Опишите механизм получения переменного электрического тока.
Пожалуйста, войдите или зарегистрируйтесь для публикации ответа на этот вопрос.
решение вопроса
Связанных вопросов не найдено
Обучайтесь и развивайтесь всесторонне вместе с нами, делитесь знаниями и накопленным опытом, расширяйте границы знаний и ваших умений.
- Все категории
- экономические 43,679
- гуманитарные 33,657
- юридические 17,917
- школьный раздел 612,713
- разное 16,911
Популярное на сайте:
Как быстро выучить стихотворение наизусть? Запоминание стихов является стандартным заданием во многих школах.
Как научится читать по диагонали? Скорость чтения зависит от скорости восприятия каждого отдельного слова в тексте.
Как быстро и эффективно исправить почерк? Люди часто предполагают, что каллиграфия и почерк являются синонимами, но это не так.
Как научится говорить грамотно и правильно? Общение на хорошем, уверенном и естественном русском языке является достижимой целью.
- Обратная связь
- Правила сайта
Получение переменного электрического тока
Переменным током, в традиционном понимании, называется ток, получаемый благодаря переменному, гармонически изменяющемуся (синусоидальному) напряжению. Переменное напряжение генерируется на электростанции, и постоянно присутствует в любой настенной розетке.
Для передачи электроэнергии на большие расстояния также используется именно переменный ток, поскольку переменное напряжение легко повышается при помощи трансформатора, и таким образом электрическую энергию можно передать на расстояние с минимальными потерями, а затем обратно понизить с помощью трансформатора до приемлемого для бытовой сети значения.
Генерация переменного напряжения (и соответственно тока) осуществляется на электростанции, где промышленные генер аторы переменного тока приводятся во вращение от турбин, движимых паром высокого давления. Пар получается из воды, которая сильно разогревается теплом, выделяемым в процессе ядерной реакции или при сжигании ископаемого топлива, в зависимости от типа конкретной электростанции. В любом случае, вращение генератора переменного тока — это и есть причина образования переменного напряжения и тока.
Для ответа на вопрос, как в генераторе образуется переменный ток, достаточно рассмотреть элементарную модель, состоящую из куска провода, и магнита, попутно вспомнив силу Лоренца и закон электромагнитной индукции. Допустим, провод длиной 10 см лежит на столе, а у нас в руке сильный неодимовый магнит, размер которого немного меньше провода. Присоединим к концам провода чувствительный гальванометр или стрелочный вольтметр.
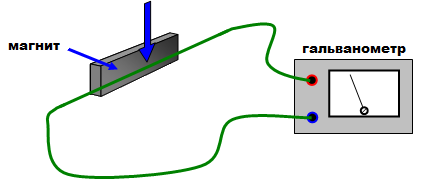
Поднесем магнит одним из полюсов близко к проводу, на расстояние менее 1 см, и быстро проведем магнитом над проводом поперек него слева направо — пересечем магнитным полем магнита проводник. Стрелка гальванометра резко отклонится в определенную сторону, затем вернется в исходное положение.
Перевернем магнит другим полюсом к проводу. И снова, движением руки слева на право, быстро пересечем магнитным полем экспериментальный проводник. Стрелка гальванометра резко отклонилась в другую сторону, затем вернулась в исходное положение. Вместо того чтобы переворачивать магнит, можно сначала совершить движение слева направо, а потом — справа налево, эффект смены направления генерируемого тока получится аналогичным.
Эксперимент показал, что для получения переменного напряжения нам необходимо либо двигать магнит поперек провода вправо-влево, либо пересекать проводник чередующимися магнитными полюсами. В генераторе на электростанции (и во всех традиционных генераторах переменного тока) применен второй вариант.
