Как сварить нержавеющую сталь полуавтоматом?
Нержавеющая сталь является широко распространенным типом материала как в бытовых, так и в производственных условиях благодаря своей способности хорошо переносить неблагоприятные внешние условия. Нержавеющей называют низкоуглеродистую сталь с добавлением хрома, который и создает оксидную пленку, обеспечивающую коррозионную стойкость материала. Так же нержавейка обладает рядом отличительных физико-химических свойств, которые привносят свои особенности при сварке:
— Низкая теплопроводность. Данная особенность нержавейки способствует перегреву материала в околошовной зоне, поэтому необходимо соблюдать температурный режим и выполнять сварку на пониженном по сравнению с обычной сталью токе (на 15 — 20%);
— Склонность к межкристаллитному разрушению материала при перегреве, т.н. растрескивание. Чтобы его избежать нужно проводить своевременное охлаждение материала и не допускать его перегрева;
— Высокий коэффициент теплового расширения. При сварке габаритных конструкций или тонколистовой нержавейки необходимо учитывать возможные сварочные деформации и принимать меры по их предотвращению и устранению.
MIG/MAG сварка нержавейки является довольно распространенным процессом сварки этого материала. Данный способ применяется как в бытовых условиях и автомастерских, так и на крупных производствах. Она является не самым сложным для сварки материалом, но у нее, в зависимости от структуры, есть ряд особенностей, которые необходимо учитывать. Наиболее распространенный тип нержавеющей стали и при этом самый простой для сварки – аустенитный и в этой статье основное внимание мы уделим именно полуавтоматической сварке этого типа. По европейской и американской номенклатуре это сталь серии 3ХХ, а по российской — 08Х10Н20Т2, 10Х14Г14Н3, 12Х18Н9, 04Х18Н10 и т.д.
Так же в бытовых условиях довольно распространена сварка нержавейки порошковой проволокой. Хоть этот метод и является более простым, но в большинстве случаев с течением времени шов начнет ржаветь, поэтому мы не рекомендуем использовать порошковую проволоку для сколько-нибудь ответственных деталей.
Перед сваркой поверхность материала нужно подготовить, что является необходимым для получения качественного и прочного шва.
2. Подготовка поверхности и оборудования перед сваркой
Подготовительные работы включают в себя механическую зачистку поверхности материала и химическую обработку для обезжиривания и предотвращения пор. Так же в ряде случаев существует необходимость в предварительном подогреве заготовок при температуре 100°С для выхода диффузионного водорода, что предотвращает холодные трещины.
Подготовка сварочного оборудования с заменой ряда комплектующих как при сварке алюминия полуавтоматом не требуется, но для необходимой защиты сварного шва и получения нужного проплавления рекомендуется вместо обычной углекислоты использовать ее смесь с аргоном 98% Ar+2% CO 2 (80% Ar+20% CO2).
3. Режимы сварки
Техника сварки нержавеющей стали не отличается от техники сварки обычной стали. Это относится как к пространственному положению горелки (углом вперед) так и подборе режима для выбора способа переноса присадочного материала в сварочную ванну:
— Сварка в режиме короткого замыкания с маленькой длиной дуги. Применяется для сварки маленьких толщин на небольших токах;
— Сварка в режиме струйного переноса. Обеспечивает наилучшее качество сварного шва при сварке средних и больших толщин с маленьким количеством брызг;
— Импульсный струйный перенос. Сварка на полуавтомате с импульсным режимом позволяет получить наилучшее качество шва и его физические свойства из-за контроля переноса металла и его перемешивания в сварочной ванне.
Примерные значения для подбора режимов сварки (для струйного переноса потребуется газовая смесь и увеличения тока, пока не услышите своеобразное шипение при сварке)
| Толщина свариваемого материала, мм | Диаметр сварочной проволоки, мм | Сварочный ток, А | Напряжение на дуге, В | Скорость подачи проволоки, м/ч | Расход газа, л/м | Вылет проволоки, мм |
| 1,5 | 0,8 — 1,0 | 95 — 125 | 19 — 20 | 220 — 300 | 6 — 7 | 8 — 10 |
| 1,5 | 1,2 | 130 — 150 | 20 — 21 | 150 — 200 | 6 — 7 | 10 — 13 |
| 2,0 | 0,8 — 1,0 | 120 — 150 | 20 — 21,5 | 250 — 400 | 7 — 8 | 9 — 11 |
| 2,0 | 1,2 | 130 — 170 | 21 — 21,5 | 150 — 250 | 7 — 8 | 10 — 13 |
| 2,0 | 1,0 — 1,2 | 180 — 200 | 22 — 23 | 280 — 400 | 8 — 9 | 9 — 13 |
| 3,0 | 1,2 | 200 — 220 | 22 — 23 | 380 — 420 | 8 — 9 | 10 — 13 |
| 3,0 | 1,2 | 290 — 300 | 23 — 25 | 460 — 490 | 10 — 11 | 10 — 13 |
| 4,0 | 1,2 | 300 — 350 | 25 — 30 | 490 — 580 | 11 — 12 | 10 — 13 |
| 5,0 | 1,2 — 1,6 | 350 — 400 | 28 — 30 | 580 — 680 | 14 — 16 | 12 — 20 |
| 6,0 — 8,0 | 1,2 — 1,6 | 400 — 450 | 28 — 30 | 680 — 760 | 16 — 18 | 14 — 20 |
| 8,0 и более | 1,2 — 1,6 | 450 — 500 | 28 — 30 | 760 и более | 16 — 18 | 14 — 20 |
В случае коробления деталей после сварки можно использовать простукивание или послесварочный нагрев с помощью газовой горелки, но пламя должно быть распределенным, а не концентрированным. Более эффективным методом будет совмещение двух вышеперечисленных.
Сварка нержавейки с черным металлом


