Токарный станок СТ 16к20
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм.» >
ПРОИЗВЕДЕНО В РОССИИ
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм.
| Параметры | Ед. изм. | 16к20 | 16к25Б |
|---|---|---|---|
| Максимальный диаметр обработки над станиной | мм | Ø400 | Ø500 |
| Максимальный диаметр обработки над суппортом | мм | Ø220 | Ø300 |
| Максимальная длина обрабатываемой заготовки | мм | 750/1000 | 1000/1500 |
| Максимальная длина обточки с одного установа | мм | 570/820 | 820/1320 |
| Диаметр отверстия в шпинделе | мм | Ø52 | Ø82 |
| Конус отверстия в шпинделе | МТ. №6 | Ø90 1:20 | |
| Передний конец шпинделя | ISO 702/III № 6 штыкового типа |
ISO 702/II № 8 короткого кулачково-зажимного типа |
|
| Скорость вращения шпинделя | Об/мин | 9-1600 | 9-1600 |
| Количество скоростей | шт | 24 | 24 |
| Максимальный крутящий момент на шпинделе | Нм | 1400 | 1400 |
| Количество и диапазон продольных подач: | |||
| Стандартные | мм/об (дюйм/об) |
0.063-2.52 (0.0023-0.0937) | 0.063-2.52 (0.0023-0.0937) |
| Уменьшенные | мм/об (дюйм/об) |
0.028-0.056 (0.0010-0.0021) | 0.028-0.056 (0.0010-0.0021) |
| Увеличенные | мм/об (дюйм/об) |
2.86-6.43 (0.1064-0.2392) | 2.86-6.43 (0.1064-0.2392) |
| Количество и диапазон поперечных подач: | |||
| Стандартные | мм/об (дюйм/об) |
0.027-1.07 (0.0011-0.0404) | 0.027-1.07 (0.0011-0.0404) |
| Уменьшенные | мм/об (дюйм/об) |
0.012-0.026 (0.0004-0.0010) | 0.012-0.026 (0.0004-0.0010) |
| Увеличенные | мм/об (дюйм/об) |
1.21-2.73 (0.0457-0.1032) | 1.21-2.73 (0.0457-0.1032) |
| Количество и диапазон нарезания резьбы: | |||
| Метрическая резьба | мм | 0.5-224 | 0.5-224 |
| Дюймовая резьба | 72-1/8 tpi | 72-1/8 tpi | |
| Модульная резьба | 0.5-112 | 0.5-112 | |
| Питчевая резьба | 56-1/4 DP | 56-1/4 DP | |
| Продольное ускоренное перемещение | Об/мин | 4.5 | 4.5 |
| Поперечное ускоренное перемещение | м/мин | 1.9 | 1.9 |
| Шаг резьбы ходового винта | мм | 12 | 12 |
| Высота шпинделя к опорной плоскости резца | мм | 28 | 28 |
| Сечение резца | мм | 25х25 | 25х25 |
| Угол поворота плиты | ° | ±90 | ±90 |
| Мах ход резцовой салазки | мм | 145 | 145 |
| Мах ход поперечной каретки | мм | 320 | 320 |
| Наибольшее допустимое усилие резания | Н | 14000 | 14000 |
| Наибольшая допустимая сила подачи | Н | 3500 | 3500 |
| Диаметр пиноли задней бабки | мм | Ø75 | Ø75 |
| Конус пиноли задней бабки | МТ№5 | МТ№5 | |
