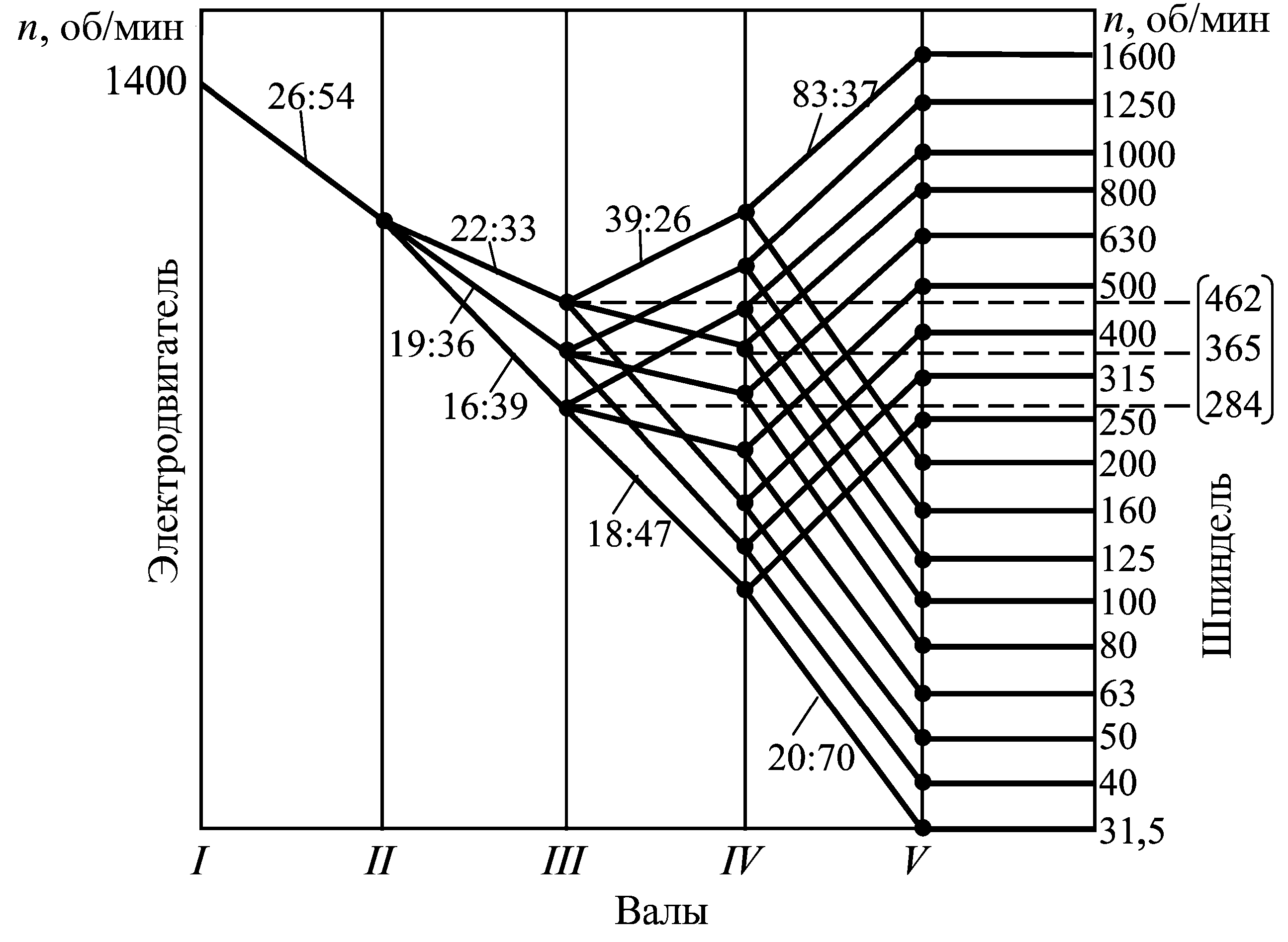
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
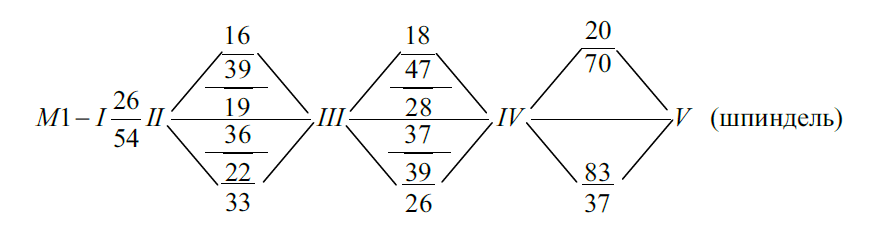
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
