Допуск на соосность

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Размеры не показываемые на чертеже
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Автор: Ветерок · Опубликовано: 2 часа назад
Вы прикидываетесь, или на самом деле такой? ЗАЧЕМ все модели В ФОРМАТЕ STEP?

Автор: mamomot · Опубликовано: 5 часов назад
Второе Приложение Б к ранее выложенной Нормали по сварке: «Элементы типовые. Конструкция размеры и технические требования». 9_0_3 Нормаль ОГТ Приложение Б.pdf
Автор: SergeyF · Опубликовано: 5 часов назад
В каталогах производителей не указанна поверхностная закалка. Толкатели идут стандартной размерной линейкой, обычно 80/100/150/200/250, в дальнейшем они всегда обрезаются до необходимого размера. Если толкатель имел бы только поверхностную закалку, то он бы получал после обрезки «сырой» торец выходящий на фасонную поверхность формообразующей.
Автор: maxx2000 · Опубликовано: 5 часов назад
В Creo11 можно будет считать теплопередачу между твердотельной геометрией и «жидким» телом

Автор: Jesse · Опубликовано: 5 часов назад
Ну в статике вашей арматуре вряд ли че то будет. Раз речь идёт про акустику, то тут уже вибрации в звуковом диапазоне , а это тысячи Герц. Ну и усталость смотреть.
Автор: Misha hm · Опубликовано: 6 часов назад
Готов поспорить, что это не так. Вот картинка: Опорная температура 273К. Температура горячей стенки задал как 90К, холодной — минус 10К. Легенда показывает абсолютные значения (так ведь?). Тогда это неправильно. Либо, это может быть правильно только в одном случае, если легенда в относительных (опорной) градусах.

