Минимальные радиусы гибки труб
При монтаже трубопроводов любой сложности возникает необходимость выполнения поворотов, отводов, загибов трубы. Реализовать поворот трубопровода можно двумя способами:
- загнуть трубу
- использовать угловые переходы
Использование переходников позволяет осуществить компактный монтаж трубопровода, при этом возникаю некоторые сложности. Переходник нужно прикрепить к трубе (на резьбу или с помощью сварки). Кроме того, материал переходника должен соответствовать материалу трубы. Например для водопроводных стальных труб используют переходы из ковкого чугуна или стали, для коррозиестойкой трубы используют специальные переходы эксцентрические нержавеющие .
Трубопровод с загнутыми элементами, как правило, менее компактен, но содержит гораздо меньше соединений, что снижает вероятность появления утечек.
Минимальные радиусы гибки трубы зависят от нескольких параметров:
- материала трубы,
- наружного диаметра,
- толщины стенки.
Минимальные радиусы изгиба стальной трубы
Радиусы изгиба толстостенных (толщина стенки более 2 мм) и тонкостенных (толщина стенки менее 2мм) труб различны, значения представлены в следующей таблице.
Радиусы гиба стальной водопроводной трубы
Минимальные радиусы изгиба стальной водопроводной трубы, выполненной по ГОСТ 3262-75, представлены в таблице.
Радиусы изгиба медной трубы
Для медных и латунных труб установлены следующие значения минимально допустимого радиуса изгиба.
К чему может привести неправильный загиб трубы
Загиб трубопроводов с радиусом меньше установленного может привести к деформации трубы, появлению изломов, трещин, утрате герметичности и снижению эксплуатационных качеств.
Также при выполнении гибки необходимо следить за тем, чтобы гиб был равномерным, а поверхность трубы на деформировалась, для этого используют специальные приспособления: оправки, валки, трубогибы, гибочные станки.
Минимальные радиусы гибки труб
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
- для стальных труб–20% от исходной толщины стенки
- для труб алюминиевых сплавов–25% от исходной толщины стенки.
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
Тип профиля
Наименьший радиус изгиба
Примечание
Стальные трубы:
Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением.
Требования ГОСТов к радиусам изгиба труб
Минимальный радиус гиба, на трубогибочных станках работающих метолом наматывания, производства БМК — от 1,5 диаметра трубы при дорновой гибке и от 3 диаметров трубы при бездорновой гибке.
Ниже представленны ГОСТЫ по рекомендуемым радиусам гиба труб.
Минимально допустимые радиусы гибов круглых труб по ГОСТ
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
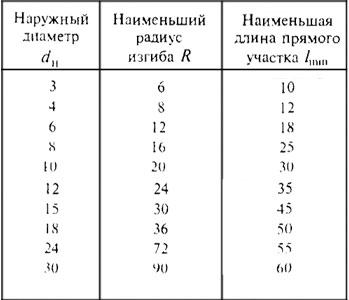
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
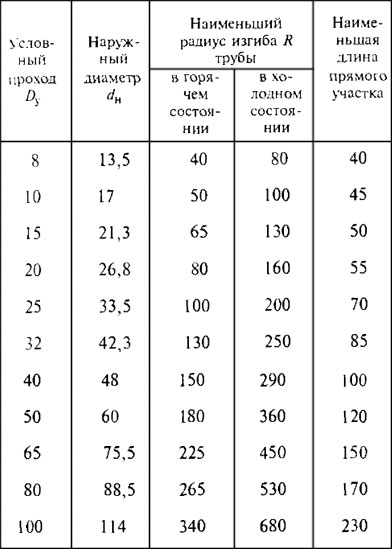
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
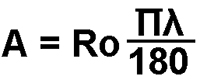
Длина дуги изогнутого участка (А) рассчитывается по формуле:
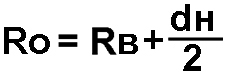
Ro — осевой радиус гиба трубы, мм
Rв — внутренний радиус гиба трубы, мм
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности — овальности (не более 12,5%).
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
График работы: пн-пт с 9 до 18. Факс: круглосуточно.
bmk.trubogib@mail.ru
Минимальный радиус гиба трубы гост
Трубопроводы и соединения.