30026
+ Оглавление
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.

Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой? 
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Читайте также: Сварка тонкой нержавейки
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.

Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.

Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Читайте также: Пайка нержавейки твердыми припоями
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.

Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином – что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Как сваривать нержавейку полуавтоматом
Нержавеющая сталь или, попросту, нержавейка — один из самых популярных видов металлов. Стальные изделия чрезвычайно прочные и износоустойчивые, что обусловило их широкое применения в разных сферах деятельности. Однако, в основе стали лежит железо, которое сильно подвержено ржавчине в процессе его эксплуатации. Чтобы устранить этот недостаток, в сталь добавляют хром, получая так называемую нержавейку. Получается сплав, который коррозии вообще не подвержен, зато сваривать его очень сложно.
Для сварщиков-новичков, которые только начинают сварочные работы, соединить детали нержавейки кажется невозможным. Трудности возникают и у бывалых мастеров. Сварка нержавейки полуавтоматом затрудняется из-за того, что нержавейка сама по себе легко поддается перегреву, что приводит к утере антикоррозийных свойств. Чтобы материал не перегревался, не терял свои антикоррозийные свойства, нужно понижать ток (примерно на 15%), затем обрабатываемые детали нужно дополнительно охладить, используя обычную воду.
О том, как правильно сваривать нержавейку полуавтоматом в среде углекислого газа, а также с помощью аргона или проволокой порошкового типа, я расскажу в этой статье.
Процесс сварки полуавтоматом: подготовка

Нержавеющую сталь можно варить тремя методами:
- Короткая дуга (используется, если детали тонкие);
- Перенос струйный (применяется для любых видов заготовки);
- Метод импульсивного характера (универсальный метод, который используется в профессиональной сфере).
Перед началом работ нужно подготовить расходные материалы: газ (лучше сразу приобрести баллон), проволока присадочная проволока (обмедненная, сплошная или порошковая), редуктор (с помощью данного устройства можно регулировать газовое давление). Также понадобятся средства защиты для мастера, чтобы защитить лицо и руки.
Прежде чем приступить непосредственно к свариванию, нужно проделать подготовительные шаги:
- отшлифовать материал, самый лучший вариант — использование абразивного материала;
- если обрабатывается изделие, имеющее толщину до 4 мм, нужно снять фаски;
- обезжирить обрабатываемую поверхность с помощью ацетона или бензина;
- прогреть кромки детали до 100 град., чтобы убрать лишнюю влагу;
- прогреть металл до 200 град. с целью устранить внутреннее напряжение.
Основные правила: как варить нержавейку

