Перфолист тип b4 — овальные отверстия по прямоугольнику

Перфорированный лист используется в пищевой, перерабатывающей промышленности, в машиностроении, для дизайнерской отделки помещений и многих других целей.
Цену перфорированных листов с перфорацией тип b1 (овальные отверстия, расположенные по прямоугольнику), а так же других стандартных листов можно посчитать с помощью программы ПЕРФО-калькулятор
Перфорированный лист с овальными отверстиями, расположенными по прямоугольнику обозначается в формате: b4-a×b-t1×t2.
где: b4 — перфолист с овальными отверстиями, расположенными по прямоугольнику;
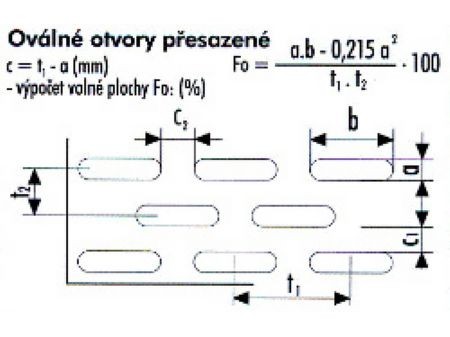
a — ширина овального отверстия, мм;
b — длина овального отверстия, мм;
t1 — шаг перфорации по вертикали, мм;
t2 — шаг перфорации по горизонтали, мм.
Например, b4-5×20-20×30 — Лист перфорированный с овальными отверстиями размером 5×20 мм, расположенными по прямоугольнику с шагом 20×30 мм.
Перечень наиболее ходовых размеров овальных отверстий перфорации a×b, мм: 3×35; 4,2×8; 5×10; 5×35; 6×15; 7×15; 9×30.
Указанный перечень инструмента является далеко не полным. Не смотря на большой список инструмента и наличие нескольких одинаковых пуансонов и матриц для наиболее часто встречающихся размеров отверстий перфорации, не все из представленных размеров пуансонов могут в настоящий момент быть в наличии (могут поломаться, затупиться и быть на переточке), кроме того в наличии есть другие пуансоны, не указанные в общем перечне.
Перфорированные листы изготавливаются из металлических листов размерами 1000×2000 мм, 1250×2500 мм. Изготавливаем так же заготовки и детали любых размеров с вышеуказанной перфорацией. Материал листов — углеродистая сталь, оцинкованная сталь, нержавеющие стали AISI 304, AISI 430, алюминий.
Перфорированные листы могут краситься порошковой полимерной краской в нужный Вам цвет.
Металлические сетки, сетки от насекомых, перфорированный листовой металл, стальные решетки
Перфорированные металлические листы Conidur®
Решетки
- Прессованные решетчатые настилы
- Решетчатые настилы из тянутого металлического листа
- Решетчатые настилы SP
- Прессованные лестничные ступени
- Лестничные ступени SP
- Лестничные ступени из тянутого металлического листа
Конвейеры
Сетка с точечной сваркой
Проволочное сито — мелкое (проволока до 1,4 мм)
- Фальцованные проволочные сита
- Нержавеющие проволочные сита
- Стальные проволочные сита
- Оцинкованные проволочные сита
- Сортировочные сита в рамах
Проволочные сетки — грубые (проволока более 1,4 мм)
- Сетки с четырёхугольной (прямоугольной) ячейкой
- Односторонние гладкие
- Проволочное сито с двойным утолщением
- Проволочное сито напорное сварное
- Арфообразное сито горизонтальное
- Арфообразное сито вертикальное
- Струнное сито
- Арфообразные сита ДОСЕР
- Пальцевые сита
- Принадлежности и монтаж
Ребристые сетки
Полиуретановое сито
- Натягивающиеся
- Закрепляемые
- Модульная система Clip-Tec
- Uni-Step (Уни-Степ)
- Струнное сито ELASTIC
- Мембранное сито
Резиновые сита
Ролик конвейера
Высокочастотные грохоты LIWELL®
Фильтры
- Проволочные корзины и прокладки
- Фильтр цилиндрический многослойный
- Фильтры загрязнений (для труб)
- Фильтры плиссированные
- Фильтры цилиндрические однослойные — фильтрующие рукава
- Фильтры цилиндрические многослойные с фланцем и дном
- Фильтры для пыли и воздуха
Фильтрующие ткани
Лабораторная программа
- Лабораторные сита
- Лабораторные машины
Фильтры для экструдеров
- Вырезки для экструдеров
- Фильтры для экструдеров
- Фильтрующие ленты для экструдеров
Струнная система
Сетка от насекомых
Щелевые сита
- Щелевые сита сварные
- Щелевые сита петлевые
- Фильтрующие свечи и цилиндры
Овальные отверстия
Широкое применение во всех отраслях промышленности

Чертёж с размерами
Описание
Перфорированный металлический лист производится из листов или рулонов, которые перфорируются на прессах высокого давления с помощью соответствующих инструментов. Тип инструмента выбирается в зависимости от требуемого типа перфорации. Для листа толщиной более 10 мм отверстия обычно выжигаются.