Автор: SHARit · Опубликовано: 6 часов назад
Автор: maxx2000 · Опубликовано: 7 часов назад
@Барс между болтом и отверстием, между фланцем и прокладкой. Это называется жёсткий шарнир. Так называют потому что возможно только кручение или качание вокруг или вдоль оси но не происходит линейное перемещение. Если болтовое соединение заменить сваркой, то такое соединение станет жёстким. Между балкой и фланцем жёсткое соединение, между фланцем и прокладкой шарнир с 5 минуты приварено, приклеено — не шарнир.
Метрология размеры предельные отклонения допуски и посадки
По завершению курсов выдаются удостоверения и дипломы.
Подробней на странице
Наш телефон 8-800-775-09-71 Бесплатный звонок по России!
Основные понятия о допусках и посадках
Механизмы машин и приборов состоят из деталей, совершающих в процессе работы определенные относительные движения или соединенных неподвижно. Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными.
Абсолютно точное изготовление любой детали невозможно, как невозможно и измерить ее абсолютный размер, поскольку точность любого измерения ограничена возможностями средств измерения на данном этапе научно-технического прогресса, при этом предела этой точности не существует. Впрочем, выполнение деталей механизмов с наибольшей точностью зачастую нецелесообразно, в первую очередь — с экономической точки зрения, поскольку высокоточные изделия значительно дороже в изготовлении, а для нормального функционирования в механизме вполне достаточно выполнить деталь с меньшей точностью, т. е. дешевле.
Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом.
Рекомендации по выбору предельных отклонений размеров деталей разработаны на основании многолетнего опыта изготовления и эксплуатации различных механизмов и приборов и научных исследований, и изложены в единой системе допусков и посадок (ЕСДП СЭВ). Допуски и посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
Основные понятия из этой системы
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Номинальный размер соединения является общим для отверстия и вала, составляющих соединение. По номинальным размерам выполняют в том или ином масштабе чертежи деталей, сборочных единиц и приборов.
Для унификации и стандартизации установлены ряды номинальных размеров (ГОСТ 8032-84 «Предпочтительные числа и ряды предпочтительных чисел»). Полученный расчетом или выбранный размер следует округлять до ближайшего значения из стандартного ряда. Это особенно относится к размерам деталей, получаемым стандартным или нормализованным инструментом, или присоединительным по отношению к другим стандартным деталям или узлам.
Для сокращения номенклатуры применяемого в производстве режущего и измерительного инструмента в первую очередь рекомендуется применять размеры, оканчивающиеся на 0 и 5, а затем — на 0; 2; 5 и 8.
Размер, полученный в результате измерения детали с наибольшей возможной точностью, называют действительным. Не следует путать действительный размер детали с ее абсолютным размером.
Абсолютный размер – реальный (фактический) размер детали; его невозможно измерить никакими сверхточными средствами измерения, поскольку всегда будет присутствовать погрешность, обусловленная, в первую очередь, уровнем развития науки, техники и технологий. Кроме того, любое материальное тело при температуре выше абсолютного нуля «дышит» — на его поверхности постоянно перемещаются микрочастицы, молекулы и атомы, отрываясь от тела и возвращаясь обратно. Поэтому, даже имея в распоряжении сверхточные средства измерений, абсолютный размер детали определить невозможно; можно лишь говорить о реальном размере в бесконечно малый отрезок (момент) времени. Вывод очевиден — абсолютный размер детали (как и любого тела) — понятие абстрактное.
Размеры, между которыми может находиться действительный размер изготовленной детали, называют предельными, при этом различают наибольший и наименьший предельные размеры.
Выполненная в интервале между предельными размерами деталь считается годной. Если же ее размер выходит за предельные ограничения – она считается браком.
По предельным размерам устанавливают тип соединения деталей и допустимую неточность их изготовления.
Для удобства на чертежах указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого размера. Величину и знак отклонения получают в результате вычитания номинального размера из соответствующего предельного размера.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением (обозначается es или ES), разность между наименьшим предельным и номинальным — нижним отклонением (обозначается ei или EI). Верхнее отклонение соответствует наибольшему предельному размеру, а нижнее — наименьшему.
Все сопрягаемые (взаимодействующие) в механизме детали подразделяют на две группы – валы и отверстия. Вал обозначает наружный (охватываемый) элемент детали. При этом вал не обязательно должен иметь круглую форму: в понятие «вал» входит, например, шпонка, а шпоночный паз в этом случае называют «отверстием». Основным называют вал, верхнее отклонение которого равно нулю. Размеры вала на схемах и при расчетах обозначаются строчными (маленькими) буквами: d, dmax, dmin, es, ei и т. д.
Отверстие обозначает внутренний (охватывающий) элемент детали. Как и в случае с валом, отверстие не обязательно должно быть круглым – его форма может быть любой. Основным называют отверстие, нижнее отклонение которого равно нулю. Размеры отверстия на схемах и при расчетах обозначаются прописными (заглавными) буквами: D, Dmax, Dmin, ES, EI и т. д.
Допуском (Т) называется разность между наибольшим и наименьшим предельными размерами детали. Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком. Допуск на размер вала обозначают Тd, отверстия – TD. Очевидно, что чем больше допуск на размер, тем легче изготовить деталь. Допуск на размер детали может быть определен, как разность между предельными размерами или как сумма предельных отклонений:
TD(d) = D(d)max – D(d)min = ES(es) + EI(ei), при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля).
Посадки
Характер соединения, определяемый разностью между охватывающим и охватываемым размером, называется посадкой. Положительная разность между диаметрами отверстия и вала называется зазором (обозначается буквой S), а отрицательная – натягом (обозначается буквой N). Иными словами, если диаметр вала меньше диаметра отверстия – имеет место зазор, если же диаметр вала превышает диаметр отверстия – в сопряжении присутствует натяг. Зазор определяет характер взаимной подвижности сопряженных деталей, а натяг — характер их неподвижного соединения.
В зависимости от соотношения действительных размеров вала и отверстия различают подвижные посадки — с зазором, неподвижные посадки — с натягом и переходные посадки, т. е. посадки, в которых может присутствовать и зазор, и натяг (в зависимости от того, какие отклонения имеют действительные размеры сопрягаемых деталей от номинальных размеров).
Посадки, в которых обязательно присутствует зазор, называют посадками с гарантированным зазором, а посадки, в которых обязателен натяг – с гарантированным натягом.
В первом случае так выбирают предельные размеры отверстия и вала, чтобы в сопряжении был гарантированный зазор. Разность между наибольшим предельным размером отверстия (Dmax) и наименьшим предельным размером вала (dmin) определяет наибольший зазор (Smax):
Smax = Dmax – dmin.
Разность между наименьшим предельным размером отверстия (Dmin) и наибольшим предельным размером вала (dmax) — наименьший зазор (Smin):
Smin = Dmin – dmax.
Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin:
Nmax = dmax – Dmin, Nmin = dmin – Dmax.
Переходные посадки могут дать зазор или натяг небольшой величины. До изготовления деталей нельзя сказать, что будет в сопряжении. Это становится ясным только при сборке. Зазор не должен превышать величины наибольшего зазора, а натяг — величины наибольшего натяга. Переходные посадки применяются в том случае, если необходимо обеспечить точное центрирование отверстия и вала.
Всего в ЕСДП СЭВ предусмотрено 28 типов основных отклонений для валов и столько же для отверстий. Каждый из них обозначается строчной латинской буквой (ГОСТ 2.304 — 81), если отклонение относится к валу, или прописной, если отклонение относится к отверстию.