Подготовив все необходимые материалы и обрабатываемую деталь, приступаем к сварочному процессу, следуя некоторым правилам:
- Корпус горелки следует расположить таким образом, чтобы ее угол находился на противоположной стороне, тогда шов будет хорошо просматриваться;
- Сопло (устройство, через которое проходят проволока и газ) нужно держать немного подальше от поверхности, 12 мм вполне достаточное расстояние;
- Проволоку следует подавать постепенно, небольшими порциями, поскольку, когда горит электрическая дуга, она плавится.
Во время обработки изделия оно может перегреться, потерять свои эстетические свойства. Во избежание деформаций нужно прогреть деталь, используя обычную горелку.
Сварка нержавейки полуавтоматом с газом
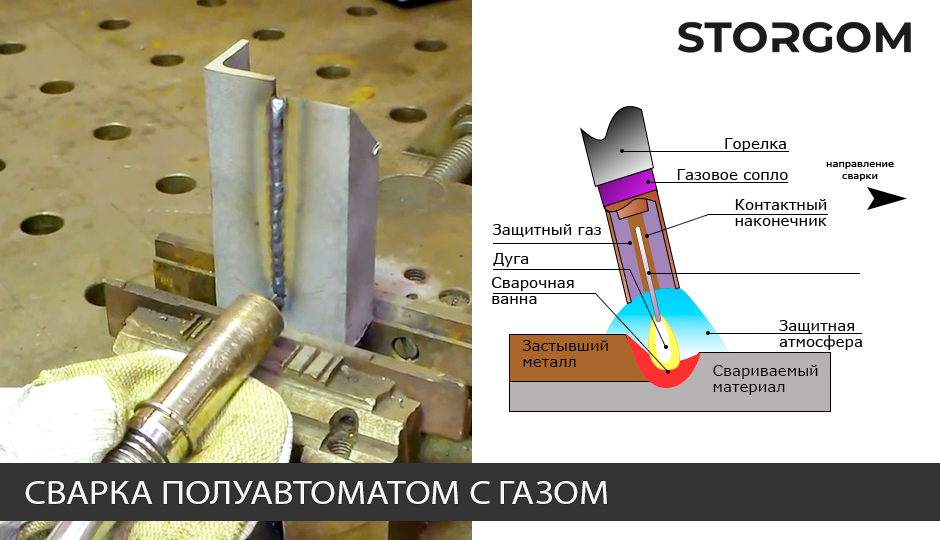
Если сварка выполняется в среде защитного газа, чаще всего применяется углекислота и смесь аргона с углекислым газом. Сварка проходит по таким правилам:
- Перед началом работы нужно отрегулировать ток, он должен иметь обратную полярность.
- Сваривая деталь, нужно правильно держать горелку, она должна обеспечивать достаточную глубину и ширину шва.
- Что касается вылета проволоки, то он должен составлять 12 мм.
- Следующий этап — регулировка расхода газа, он должен составлять примерно 6-12 м³ в час.
- Для устранения лишней влаги защитный газ пропускается через специальный осушитель.
- Чтобы поверхность не пострадала от сварочных брызг, ее смазывают мелом, предварительно растворяя его в воде.
- В первые минуты работы желательно отступить на несколько миллиметров от края детали, чтобы на поверхности не было водородных трещин.
Сваривать детали нужно вдоль шва, поперечная сварка может привести к выходу расплавленного металла за пределы защитной среды. Поэтому сваривать нужно вдоль шва.
Сварка полуавтоматом нержавейки без газа
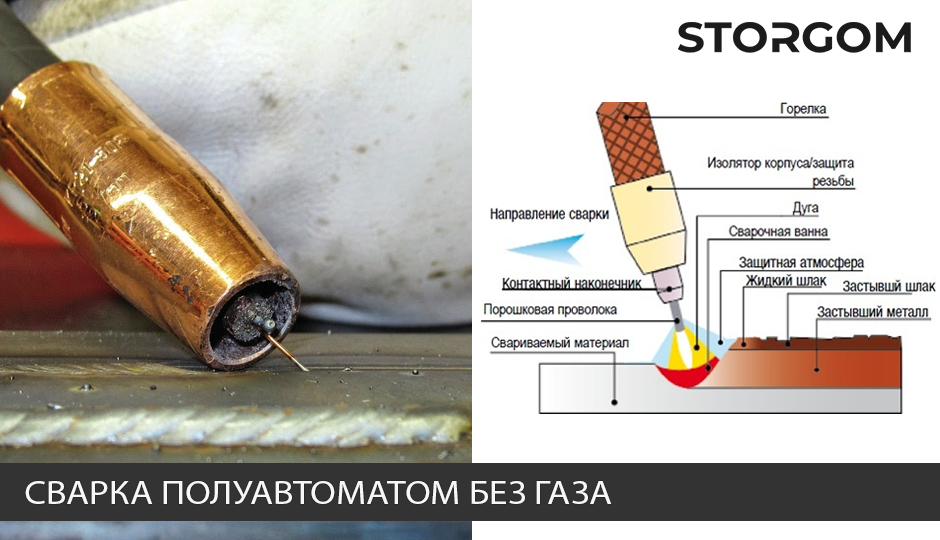
Если не применяется защитный газ, то сварка осуществляется порошковой проволокой. Только чтобы сварочный шов получился качественный, прочный, лучше совместить порошковую проволоку с инертным газом. Лучший вариант — аргоновый газ или смесь аргона и углекислого газа. Что касается проволоки, то лучше выбирать проволоку, изготовленную из смеси нержавеющей стали и никеля.
Сварка аргоном имеет высокую производительность, сварочный шов получается не только прочным и долговечным, но и эстетически привлекательным.
Выбирая полуавтомат для сварки нержавейки, следует обращать внимание на мощность устройства, напряжение сети (однофазное 220В или трехфазное 380В), режим работы. Также важна марка, поэтому следует выбирать надежных, проверенных производителей. Наиболее популярные и надежные производители — украинский Патон, а также известные бренды SSVA, Hugong.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Поделиться
- Поделиться ссылкой
Нержавейку варим обычной проволокой?

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.