| Максимальный ход пиноли задней бабки | мм | 150 | 150 |
| Поперечное перемещение задней бабки | мм | ±15 | ±15 |
| Тип главного двигателя, мощность и скорость | 5АМХ132S4У3 | 5АМХ132S4У3 | |
| Мощность главного двигателя | кВт | 7.5 | 7.5 |
| Скорость вращения главного двигателя | Об/мин | 1450 | 1450 |
| Тип двигателя перемещения суппорта | 2AOS | 2AOS | |
| Мощность двигателя перемещения суппорта | кВт | 0.250 | 0.250 |
| Скорость вращения двигателя перемещения суппорта | Об/мин | 1360 | 1360 |
| Тип насоса СОЖ | Центробежный | Центробежный | |
| Тип двигателя насоса для СОЖ | АИР56 А2у2 | АИР56 А2у2 | |
| Мощность двигателя насоса для СОЖ | кВт | 0.180 | 0.180 |
| Подача жидкости, на выходе из насоса для СОЖ | л/мин | 25/32/50 | 25/32/50 |
| Клиновые ремни | Серия В | Серия В | |
| Габариты станка (ДхШхВ) | мм | 2210/2560х1020х1350 | 2560/3060х1020х1350 |
| Масса станка | кг | 2800/3000 | 3000/3200 |
| Параметры | Ед. изм. | 16к20 (с выемкой в станине) | 16к25Б (с выемкой в станине) |
|---|---|---|---|
| Максимальный диаметр обработки над выемкой в станине | мм | Ø630 | Ø710 |
| Рабочая зона выемки в станине | мм | 240 | 240 |
Станки предназначены для обработки цилиндрических, конических и сложных поверхностей как внутренних, так и наружных, а также для нарезания резьбы. Для обработки торцевых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики. Станки СТ 16к20 являются универсальным оборудованием для точной обработки изделий в полном соответствии с международными стандартами качества. Мощная конструкция литой станины, закаленные и упроченные направляющие обеспечивают профессиональную обработку и надежную стабильную работу. В качестве шпиндельных опор применены подшипники особо высокой точности. Станки данной группы могут оснащаться устройством цифровой индикации на оптических линейках, что значительно упрощает достижение минимальных допусков при обработке.
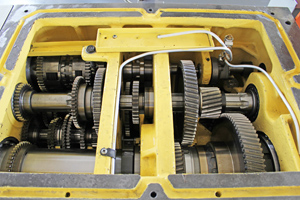
Коробка скоростей
Служит для редуцирования скорости вращения шпинделя. Имеет 24 варианта выбора скорости в диапазоне от 9 до 1600 оборотов в минуту. Все шестерни и зубчатые колеса подвергались термическому упрочнению, что повышает их стойкость к изнашиванию и выкрашиванию. Система смазки обеспечивает хорошее охлаждение и снижение уровня трения, что в свою очередь стабилизирует погрешности связанные с температурной деформацией передней бабки в процессе обработки.