Принцип действия генератора — получение переменной электродвижущей силы (напряжения)
Переменное синусоидальное напряжение
Генератор переменного тока на электростанции состоит из ротора и статора. Механическая энергия вращающейся турбины передается ротору. Магнитное поле ротора сконцентрировано на его полюсных наконечниках, и создается либо закрепленными на нем постоянными магнитами, либо током постоянного напряжения, протекающего в медной обмотке ротора.
Обычно обмотка статора состоит из трех отдельных обмоток, смещенных относительно друг друга в пространстве, что приводит к возникновению переменного напряжения и тока в каждой из трех обмоток. Таким образом, каждая из трех обмоток статора является источником переменного напряжения, причем мгновенные значения напряжений смещены по фазе относительно друг друга на 120 градусов. Это и называется трехфазный переменный ток.
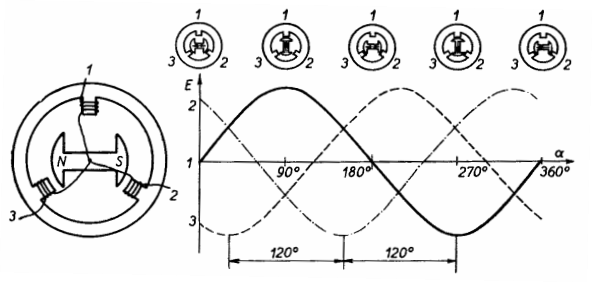
Получение трехфазного переменного напряжения и тока
Ротор генератора с двумя магнитными полюсами, вращающийся с частотой 3000 оборотов в минуту, дает 50 пересечений каждой фазы обмотки статора за секунду. А поскольку между магнитными полюсами имеется нулевая точка, то есть место, где индукция магнитного поля равна нулю, то во время каждого полного оборота ротора наведенное в обмотке напряжение переходит через ноль, затем изменяет полярность. В результате напряжение на выходе имеет форму синусоиды и частоту 50 Гц.
Когда источник переменного напряжения соединен с нагрузкой, в цепи получается переменный ток. Напряжение и максимально допустимый ток статора тем больше, чем сильнее магнитное поле ротора, т.е. чем больше ток протекающий в обмотках ротора. У синхронных генераторов с внешним возбуждением напряжение и ток в обмотках ротора создает тиристорная система возбуждения или возбудитель — небольшой генератор на валу основного генератора.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Помогите с вопросом по физике. опишите механизм получения переменного электрического тока
Переменный ток, в отличие от тока постоянного, непрерывно изменяется как по величине, так и по направлению, причем изменения эти происходят периодически, т. е. точно повторяются через равные промежутки времени.
Чтобы вызвать в цепи такой ток, используются источники переменного тока, создающие переменную ЭДС, периодически изменяющуюся по величине и направлению. Такие источники называются генераторами переменного тока.
Схема устройства (модель) простейшего генератора переменного тока.
Прямоугольная рамка, изготовленная из медной проволоки, укреплена на оси и при помощи ременной передачи вращается в поле магнита. Концы рамки припаяны к медным контактным кольцам, которые, вращаясь вместе с рамкой, скользят по контактным пластинам (щеткам) .
Схема простейшего генератора переменного тока
Убедимся в том, что такое устройство действительно является источником переменной ЭДС.
Предположим, что магнит создает между своими полюсами равномерное магнитное поле, т. е. такое, в котором плотность магнитных силовых линий в любой части поля одинаковая. вращаясь, рамка пересекает силовые линии магнитного поля, и в каждой из ее сторон а и б индуктируются ЭДС.
Стороны же в и г рамки — нерабочие, так как при вращении рамки они не пересекают силовых линий магнитного поля и, следовательно, не участвуют в создании ЭДС.
В любой момент времени ЭДС (Электродвижущая сила, сокращенно ЭДС) , возникающая в стороне а, противоположна по направлению ЭДС, возникающей в стороне б, но в рамке обе ЭДС действуют согласно и в сумме составляют обшую ЭДС, т. е. индуктируемую всей рамкой.