Буквенные обозначения основных отклонений приняты в алфавитном порядке, начиная от отклонений, обеспечивающих самые большие зазоры в соединении. Сочетанием различных отклонений вала и отверстия можно получить посадки разного характера (зазор, натяг или переходная).
Посадки в системе отверстия и системе вала
Посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.Система отверстия характеризуется тем, что в ней для всех посадок предельные размеры отверстия остаются постоянными, а посадки осуществляются соответствующим изменением предельных размеров вала (т. е. вал подгоняется по отверстию). Размер отверстия называется основным, а размер вала — посадочным.
Система вала характеризуется тем, что в ней для всех посадок предельные размеры вала остаются постоянными, а посадки осуществляются изменением отверстия (т. е. отверстие подгоняется по размеру вала). Размер вала называется основным, а отверстия — посадочным.
На промышленных предприятиях в основном применяют систему отверстия, так как она требует меньшего количества режущего и измерительного инструмента, т. е. более экономична. Кроме того, технологически удобнее подгонять вал под отверстие, а не наоборот, поскольку удобнее производить обработку и контрольные измерения внешней поверхности, а не внутренней. Систему вала, как правило, применяют для наружных колец шарикоподшипников и в тех случаях, когда на гладкий вал насаживают несколько деталей с различными посадками.
В машиностроении наиболее распространены посадки, расположенные в порядке убывания натяга и возрастания зазора: прессовая (Пр), легкопрессовая (Пл), глухая (Г), тугая (Т), напряженная (Н), плотная (П), скольжения (С), движения (Д), ходовая (X), легкоходовая (Л), широкоходовая (Ш). Прессовые посадки дают гарантированный натяг. Глухая, тугая, напряженная и плотная посадки являются переходными, а остальные имеют гарантированный зазор. Для скользящей посадки гарантированный зазор равен нулю.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
Допуск посадки равен также сумме допусков отверстия и вала.
Квалитеты
Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом (I). Иными словами, квалитет – степень точности, с которой выполнена деталь, при этом учитывается размер этой детали.
Очевидно, что если выполнить с одинаковым допуском очень большую и очень маленькую деталь, то относительная точность изготовления большой детали будет выше. Поэтому системой квалитетов принимается в расчет то, что (при одинаковых допусках) отношение величины допуска к номинальному размеру у большой детали будет меньше, чем отношение допуска к номинальному размеру маленькой детали (рис. 2), т. е. условно большая деталь изготовлена точнее относительно своих размеров. Если, например, для вала с номинальным диаметром 3 метра миллиметровое отклонение от размера можно считать незначительным, то для вала диаметром 10 мм такое отклонение будет очень ощутимым. Введение системы квалитетов позволяет избежать такой путаницы, поскольку точность изготовления деталей привязывается к их размерам.
По ЕСДП СЭВ квалитеты стандартизованы в виде 19 рядов. Каждый квалитет обозначается порядковым номером 01; 0; 1; 2; 3;…; 17, возрастающим с увеличением допуска. Два самых точных квалитета — 01 и 0.
Ссылка на допуски по квалитетам ЕСДП СЭВ может быть сделана сокращенно буквами IT «Международный допуск» с номером квалитета.
Например, IT7 означает допуск по 7-му квалитету.
В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
- Используются буквы латинского алфавита, при этом отверстия определяются прописными буквами, а валы — строчными.
- Отверстие в системе отверстия (основное отверстие)обозначается буквой Н и цифрами — номером квалитета. Например, Н6, Н11 и т. д.
- Вал в системе отверстия обозначается символом посадки и цифрами — номером квалитета. Например, g6, d11и т. д.
- Сопряжение отверстия и вала в системе отверстия обозначается дробно: в числителе — допуск отверстия, в знаменателе — допуск вала.
Графическое изображение допусков и посадок
Для наглядности часто используют графическое изображение допусков и посадок с помощью, так называемых, полей допусков.
Построение выполняется следующим образом. От горизонтальной линии, условно изображающей поверхность детали при ее номинальном размере, откладывают предельные отклонения в произвольно выбранном масштабе. Обычно на схемах величины отклонений указывают в микронах, но можно строить поля допусков и в миллиметрах, если отклонения достаточно большие. Линия, которая при построении схем полей допусков соответствует номинальному размеру и служит началом отсчета отклонений размеров, называется нулевой (0-0).
Поле допуска — поле, ограниченное верхним и нижним отклонениями, т. е. при графическом изображении поля допусков показывают зоны, которые ограничены двумя линиями, проведенными на расстояниях, соответствующих верхнему и нижнему отклонению в избранном масштабе. Очевидно, что поле допуска определяется величиной допуска и его положением относительно номинального размера. На схемах поля допусков имеют вид прямоугольников, верхние и нижние стороны которых параллельны нулевой линии и отображают предельные отклонения, а боковые стороны в избранном масштабе соответствует допуску размера.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Предельное отклонение, которое ближе к нулевой линии, называют основным (верхним или нижним). Оно определяет положение поля допусков относительно нулевой линии. Для полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение. Для полей допусков, расположенных выше нулевой линии, основным является нижнее отклонение.
Принцип образования полей допусков, принятый в ЕСДП, допускает сочетание любых основных отклонений с любыми квалитетами. Например, можно образовать поля допусков а11, u14, с15 и другие, не установленные в стандарте. Исключение представляют основные отклонения J и j, которые заменяются основными отклонениями Js, и js.
Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки.
При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи.
- hи H — верхнее и нижнее отклонения вала и отверстия, равные нулю (допуски с основными отклонениямиhиHприняты для основных валов и отверстий).
- а — h (А — H)— отклонения, образующие поля допусков при посадках с зазорами.
- js — n (Js — N)— отклонения, образующие поля допусков переходных посадок.
- p – zc (P — ZC)— отклонения, образующие поля допусков посадок с натягом.
Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия.
Основные отклонения зависят от номинальных размеров деталей и остаются постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, К, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схемах поля допусков с отклонениями J, К, М, N, j, k, обычно разделены на части и показаны ступенчатыми.
Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо.
Особое значение имеют основные отклонения H и h, которые равны нулю (рисунок). Поля допусков с такими основными отклонениями расположены от номинала «в тело» детали; их называют полями допусков основного отверстия и основного вала.
Обозначения посадок строятся как дроби, причем в числителе всегда находится обозначение поля допуска охватывающей поверхности (отверстия), а в знаменателе – поля допуска охватываемой (вала).
При выборе квалитета соединения и вида посадки конструктору следует учитывать характер сопряжения, эксплуатационные условия, наличие вибрации, срок службы, колебания температуры и стоимость изготовления.
Квалитет и вид посадки рекомендуется выбирать по аналогии с теми деталями и узлами, работа которых хорошо известна, или руководствоваться рекомендациями справочной литературы и нормативных документов (ОСТов). В соответствии с квалитетом посадки выбирается чистота поверхности сопрягаемых деталей.
Допуски и посадки установлены для четырех диапазонов номинальных размеров:
- малый — до 1мм;
- средний — от 1до 500 мм;
- большой — от 500до 3150 мм;
- очень большой — от 3150до 10 000 мм.
Средний диапазон является наиболее важным, поскольку применяется значительно чаще.
Дистанционное обучение сотрудников лабораторий.
По завершению курсов выдаются удостоверения и дипломы.
Подробней на странице
Наш телефон 8-800-775-09-71 Бесплатный звонок по России!
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями.
Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.