Коробка подач
Обеспечивает согласованное перемещение суппорта и закрепленного на нем инструмента по направляющим станка с выбранной скоростью. Используется для задания равномерной подачи при резании, а также при нарезании различных видов резьбы.

Задняя бабка
Применяется для крепления осевого режущего инструмента, а также служит в качестве дополнительной опоры, в которую устанавливается вращающийся или не вращающийся центр, при обработке детали в центрах.

Суппорт
Это часть станка предназначенная для крепления инструмента, а также обеспечивающая продольное и поперечное перемещение установленному на нем инструменту. Данный узел станка обладает большой жесткостью, что уменьшает возникновение случайных погрешностей, связанных с упругими деформациями систем суппорта при резании.

Люнеты
Служат в качестве дополнительной опоры при обработке длинномерных деталей, для уменьшения упругих деформаций детали под воздействием сил резания.

УЦИ
Устанавливается на станки сери СТ16К20 в качестве опции для более точного контроля продольного и поперечного перемещения инструмента, закрепленного в резцедержателе, что дает возможность оператору выполнять работы с точностью равной цене деления устройства.
СТ 16к20 / СТ 16к25
-
Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ6 передней бабки;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
-
Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект.
СТ 16к20Б / СТ 16к25Б
-
Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Переходной конус в отверстие шпинделя D90 1:20/MT5;
- Планшайба для патрона D250;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ5, для переходного конуса;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
-
Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Планшайба для патрона D315;
- Планшайба для патрона D400;
- Поводковая планшайба D250;
- Патрон 3-х кулачковый D315 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Патрон 4-х кулачковый D400 с комплектом универсальных кулачков и ключом;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D315 (SJ-11-315 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D315 (OJ-11-315 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D315 (IJ-11-315 или аналог);
- Комплект универсальных кулачков для 4-х кулачкового патрона D400;
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект из 4 штук.
© 2007-2024. Официальный сайт ООО «СтанкоМашСтрой»
Все права защищены. При любом копировании
материала — ссылка на сайт источник обязательна.
Политика конфиденциальности
Токарный станок. Что означает параметр Max диаметр обработки над станиной: 450 мм?
Вместо токарного патрона иногда ставят планшайбу.
Но суппорт может мешать поставить заготовку побольше.
Остальные ответы
То и означает. Максимальный диаметр заготовки — 450 мм
Wuala SystemМыслитель (6613) 11 лет назад
Губки расходятся настолько? Просто непонятно-там есть настольные станки с параметром 180 мм. Не поверил в это. Он сам очень небольшой.
Скучающий в крыжовнике Просветленный (25819) Губки не могут «расходиться настолько». Это на несколько мм меньше, чем высота над станиной. У самого распространенного станка 16К20 высота над станиной — 200 мм. А 180 — это лишь немного меньше. Вы с какой луны свалились?
что максимальный диаметр 450 мм поместится в кулачки патрона токарно-винторезного станка
Иван Васильевич меняет профессиюОракул (76561) 11 лет назад
Не в кулачки,а на планшайбе!
БЕЗ ПАТРОНА!
Это означает, что кратчайшее расстояние от оси шпинделя до продольных направляющих составляет 225 мм.
Максимальный диаметр обработки над суппортом что это


- Токарные станки
- Универсальные токарные станки
- Токарно-фрезерные станки
- ЧПУ с горизонтальной станиной
- ЧПУ с наклонной станиной
- Трубонарезные токарные
- Токарно-фрезерные с ЧПУ и C-осью
- Словарь терминов
- Вертикальные токарно-карусельные
- Консольные
- Портальные
- Консольные с ЧПУ
- Портальные с ЧПУ
- Токарно-карусельные с С-осью
- Фрезерные станки, Cверлильные станки
- Вертикальные фрезерные
- Горизонтальные фрезерные
- Вертикально-горизонтальные
- Фрезерные с ЧПУ
- Радиально-сверлильные
- Обрабатывающие центры
- Вертикальные центры
- Горизонтальные центры
- 5-координатные центры
- Фрезерные станки портального типа
- Портальные фрезерные с УЦИ
- Портальные станки с ЧПУ
- Гравировально-фрезерные
- Продольно-шлифовальные станки
- Горизонтальные расточные станки
- Универсальные расточные
- Расточные станки с ЧПУ
- Торцефрезерные станки
- Глубокого сверления/растачивания
- Гильотинные ножницы
- Гильотинные с ЧПУ
- Гильотинные с контроллером
- С поворотной балкой
- Электромеханические
- Листогибы
- Листогибочные прессы
- Листогибы с поворотной балкой
- Вальцы
- Вальцы универсальные четырёхвалковые
- Вальцы универсальные трёхвалковые
- Вальцы гидравлические трёхвалковые
- Электромеханические вальцы
- Ленточнопильные станки
- Вертикальные
- Наклонные
- Горизонтальные
- Штамповочно-ударные прессы
- Кривошипные
- Гидравлические 4-х колонные
- Гидравлические С-типа
- Прессы горизонтальные
- Прессы горячие гидравлические
- Гидравлические молоты
- Пружинонавивочные станки
- Классические с боковой подачей
- Многосуппортовые
- Намотки спирали на керн
Токарные станки в целом – это относительно «старое» подразделение металлорежущих станков, история их развития насчитывает уже много веков. Все виды токарных станков по металлу имеют одну общую особенность: они предназначены для обработки заготовок, представляющих собой тела вращения при помощи резания и/или точения.
На токарных станках по металлу как правило выполняют:
- точение и расточку цилиндрических, конических и фасонных поверхностей — тел вращения
- нарезание различных резьб (иногда, чтобы подчеркнуть наличие этой функции, токарные станки называют токарно-винторезными)
- подрезку и обработку торцов металлических деталей
- зенкерование, развертывание, сверление отверстий соосно оси токарного станка и другие виды сверления на токарно-фрезерных станках
- другие операции