В этом нетрудно убедиться, если использовать для определения направления ЭДС известное нам правило правой руки.
Для этого надо ладонь правой руки расположить так, чтобы она была обращена в сторону северного полюса магнита, а большой отогнутый палец совпадал с направлением движения той стороны рамки, в которой мы хотим определить направление ЭДС. Тогда направление ЭДС в ней укажут вытянутые пальцы руки.
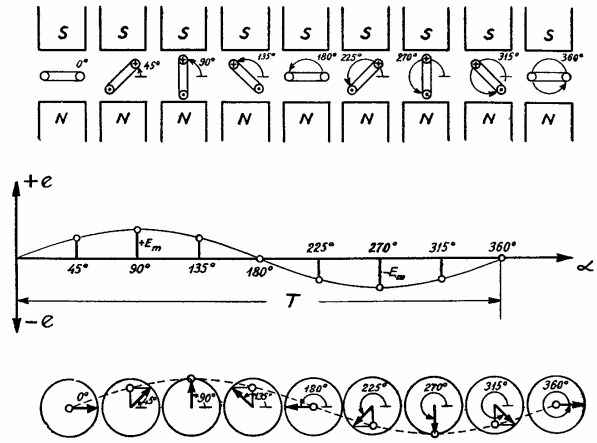
Для какого бы положения рамки мы ни определяли направление ЭДС в сторонах а и б, они всегда складываются и образуют общую ЭДС в рамке. При этом с каждым оборотом рамки направление общей ЭДС изменяется в ней на обратное, так как каждая из рабочих сторон рамки за один оборот проходит под разными полюсами магнита.
Величина ЭДС, индуктируемой в рамке, также изменяется, так как изменяется скорость, с которой стороны рамки пересекают силовые линии магнитного поля. Действительно, в то время, когда рамка подходит к своему вертикальному положению и проходит его, скорость пересечения силовых линий сторонами рамки бывает наибольшей, и в рамке индуктируется наибольшая ЭДС. В те моменты времени, когда рамка проходит свое горизонтальное положение, ее стороны как бы скользят вдоль магнитных силовых линий, не пересекая их, и ЭДС не индуктируется.
Таким образом, при равномерном вращении рамки в ней будет индуктироваться ЭДС, периодически изменяющаяся как по величине, так и по направлению.
ЭДС, возникающую в рамке, можно измерить прибором и использовать для создания тока во внешней цепи.
Используя явление электромагнитной индукции, можно получить переменную ЭДС и, следовательно, переменный ток.
Переменный ток для промышленных целей и для освещения вырабатывается мощными генераторами, приводимыми во вращение паровыми или водяными турбинами и двигателями внутреннего сгорания.
Источники питания сварочной дуги
Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
На рис.1 показаны вольт-амперные характеристики дуги, представляющие собой зависимость между напряжением UД и током IД при различной длине дуги l(l2>l1). Вольт-амперная характеристика дуги нелинейна, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
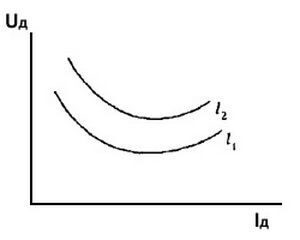
Рис.1 Вольт-амперные характеристики дуги
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома — ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги. При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углегислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Рассмотрим особенности выбора внешней характеристики источника питания для различных способов сварки.
Ручная дуговая сварка
Одна из основных особенностей ручной сварки — частое изменение длины дуги. Оно связано с манипуляцией сварщиком электродом, его плавлением и необходимостью подачи электрода вниз, а также выполнением швов в неудобных и труднодоступных местах. Особенно частые колебания длины дуги возникают при недостаточной квалификации сварщика. Для обеспечения стабильности процесса сварки, требуемой глубины проплавления и хорошего качества шва необходимо, чтобы сила тока при колебаниях длины дуги изменялась минимально.