Радиусы гиба труб
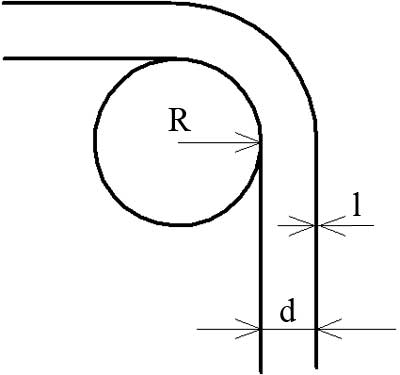
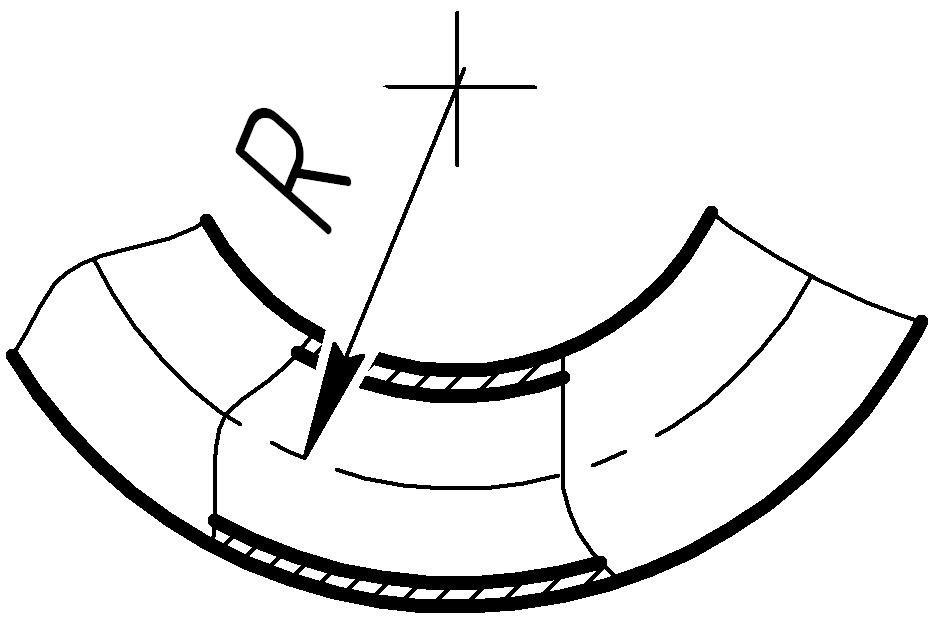
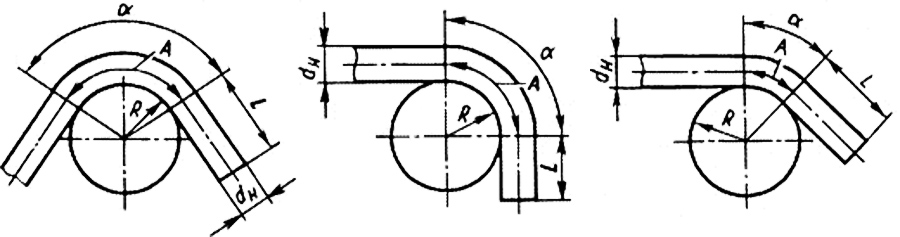
Наименьшие радиусы гиба труб и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле
A = πa 180 R + D н 2
где R — наименьший радиус изгиба, мм; D н — наружный диаметр трубы, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Размеры минимальных радиусов гиба стальных труб в зависимости от наружного диаметра и толщины стенки, а также предельные размеры складок приведены в табл. 18.
Минимальные радиусы гиба труб назначают в технически обоснованных случаях. При этом должны выполняться следующие требования:
1. Предельные значения овальности в месте изгиба не должны превышать указанных в табл. 18.
2. Толщина стенки трубы в зоне изгиба с наружной стороны изгиба должна составлять не менее 80% исходной толщины.
3. Размеры складок на внутренней (сжатой) стороне трубы не должны превышать указанных в табл. 18.

Толщина стенок с наружной и внутренней стороны изгиба трубы определяется по формулам:
S н = 1- 1- S D н 2 R CP D н ; S B = 1+ 1- S D н 2 R CP D н
где S — исходная толщина стенки трубы; D н — наружный диаметр трубы (исходный), мм; Rcр — средний радиус гиба , мм.
При заданном предельно допустимом утоньшении (уменьшении толщины) S н /S ≤ 0,2, средний радиус гиба определяется по формуле:
R ср = D н 1- S / D н 2(- S н / S ) .
Данные приведены для труб с относительной толщиной стенки 0,04 ≤ S/ D н ≤ 0,05 из материалов с временным сопротивлением σв ≤ 600МПа в отожженном (мягком) состоянии.
В табл. 19 приведены размеры минимальных радиусов гиба водогазопроводных труб, в табл. 20 — медных труб по ГОСТ 617-90 и латунных по ГОСТ 494-90.
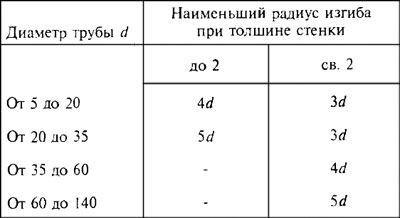
18. Радиусы гиба стальных труб в зависимости от их диаметра и толщины стенок, мм

Диаметр трубы DH
Минимальный радиус гиба R при толщине стенки