Шпиндель является основным узлом любого токарного станка. Шпиндель зажимает заготовку и вращается вместе с ней, при этом режущий инструмент перемещается в двух независимых координатах – параллельно и поперёк оси вращения заготовки. Чем мощнее конструкция шпинделя и его приводной двигатель, тем выше производительность токарного станка по скорости снятия металло-стружки с заготовки и тем более массивные детали он способен обрабатывать.
Ручные (универсальные) токарные станки, полуавтоматические, автоматические и станки с ЧПУ, в зависимости от расположения шпинделя делятся на горизонтальные и вертикальные. На данном сайте вертикальные токарные (они же токарно-карусельные) станки выделены в отдельную категорию. Токарные горизонтальные станки предназначены для обработки наружных и внутренних поверхностей деталей и винторезных работ по чёрным и цветным металлам, включая все виды токарных операций, нарезание метрической, модульной, дюймовой и питчевой резьбы. Конструктивная компоновка станков практически однотипна.
Универсальные токарные станки
К списку оборудования
Прежде, чем перейти к особенностям самих универсальных токарных станков, нужно уточнить значение приставки «универсальный», используемой в названиях токарных, фрезерных и некоторых других типов станков. Дело в том, что во второй половине 20-го века совершенствование станков позволяло постепенно отказываться от узкопрофильных специальных станков и оснащать производства многозадачными «универсальными» станками, которые могли выполнять более чем одну операцию. Приставка «универсальный» тогда подчёркивала современность и новизну конструкции станка. В 21-м веке широко применяются электронные системы управления, в том числе с числовым программным управлением, поэтому многозадачность в применении станков шагнула далеко вперёд и теперь слово «универсальный» скорее означает «обычный» или «экономичный».
Основными узлами токарного (токарно-винторезного) станка являются:
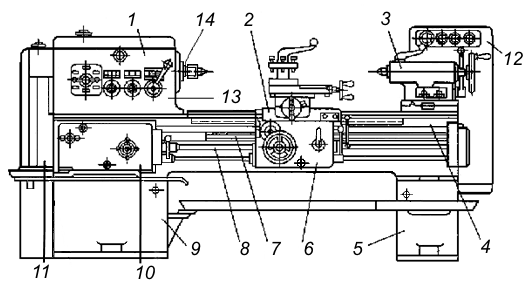
- станина (4), на которой монтируются все механизмы станка;
- передняя (шпиндельная) бабка (1), в которой размещаются коробка скоростей (13), шпиндель (14) и некоторые другие элементы;
- коробка подач (10), передающая с необходимым соотношением вращательное движение от шпинделя к суппорту с помощью ходового винта (7) при нарезании резьбы или ходового валика (8) при обработке других поверхностей;
- фартук (6), в котором преобразуется вращение винта или валика в поступательное движение суппорта (2) с инструментом;
- в пиноли задней бабки (3) может быть установлен центр для поддержки обрабатываемой детали или стержневой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в детали, закрепленной в патроне шпинделя;
- суппорт (2) служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт включает в себя нижние салазки (каретки), двигающиеся по направляющим станины. По направляющим нижних салазок перпендикулярно оси вращения детали перемещаются поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка может поворачиваться под различным углом к оси вращения детали;
- тумбы (5, 9) выполняют роль подставок, благодаря им основные узлы управления токарно-винторезным станком и обрабатываемая деталь находятся на удобной для визуального контроля высоте;
 гитары сменных шестерен (11) и коробка скоростей (13) служат для изменения соотношений подачи режущего инструмента, а также контроля скорости вращения детали;
гитары сменных шестерен (11) и коробка скоростей (13) служат для изменения соотношений подачи режущего инструмента, а также контроля скорости вращения детали;- электро-пусковая аппаратура (12) представляет из себя электродвигатель и его управляющие элементы.
Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между вращающими центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Еще одним важным параметром токарных станков по металлу является наибольший допустимый диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Универсальные токарные станки относительно просты и неприхотливы, перед своими собратьями с ЧПУ управлением у них всегда остаётся бесспорное преимущество – более низкая цена.
Подскажите максимальный диаметр обработки 1К62

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.