Если при ручной дуговой сварке использовать источник питания с пологопадающей характеристикой, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении дуги возможен прожог из-за чрезмерно большой силы тока. Поэтому при ручной сварке применяются источники питания с крутопадающей характеристикой, обеспечивающей максимальную стабильность процесса сварки.
Полуавтоматическая сварка
Особенностью полуавтоматической сварки является постоянная, независимая от сварщика скорость подачи сварочной проволоки. Для обеспечения устойчивого процесса сварки необходимо обеспечить постоянство длины дуги. В противном случае возможен обрыв дуги или короткое замыкание проволоки на изделие. Для обеспечения постоянства длины дуги необходимо, чтобы в процессе сварки соблюдалось соотношение:
| Vпод = Vпл | |
| где: | Vпод — скорость подачи сварочной проволоки; Vпл — скорость плавления сварочной проволоки. |
Характеристика источника питания должна быть такой, чтобы при случайном нарушении этого соотношения она позволяла вернуться к его соблюдению в максимально короткие сроки.
Рассмотрим, что происходит при механизированной сварке при неожиданном увеличении или уменьшении длины дуги. На рис.2 изображена возрастающая характеристика дуги при различной ее длине l, l1, l2, а также жесткая характеристика источника питания. При увеличении длины дуги рабочая точка О перемещается в O1 и сила тока уменьшается — I1. После уменьшения силы тока снижается количество теплоты, выделяемой в дуге, и скорость плавления проволоки уменьшается. В этот период времени скорость подачи проволоки становится больше скорости плавления: Vпод> Vпл. Конец проволоки приближается к изделию, и длина дуги самостоятельно восстанавливается. Этот процесс называется саморегулированием длины дуги.

Рис.2 Зависимость изменения тока от колебания длины сварочной дуги
(Ж — жесткая характеристика источника питания)
Процесс сварки будет стабильным, если реакция по изменению скорости плавления проволоки после изменения длины дуги будет быстрой. В этом случае говорят, что процесс саморегулирования проходит активно.
Рассмотрим, как влияет на активность саморегулирования вид внешней характеристики источника питания. На рис.3 приведены три различные характеристики источников питания: пологопадающая (П), жесткая (Ж), возрастающая (В).

Рис.3 Влияние формы внешней характеристики источника
на изменение тока при колебаниях длины дуги
Наиболее резкие колебания силы тока, обеспечивающие активное саморегулирование, будут при возрастающей характеристике источника питания, при жесткой характеристике саморегулирование происходит менее активно, еще менее активно оно будет происходить при пологопадающей характеристике. Поэтому если проволока при сварке подается относительно медленно, возможно использование пологопадающих или жестких характеристик. Это обычно бывает при сварке под флюсом, когда диаметры проволок достаточно большие и скорости их подачи относительно невелики и колеблются в пределах 50-200 м/ч. При сварке в углекислом газе диаметры проволок ниже, поэтому для обеспечения высокой производительности их скорости подачи выше — до 400 м/ч. В этом случае обязательно применение жестких характеристик. При сварке на форсированных режимах при очень высоких скоростях подачи проволоки возможно применение источников питания с возрастающими характеристиками.
Источники питания с крутопадающими характеристиками, предназначенные для ручной полуавтоматической и автоматической сварки, применяться не могут, так как не обеспечивают саморегулирования длины дуги и стабильность процесса сварки.
Кроме принципа саморегулирования в некоторых сварочных аппаратах используется принцип автоматического регулирования длины дуги. Он заключается в том, что в процессе сварки скорость подачи проволоки не постоянна, а изменяется в зависимости от длины дуги, а следовательно, и напряжения на ней. Управление скоростью подачи проволоки осуществляется за счет обратной связи между дугой и двигателем подающего механизма.
Классификация источников питания для сварки.