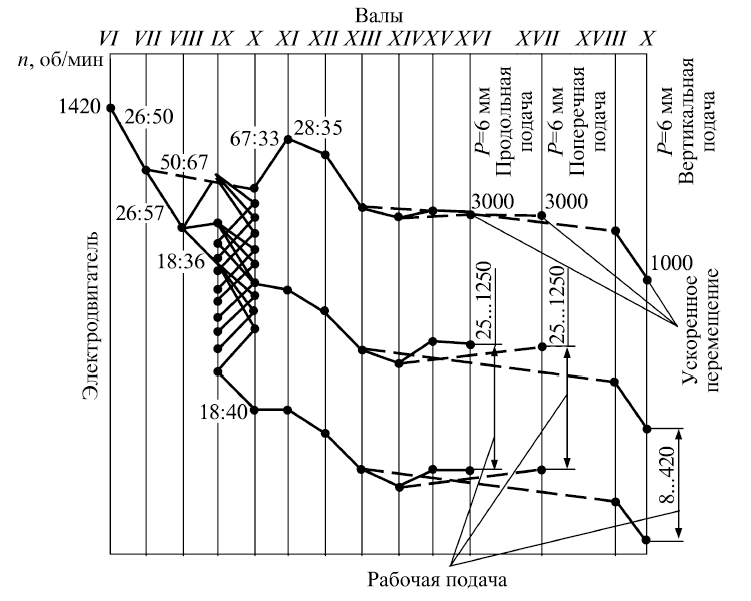
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:

По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:

Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:

Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3.5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
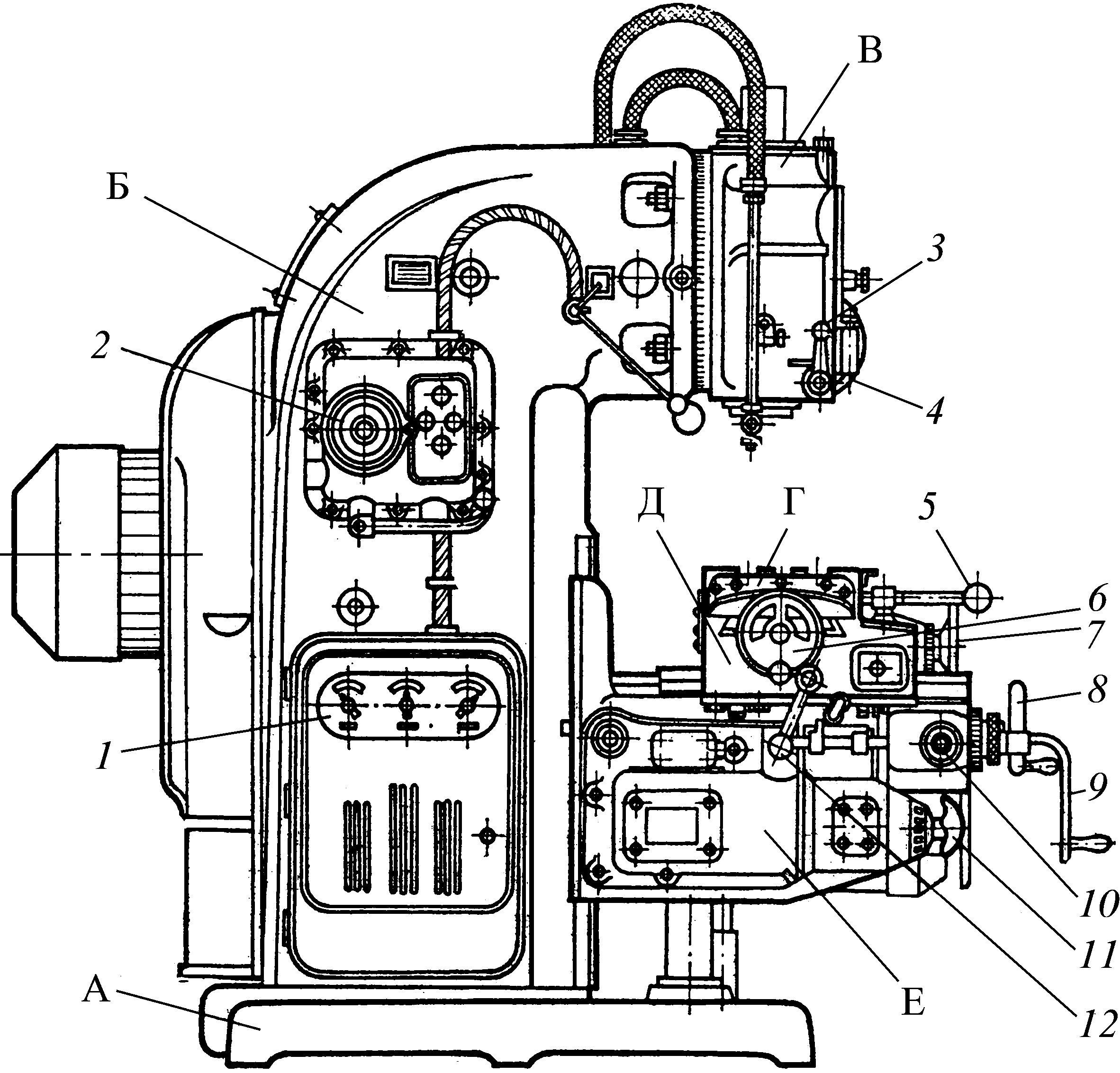
Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