Допуск профиля продольного сечения







Допуск пересечения, осей

Суммарные допуски формы и расположения
Допуск радиального биения
Допуск торцового биения
Допуск биения в заданном направлении

Допуск полного радиального биения
Допуск полного торцового биения

Допуск формы заданного профиля

Допуск формы заданной поверхности

Формы и размеры знаков приведены в обязательном приложении 1 .
Примеры указания на чертежах допусков формы и расположения поверхностей приведены в справочном приложении 2 .
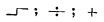
Примечание . Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.

— знак суммарного допуска параллельности и плоскостности;

— знак суммарного допуска перпендикулярности и плоскостности;

— знак суммарного допуска наклона и плоскостности.
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
числовое значение допуска в миллиметрах;
указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
указание о зависимых допусках формы или расположения (в соответствующих случаях).
1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81 или другие документы, устанавливающие неуказанные допуски формы и расположения.
Например: 1. Неуказанные допуски формы и расположения — по ГОСТ 25069-81.
2. Неуказанные допуски соосности и симметричности — по ГОСТ 25069-81.
(Введен дополнительно, Изм. № 1).
2. НАНЕСЕНИЕ ОБОЗНАЧЕНИЙ ДОПУСКОВ
2.1. При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две и более части (черт. 1 , 2 ), в которых помещают:
в первой — знак допуска по таблице;
во второй — числовое значение допуска в миллиметрах;
в третьей и последующих — буквенное обозначение базы (баз) или буквенное обозначение поверхности, с которой связан допуск расположения (пп. 3.7 ; 3.9 ).