Основными элементами любой сварочной установки являются: источник сварочного напряжения или источник питания (далее — ИП); исполнительный механизм; соединительные элементы (шланги, кабели); вспомогательные элементы (баллоны, приспособления, оснастка и т.д.). В зависимости от выбранного вида сварки различают следующие виды сварочного оборудования:
Для ручной дуговой сварки штучными плавящимися электродами с покрытием (метод ММА):
— трансформаторы (предназначены для сварки на переменном токе);
— выпрямители (предназначены для сварки на постоянном токе);
— инверторы (для сварки на постоянном токе — постоянный ток получают по инверторной схеме).
Для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) — сварочные полуавтоматы, состоящие из источника питания (встроенного или автономного), блока управления, подающего механизма и специальной сварочной горелки.
Для автоматической сварки металлической проволокой в среде защитных газов или под флюсом — сварочные автоматы (самоходные тракторного типа, подвесные или планетарные головки).
Для ручной дуговой сварки неплавящимся (вольфрамовым) электродом в среде инертных защитных газов (метод TIG) — специализированные сварочные установки переменного и/или постоянного тока.
Одной из основных характеристик сварочного процесса является статическая вольт-амперная характеристика (ВАХ) сварочной дуги, отражающая связь между напряжением и силой тока сварочной дуги. Вследствие особенностей ионизации атомов металла в столбе дуги характеристика самой дуги состоит из трёх участков — падающего, статического и возрастающего. Статическая вольт-амперная характеристика сварочной дуги показана на рис. 4.

Рис.4 Статическая вольт-амперная характеристика дуги.
Для стабильного горения дуги требуется равенство между напряжением и током дуги (Uд и Iд) и источника питания (Uип и Iип). Легко заметить, что такое равенство возможно в случае, когда точки пересечения вольт-амперных характеристик дуги и источника питания являются точками устойчивого горения дуги, как показано на рис.5.

падающие жесткая возрастающая
Рис.5 Вольт-амперные характеристики источников питания
в соотнесении их со статической ВАХ дуги.
Ручную дуговую сварку (метод ММА) ведут на токе малой плотности (отношение силы тока к диаметру электрода). При этом из-за колебания длины дуги меняется и напряжение дуги, и ее вольт-амперная характеристика имеет падающую форму (зона 1 на рис. 4.). Поэтому для ручной дуговой сварки в основном применяют ИП с падающей вольт-амперной характеристикой, имеющей очень большой угол наклона к оси тока (крутопадающая характеристика); такая вольт-амперная характеристика обеспечивает отсутствие колебаний тока при изменении напряжения дуги.
При полуавтоматической сварке методом MIG/MAG дуга горит на стабильном участке вольт-амперной характеристики (зона 2 на рис. 4.), поэтому ИП для такого метода сварки должен иметь жёсткую или пологопадающую вольт-амперную характеристику.
ИП с возрастающей характеристикой применяют в основном для автоматической сварки под флюсом и наплавки.
Сварочные трансформаторы.
Одной из особенностей сварочной дуги переменного тока является периодическое изменение тока и напряжения ИП из-за перерывов в горении дуги при переходе кривой тока через нулевые значения (дуга гаснет). Внешне это проявляется резким звуком горящей дуги и повышенным разбрызгиванием жидкого металла. Все сварочные трансформаторы являются трансформаторами напряжения. Вольт-амперные характеристики трансформаторов, применяемых для ручной дуговой сварки, являются крутопадающими. Для повышения стабильности горения дуги увеличивают индуктивное сопротивление цепи дуги, для чего в цепь вторичной обмотки трансформатора обычно включают дополнительную реактивную катушку.