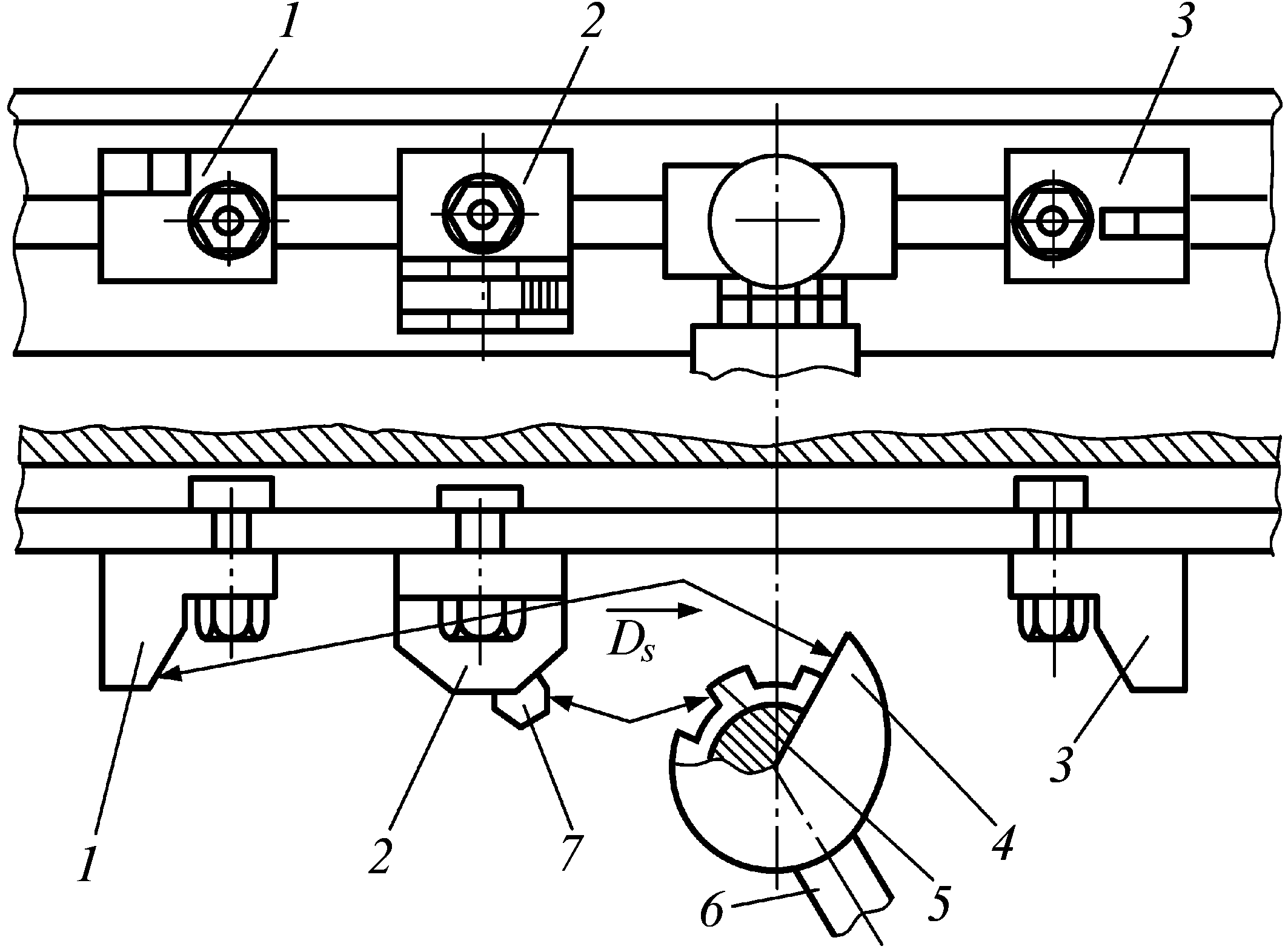
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
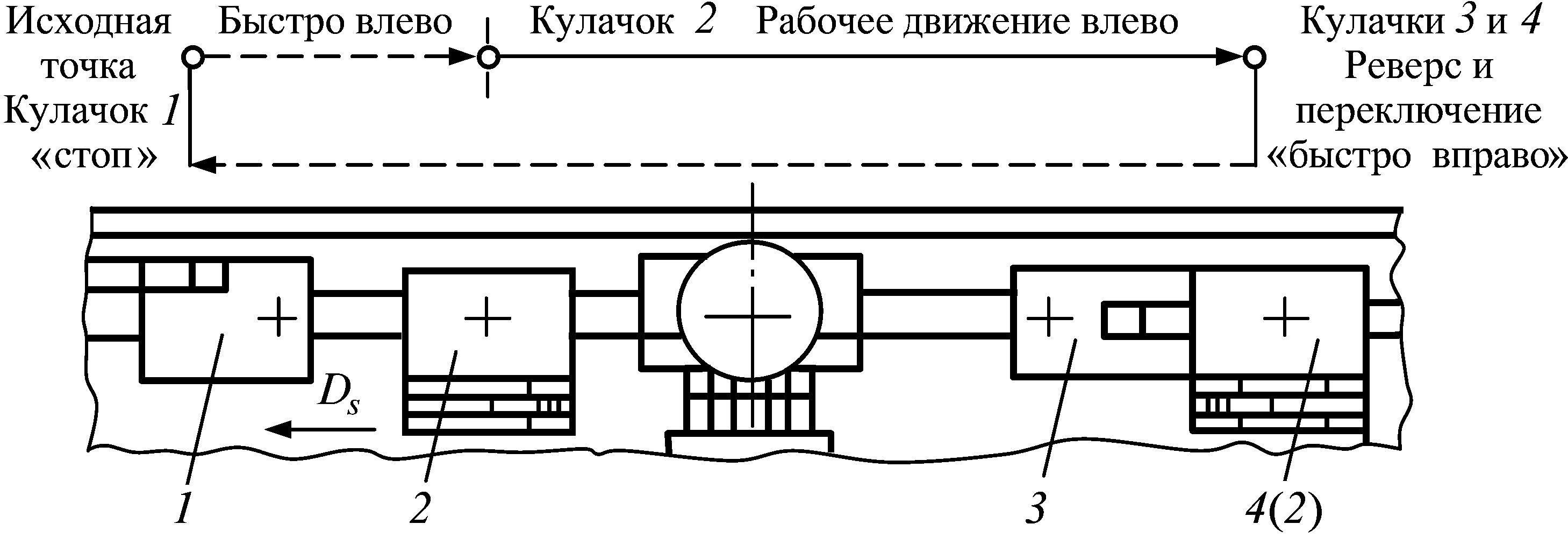
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».