2.2. Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых в рамки, должна быть равна размеру шрифта размерных чисел.
Графическое изображение рамки приведено в обязательном приложении 1 .
2.3. Рамку располагают горизонтально. В необходимых случаях допускается вертикальное расположение рамки.
Не допускается пересекать рамку какими-либо линиями.
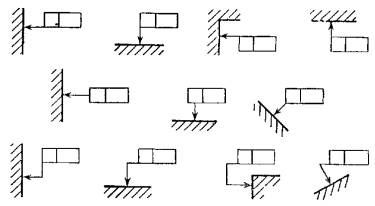
2.4. Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией, заканчивающейся стрелкой (черт. 3 ).
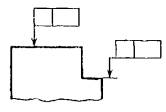
Соединительная линия может быть прямой или ломаной, но направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению измерения отклонения. Соединительную линию отводят от рамки, как показано на черт. 4 .
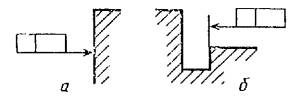
В необходимых случаях допускается:
проводить соединительную линию от второй (последней) части рамки (черт. 5 а);
заканчивать соединительную линию стрелкой и со стороны материала детали (черт. 5 б).
2.5. Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением, при этом соединительная линия не должна быть продолжением размерной линии (черт. 6 , 7 ).
2.6. Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии (черт. 8 а, б). При недостатке места стрелку размерной линии допускается совмещать со стрелкой соединительной линии (черт. 8 в).
Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения допуска формы и расположения, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения допуска формы или расположения (черт. 9 ).
2.7. Если допуск относится к боковым сторонам резьбы, то рамку соединяют с изображением в соответствии с черт. 10 а.
Если допуск относится к оси резьбы, то рамку соединяют с изображением в соответствии с черт. 10 б.
2.8. Если допуск относится к общей оси (плоскости симметрии) и из чертежа ясно, для каких поверхностей данная ось (плоскость симметрии) является общей, то рамку соединяют с осью (плоскостью симметрии) (черт. 11а, б).
2.9. Перед числовым значением допуска следует указывать:
символ Æ , если круговое или цилиндрическое поле допуска указывают диаметром (черт. 12 а);
символ R , если круговое или цилиндрическое поле допуска указывают радиусом (черт. 12 б);
символ Т, если допуски симметричности, пересечения осей, формы заданного профиля и заданной поверхности, а также позиционные допуски (для случая, когда поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) указывают в диаметральном выражении (черт. 12 в);
символ Т/2 для тех же видов допусков, если их указывают в радиусном выражении (черт. 12 г);
слово «сфера» и символы Æ или R , если поле допуска сферическое (черт. 12 д).
2.10. Числовое значение допуска формы и расположения поверхностей, указанное в рамке (черт. 13 а), относится ко всей длине поверхности. Если допуск относится к любому участку поверхности заданной длины (или площади), то заданную длину (или площадь) указывают рядом с допуском и отделяют от него наклонной линией (черт. 13 б, в), которая не должна касаться рамки.
Если необходимо назначить допуск на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине (черт. 13 г).

(Измененная редакция, Изм. № 1).
2.11. Если допуск должен относиться к участку, расположенному в определенном месте элемента, то этот участок обозначают штрихпунктирной линией и ограничивают размерами согласно черт. 14 .