Наиболее распространёнными являются трансформаторы с так называемым увеличенным магнитным рассеянием. В этих трансформаторах катушки обмоток разнесены по стержню магнитопровода. При работе трансформатора часть магнитных потоков замыкается в воздухе вне магнитопровода и рассеивается, что и дало название этим аппаратам. Регулировка тока в таких трансформаторах осуществляется изменением магнитных потоков путем раздвижения катушек обмоток по высоте магнитопровода (отечественные трансформаторы серии ТД) или введением в окно магнитопровода подвижных шунтов из магнитного материала (трансформаторы серии ТДМ). В более мощных трансформаторах, применяемых для автоматической и электрошлаковой сварки, используют регулировку магнитными шунтами — специальными дросселями, размещёнными в окне магнитопровода и управляемыми током низкого напряжения (трансформаторы ТДФ). Трансформаторы с увеличенным магнитным рассеянием имеют, как правило, падающую или крутопадающую вольт-амперную характеристику.
Другой, менее распространённый тип сварочных трансформаторов — трансформаторы с нормальным магнитным рассеянием. В этих аппаратах катушки первичной и вторичной обмоток располагаются концентрично на замкнутом магнитопроводе стержневого типа, поэтому рассеяние магнитных потоков практически отсутствует. Благодаря этому вольт-амперная характеристика получается пологопадающей или жёсткой. Регулировка таких трансформаторов осуществляется введением в цепь вторичной обмотки дополнительной индуктивности, за счёт которой и происходит настройка тока. В зависимости от расположения дополнительной индуктивности различают трансформаторы с совмещённой и с раздельной реактивной катушкой.
Для сварочных трансформаторов специализированных источников питания используются схемы с так называемым дросселем насыщения. При этой схеме реактивная катушка собирается из нескольких обмоток на двухоконном магнитопроводе броневого типа; витки реактивной катушки намотаны на крайних стержнях магнитопровода, а на среднем стержне намотана управляемая обмотка, питаемая постоянным током, называемым током намагничивания. Регулируя ток намагничивания, можно изменять в широких пределах ток во вторичном контуре трансформатора, т.е. ток сварки.
Сварочные выпрямители.
Сварка на постоянном токе обеспечивает получение сварного соединения более высокого качества по сравнению со сваркой на переменном токе. Из-за отсутствия нулевых значений тока повышается стабильность горения дуги, увеличивается глубина проплавления, снижается разбрызгивание, улучшается защита дуги, повышаются прочностные характеристики металла сварного шва, снижается количество дефектов шва, а пониженное разбрызгивание улучшает использование присадочного материала и упрощает операции зачистки сварного соединения от шлака и застывших брызг металла. Всё это привело к тому, что для сварки качественных швов ответственных соединений больше применяют сварку на постоянном токе. Кроме того, многие материалы — высоколегированные и теплоустойчивые стали, чугуны, титан, сплавы на основе меди и никеля — свариваются только на постоянном токе. В частности, для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) — наиболее производительного и универсального метода сварки — применяют именно ИП постоянного тока.
Сварочными выпрямителями называются источники питания, в которых постоянный ток получается путём выпрямления переменного тока промышленной частоты с использованием полупроводниковых вентилей. Общими элементами для сварочных выпрямителей являются силовой трансформатор, выпрямительный блок и блоки пускорегулирующей, измерительной и защитной аппаратуры.
Наиболее рациональным в выпрямителях оказывается применение трёхфазного тока. Из графиков, приведенных на рис.6 видно, что суммирующая кривая тока при шестифазной схеме значительно лучше удовлетворяет требованиям сварки, чем однофазная .

Рис.6 Кривые выпрямленного сварочного тока
Для питания выпрямительного блока (ВБ) обычно используют понижающие трёхфазные силовые трансформаторы, по устройству и принципу действия аналогичные описанным в предыдущем разделе. Сам ВБ собирается либо по трёхфазной мостовой схеме, либо по шестифазной мостовой схеме с уравнительным реактором — разнесёнными вторичными обмотками силового трансформатора, соединёнными в две «звезды» (схема Ларионова — Гретца). У обеих схем повторяемость напряжения равна шестикратной частоте питающего тока (для обычного переменного тока промышленной частоты — 300 Гц). Это позволяет получить выпрямленный ток, у которого пульсации напряжения меньше, чем при использовании обычной однофазной мостовой двухполупериодной схемы, собранной на четырёх вентилях (четырёхвентильные мостовые схемы обычно используются в более простых выпрямителях бытового класса).
За счёт использования специальных стабилизаторов напряжения, включаемых в сварочный контур, удаётся получить гладкую кривую тока с минимальными пульсациями выпрямленного напряжения. Для выпрямления тока используют неуправляемые полупроводниковые вентили — кремниевые или селеновые диоды — и управляемые вентили — тиристоры (обычно кремниевые). Кремниевые диоды имеют небольшие размеры и высокую теплостойкость, но очень чувствительны к токовым перегрузкам. Селеновые вентили допускают меньшие значения силы тока, но имеют высокую стойкость к перегрузкам и малый разброс характеристик. Их использование значительно упрощает общую схему выпрямителя и повышает его стойкость к перегрузкам по току. Использование тиристоров требует применения специальных блоков управления открыванием тиристоров, и обычно тиристоры устанавливают на более мощном и дорогом промышленном оборудовании.
Полупроводниковые вентили требуют определённого температурного и токового режима. Поэтому немаловажными элементами любого сварочного выпрямителя являются системы охлаждения ВБ: радиаторы охлаждения вентилей, вентилятор, включающийся перед пуском выпрямителя, блоки защиты от токовых перегрузок (плавкие предохранители или реле защиты по току) и тепловые предохранители — термостат и ветровое реле, отключающие выпрямитель при перегреве ВБ или при выходе из строя вентилятора.
Регулирование тока сварки в сварочных выпрямителях осуществляется двумя путями — электромеханическим и электрическим. В выпрямителях с электромеханической регулировкой изменение тока происходит до ВБ, то есть на выпрямляющие вентили в каждой фазе поступает переменный ток, имеющий силу тока и напряжение заданных сварочных параметров. Применяемые в этом случае силовые трансформаторы с увеличенным магнитным рассеянием (с раздвижными катушками) и трансформаторы с нормальным магнитным рассеянием (с управляемым магнитным шунтом) описаны в предыдущем разделе.
Другой тип электромеханической регулировки тока сварки в сварочных выпрямителях — это выпрямители с секционированными обмотками силового трансформатора, у которых первичная обмотка силового трансформатора состоит из нескольких катушек на общем сердечнике, которые подключаются последовательно посредством галетного переключателя, при этом происходит ступенчатое изменение тока в первичной цепи силового трансформатора. Такие выпрямители дёшевы, просты в изготовлении и надёжны в эксплуатации. Они имеют жёсткую вольт-амперную характеристику и целесообразны для полуавтоматической сварки в среде защитных газов (метод MIG/MAG), т.е. в тех случаях, когда после ИП возможна ещё одна регулировка тока (плавная в пределах каждой ступени).
Другой тип — это выпрямители с вольтодобавочными трансформаторами (ВДТ), включаемыми последовательно во вторичную цепь силового трансформатора. Встречное или согласное включение вторичных обмоток силового трансформатора и ВДТ позволяет ступенчато менять силу тока. Плавное регулирование (в пределах каждой ступени) осуществляется изменением напряжения в первичной обмотке ВДТ. Такие схемы позволяют получить жёсткие вольт-амперные характеристики (для полуавтоматической сварки в среде защитных газов) и проводить настройку режима сварки дистанционно. В этом типе выпрямителей используют силовые трансформаторы с нормальным магнитным рассеянием и дросселем насыщения. Это позволяет вводить обратные связи и стабилизирует работу ИП в заданном режиме, а сам выпрямитель имеет крутопадающую вольт-амперную характеристику, применяемую для ручной дуговой сварки плавящимися электродами (тиристорный выпрямитель ТИР-300 с дросселем насыщения ).