2.12. Если необходимо задать выступающее поле допуска расположения, то после числового значения допуска указывают символ
Контур выступающей части нормируемого элемента ограничивают тонкой сплошной линией, а длину и расположение выступающего поля допуска — размерами (черт. 15 ).
2.13. Надписи, дополняющие данные, приведенные в рамке допуска, следует наносить над рамкой под ней или как показано на черт. 16 .
(Измененная редакция, Изм. № 1).
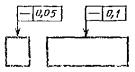
2.14. Если для одного элемента необходимо задать два разных вида допуска, то допускается рамки объединять и располагать их согласно черт. 17 (верхнее обозначение).
Если для поверхности требуется указать одновременно условное обозначение допуска формы или расположения и ее буквенное обозначение, используемое для нормирования другого допуска, то рамки с обоими условными обозначениями допускается располагать рядом на соединительной линии (черт. 17 , нижнее обозначение).
2.15. Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, допускается указывать один раз в рамке, от которой отходит одна соединительная линия, разветвляемая затем ко всем нормируемым элементам (черт. 18 ).
2.16. Допуски формы и расположения симметрично расположенных элементов на симметричных деталях указывают один раз.
3. ОБОЗНАЧЕНИЕ БАЗ
3.1. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник, обозначающий базу, не зачернять.
Треугольник, обозначающий базу, должен быть равносторонним, высотой приблизительно равной размеру шрифта размерных чисел.
3.2. Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности (черт. 19 а) или на ее продолжении (черт. 19 б). При этом соединительная линия не должна быть продолжением размерной линии.
3.3. Если базой является ось или плоскость симметрии, то треугольник располагают на конце размерной линии (черт. 18 ).
В случае недостатка места стрелку размерной линии допускается заменять треугольником, обозначающим базу (черт. 20 ).
Если базой является общая ось (черт. 21 а) или плоскость симметрии (черт. 21 б) и из чертежа ясно, для каких поверхностей ось (плоскость симметрии) является общей, то треугольник располагают на оси.
(Измененная редакция, Изм. № 1).
3.4. Если базой является ось центровых отверстий, то рядом с обозначением базовой оси делают надпись «Ось центров» (черт. 22 ).
Допускается обозначать базовую ось центровых отверстий в соответствии с черт. 23 .
3.5. Если базой является определенная часть элемента, то ее обозначают штрихпунктирной линией и ограничивают размерами в соответствии с черт. 24 .
Если базой является определенное место элемента, то оно должно быть определено размерами согласно черт. 25 .
3.6. Если нет необходимости выделять как базу пи одну из поверхностей, то треугольник заменяют стрелкой (черт. 26 б).
3.8. Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения базы, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения базы (черт. 28 ).
3.10. Если необходимо задать допуск расположения относительно комплекта баз, то буквенные обозначения баз указывают в самостоятельных частях (третьей и далее) рамки. В этом случае базы записывают в порядке убывания числа степеней свободы, лишаемых ими (черт. 30 ).
4. УКАЗАНИЕ НОМИНАЛЬНОГО РАСПОЛОЖЕНИЯ
4.1. Линейные и угловые размеры, определяющие номинальное расположение и (или) номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, допуска наклона, допуска формы заданной поверхности или заданного профиля, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (черт. 31 ).

5. ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ

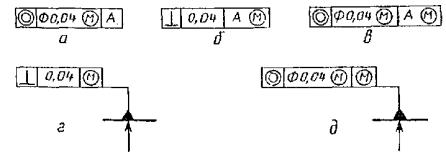
5.1. Зависимые допуски формы и расположения обозначают условным знаком , который помещают:
после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (черт. 32 а);
после буквенного обозначения базы (черт. 32 б) или без буквенного обозначения в третьей части рамки (черт. 32 г), если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы (черт. 32 в) или без буквенного обозначения (черт. 32 д), если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
5.2. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
ПРИЛОЖЕНИЕ 1
Обязательное
ФОРМА И РАЗМЕРЫ ЗНАКОВ

ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ УКАЗАНИЯ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Указания допусков формы и расположения условным обозначением
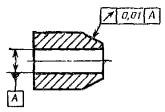
1. Допуск прямолинейности
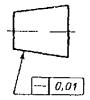
Допуск прямолинейности образующей конуса 0,01 мм.
Допуск прямолинейности оси отверстия Æ 0,08 мм (допуск зависимый).
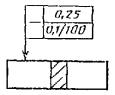
Допуск прямолинейности поверхности 0,25 мм на всей длине и 0,1 мм на длине 100 мм.
Допуск прямолинейности поверхности в поперечном направлении 0,06 мм, в продольном направлении 0,1 мм.
2. Допуск плоскостности
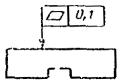
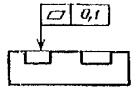
Допуск плоскостности поверхности 0,1 мм.
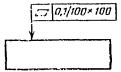
Допуск плоскостности поверхности 0,1 мм на площади 100 ´ 100 мм.
Допуск плоскостности поверхностей относительно общей прилегающей плоскости 0,1 мм.
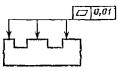
Допуск плоскостности каждой поверхности 0,01 мм.
3. Допуск круглости
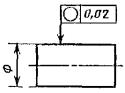
Допуск круглости вала 0,02 мм.

Допуск круглости конуса 0,02 мм.
4. Допуск цилиндричности
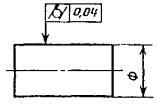
Допуск цилиндричности вала 0,04 мм.
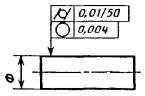
Допуск цилиндричности вала 0,01 мм на длине 50 мм. Допуск круглости вала 0,004 мм.
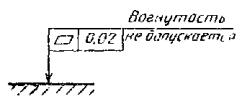
5. Допуск профиля продольного сечения
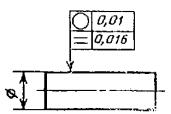
Допуск круглости вала 0,01 мм.
Допуск профиля продольного сечения вала 0,016 мм.
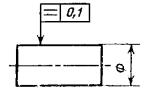
Допуск профиля продольного сечения вала 0,1 мм.
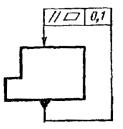
6. Допуск параллельности
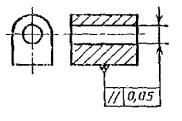
Допуск параллельности поверхности относительно поверхности А 0,02 мм.
Допуск параллельности общей прилегающей плоскости поверхностей относительно поверхности А 0,1 мм.
Допуск параллельности каждой поверхности относительно поверхности А 0,1 мм.
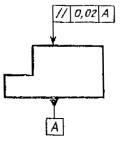
Допуск параллельности оси отверстия относительно основания 0,05 мм.
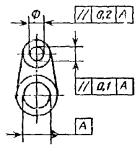
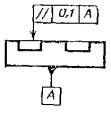
Допуск параллельности осей отверстий в общей плоскости 0,1 мм.
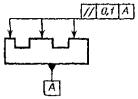
Допуск перекоса осей отверстий 0,2 мм.
База — ось отверстия А.
Допуск параллельности оси отверстия относительно оси отверстия А 00,2 мм.
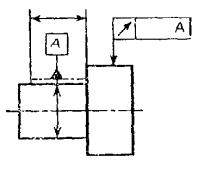
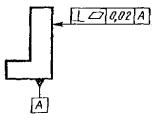
7. Допуск перпендикулярности
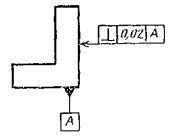
Допуск перпендикулярности поверхности относительно поверхности А 0,02 мм.
Допуск перпендикулярности оси отверстия относительно оси отверстия А 0,06 мм.
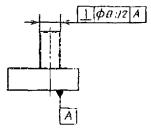
Допуск перпендикулярности оси выступа относительно поверхности А Æ 0,02 мм.
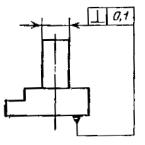
Допуск перпендикулярности осп выступа относительно основания 0, l мм.
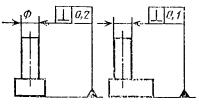
Допуск перпендикулярности оси выступа в поперечном направлении 0,2 мм, в продольном направлении 0,1 мм.
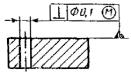
Допуск перпендикулярности оси отверстия относительно поверхности Æ 0,1 мм (допуск зависимый).
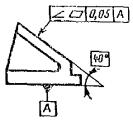
8. Допуск наклона
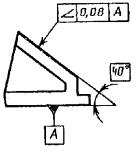
Допуск наклона поверхности относительно поверхности А 0,08 мм.
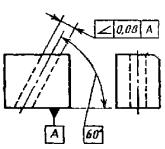
Допуск наклона оси отверстия относительно поверхности А 0,08 мм.
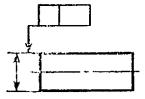
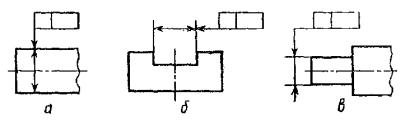
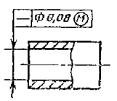
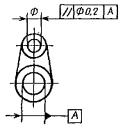
9. Допуск соосности
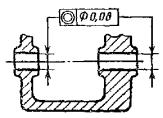
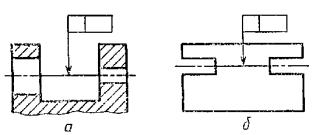
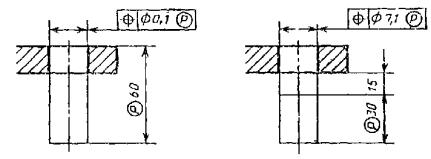
Допуск соосности отверстия относительно отверстия Æ 0,08 мм.
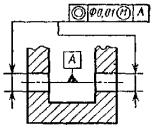
Допуск соосности двух отверстий относительно их общей оси Æ 0,01 мм (допуск зависимый).
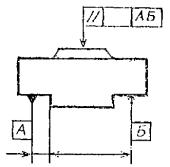
10. Допуск симметричности
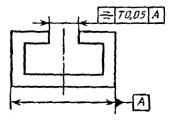
Допуск симметричности паза Т 0,05 мм.
База — плоскость симметрии поверхностей А
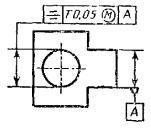
Допуск симметричности отверстия Т 0,05 мм (допуск зависимый).
База — плоскость симметрии поверхности А.
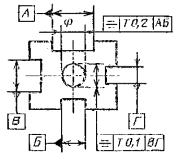
Допуск симметричности осп отверстия относительно общей плоскости симметрии пазов АБ Т 0,2 мм и относительно общей плоскости симметрии пазов ВГ Т 0,1 мм.
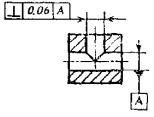
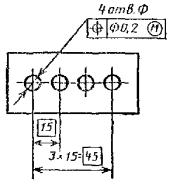
11. Позиционный допуск