Электрические схемы регулировки сварочных выпрямителей построены на изменении тока сварки после ВБ или непосредственно в ВБ. Выпрямители с транзисторными регуляторами тока основаны на принципе управления сильным током за счёт изменения более слабого тока. В этих схемах после ВБ последовательно сварочной дуге включается блок транзисторов, соединённых параллельно. Это позволяет в широких пределах изменять ток дуги. Применение транзисторных схем регулировки тока даёт крутопадающую вольт-амперную характеристику с широким спектром регулировок по току и высокостабильной дугой, что позволяет применять такие выпрямители для автоматической аргоно-дуговой сварки неплавящимся электродом (метод TIG) высоколегированных сталей и сплавов на основе меди или алюминия.
Более простой и распространенной является схема выпрямителя с тиристорными регуляторами тока, в которых в качестве выпрямительных вентилей используют полупроводниковые тиристоры. Формирование вольт-амперных характеристик таких выпрямителей осуществляется за счёт временного сдвига управляющих импульсов тиристоров, подаваемых блоком фазоимпульсного управления. Изменением времени подачи управляющих импульсов регулируется поочерёдное открытие тиристоров той или иной ветви шестифазной мостовой схемы и меняется ток дуги. Это позволяет осуществлять плавную регулировку (в том числе и дистанционную) тока сварки и получать дугу с высокой стабилизацией по току и напряжению. По таким схемам построены широко известные выпрямители типа ВСВУ для ручной дуговой сварки плавящимися электродами (с крутопадающей вольт-амперной характеристикой) и ВДГ для полуавтоматической сварки в среде защитных газов (с пологопадающей вольт-амперной характеристикой). Дальнейшим развитием схемы выпрямителей с тиристорным регулированием явились выпрямители серии ВДУ с двойной вольт-амперной характеристикой — крутопадающей и пологопадающей. Силовой трансформатор этих выпрямителей имеет две вторичные обмотки, и их переключение позволяет получать двойную вольт-амперную характеристику и делает возможным использование выпрямителя как для ручной, так и для полуавтоматической сварки.
Для сварки в цеховых условиях часто используют многопостовые выпрямители, имеющие достаточную мощность и способные выдерживать большие перегрузки как по величине тока, так и по скорости нарастания тока сварки. В основном многопостовые выпрямители имеют жёсткие вольт-амперные характеристики и предназначены для ручной дуговой сварки плавящимися электродами. В этом случае к выходным клеммам ИП подключается шинопровод из двух медных или алюминиевых полос, закреплённых на изоляторах на стенах или металлоконструкциях цеха. Управление током каждого сварочного поста осуществляется так называемыми балластными реостатами, представляющими собой устройство с набором элементов сопротивления из фехралевой или нихромовой проволоки и переключателями для коммутирования ступеней сопротивления в параллельном соединении. Включение ступеней балластного реостата позволяет регулировать ток сварки одного поста, а за счёт падения напряжения формируется крутопадающая вольт-амперная характеристика. Такие схемы приняты при использовании многопостовых выпрямителей ВКСМ-1000, ВДМ-1001, ВДМ-1201, ВДМ-1601 с балластными реостатами РБ-301 или РБ-302. Все эти выпрямители называются неуправляемыми, так как на выходе всегда подаётся одно и то же значение сварочного тока, равное номинальному.
Сварочные инверторы
Наиболее современными и технически сложными источниками сварочного тока являются сварочные инверторы. В отличие от статических ИП так называемых «классических» типов (т.е. трансформаторов и выпрямителей), у инверторов отсутствует силовой трансформатор. Вся работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы инверторы малой мощности очень перспективны для использования при монтаже особо ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
Наличие сложной и дорогой электроники, требующей особых условий охлаждения, увеличивает стоимость инверторных источников, но высокое качество получаемых сварных соединений и широкий спектр методов сварки делает их наиболее перспективными для промышленного применения, особенно при производстве сложных и ответственных металлоконструкций из различных материалов.