Позиционный допуск оси отверстия Æ 9,06 мм.
Позиционный допуск осей отверстий Æ 0,2 мм (допуск зависимый).
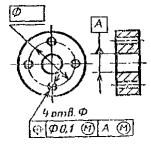
Позиционный допуск осей 4-х отверстий Æ 0,1 мм (допуск зависимый).
База — ось отверстия А (допуск зависимый).
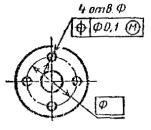
Позиционный допуск 4-х отверстий Æ 0,1 мм (допуск зависимый).
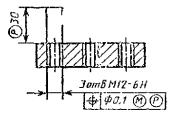
Позиционный допуск 3-х резьбовых отверстий Æ 0,1 мм (допуск зависимый) на участке, расположенном вне детали и выступающем на 30 мм от поверхности.
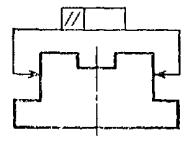
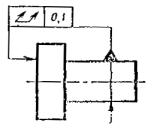
12. Допуск пересечения осей
Допуск пересечения осей отверстий Т 0,06 мм
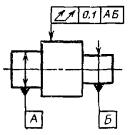
13. Допуск радиального биения
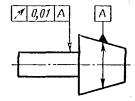
Допуск радиального биения вала относительно оси конуса 0,01 мм.
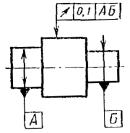
Допуск радиального биения поверхности относительно общей оси поверхностен А и Б 0,1 мм
Допуск радиального биения участка поверхности относительно оси отверстия А 0,2 мм
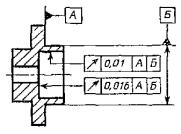
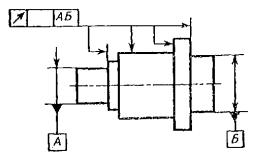
Допуск радиального биения отверстия 0,01 мм
Первая база — поверхность Л. Вторая база — ось поверхности В.
Допуск торцового биения относительно тех же баз 0,016 мм.
14. Допуск торцового биения
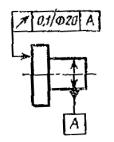
Допуск торцового биения на диаметре 20 мм относительно оси поверхности А 0,1 мм
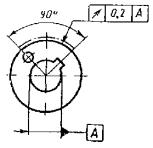
15. Допуск биения в заданном направлении
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса 0,01 мм.
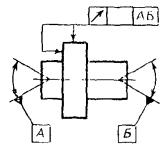
16. Допуск полного радиального биения
Допуск полного радиального биения относительно общей оси поверхностен А и Б 0,1 мм.
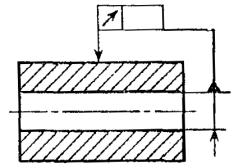
17. Допуск полного торцового биения
Допуск полного торцового биения поверхности относительно оси поверхности 0,1 мм.
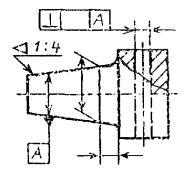
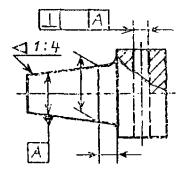
18. Допуск формы заданного профиля
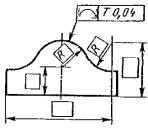
Допуск формы заданного профиля Т 0,04 мм.
19. Допуск формы заданной поверхности
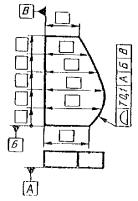
Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм.
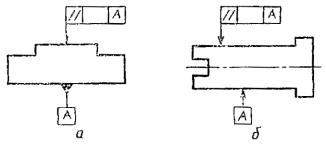
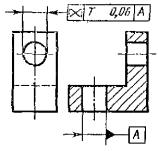
20. Суммарный допуск параллельности и плоскостности
Суммарный допуск параллельности и плоскостности поверхности относительно основания 0,1 мм.
21. Суммарный допуск перпендикулярности и плоскостности
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания 0,02 мм.
22. Суммарный допуск наклона и плоскостности
Суммарный допуск наклона и плоскостности поверхности относительно основания 0,05 ми
1. В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:

В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками или текстом в технических требованиях, следует понимать как допуски в радиусном выражении.
2. Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях чертежа следует приводить по аналогии с текстом пояснении к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или проводить их конструкторские наименования.

Допускается вместо слов «допуск зависимый» указывать знак и вместо указаний перед числовым значением символов Æ ; R ; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3. Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, конусообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров).
В технической документации, разработанной до 01.01.80, предельные значения овальности, конусообразности, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.
(Измененная редакция, Изм. № 1).