Материал
- конструкционные углеродные стали класса 11, оцинковка, алюминий
- нержавеющий стальной лист класс 17
- по желанию заказчика можно использовать иные нестандартные материалы (медь, латунь и др.)
- для специальных заказов возможно производство по предоставленному чертежу
Стандартные размеры
- листы (1000 x 2000) мм
- максимальный размер 1500 x 3000 мм
- толщина листа 0,5- 12 мм (для нержавейки только до толщины листа 6 мм)
Применение
- сортировочные поверхности, фильтрующие корзины, крышки, перегородки, заполнения, архитектурные элементы, звукоизоляция, вентиляция
Перфорированные металлические листы Овальные отверстия
Широкое применение во всех отраслях промышленности.
Описание
Перфорированные листы с овальными отверстиями часто используются в сельскохозяйственном производстве с целью сортировки. В последнее время они нашли свое место и в архитектуре как декоративные элементы. Овальную форму проема можно изготовить как в полудлинном, так и в поперечном направлении по требованию заказчика.
Материал
- конструкционные углеродные стали класса 11, оцинковка, алюминий
- нержавеющий стальной лист класс 17
- по желанию заказчика можно использовать иные нестандартные материалы (медь, латунь и др.)
- для специальных заказов возможно производство по предоставленному чертежу
Стандартные размеры
- листы (1000 x 2000) мм
- максимальный размер 1500 x 3000 мм
- толщина листа 0,4- 12 мм (для нержавейки только до толщины листа 6 мм)
Применение
- сортировочные поверхности, фильтрующие корзины, крышки, перегородки, заполнения, архитектурные элементы, звукоизоляция, вентиляция
Допускаются ли овальные отверстия для болтовых соединений элементов металлического каркаса цеха
Всем ЗДРАВСТВОВАТЬ! Делаю КМД цеха. Монтажники попросили все отверстия под болты (по-возможности) закладывать овальные (кроме конечно же фланцевых соединений) для простоты сборки. Может кто-нибудь знает какими нормами можно руководствоваться чтобы обоснованно согласиться или отказать в просьбе монтажникам?
Просмотров: 44740
| Alyaksandr |
| Посмотреть профиль |
| Найти ещё сообщения от Alyaksandr |
Регистрация: 31.03.2012
Сообщений: 899
Это смотря в какую сторону данные овальные оркестры выполнять.
Регистрация: 29.09.2011
Сообщений: 820
| Это смотря в какую сторону данные овальные оркестры выполнять. |
Да нету норм.
На фланцы вы овальные не закладываете. Если, допустим, стыки балок или поясов ферм на болтовых накладках, так туда вы их тоже не закладываете, так же. А на связи, к примеру — так почему нет? (там они и нужны больше всего, как раз при установке связей и не совпадают отверстия).
Если по науке — соединение если воспринимает срезающую нагрузку только за счет трения между деталями в пакете (и совсем не обязательны высокопрочные болты), а болты по расчету на срез не работают — тогда все равно, какие там отверстия (как раз про связи, опять же).
Если отверстия под временные болты — сам бог велел.
А еще применение овальных отверстий сдерживается бОльшей трудоемкостью изготовления
А не заложите овальные отверстия — «проовалят» резаком, свесившись с какой-нибудь жердочки, на отм. +36,500. Зимой на ветру. Ставить-то надо.
Последний раз редактировалось lexabelic, 24.05.2012 в 00:39 .
Регистрация: 26.10.2008
Рідна ненька — Україна, Харків
Сообщений: 5,705
В расчете болтовых соединений присутствует коэф. условий работы «гамма б». По табл. 35* этот коэф. отвечает за одновременное включение болтов в работу в зависимости от диамметра отверстия. Какой коэф. брать при овальных отверстиях?
По ходу монтажники хотят овальные отверстия, но тогда все соединения на монтажной сварке.
Регистрация: 19.01.2012
Сообщений: 16
Всем ответившим спасибо!
Сообщение от lexabelic
Если отверстия под временные болты — сам бог велел.
А еще применение овальных отверстий сдерживается бОльшей трудоемкостью изготовления
Отверстия под постоянные болты. Будут выполняться фрезой.
Сообщение от Yuzer
монтажники хотят овальные отверстия, но тогда все соединения на монтажной сварке.
По СНиПу : «12.12. Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть — болтами, не допускается.», Блин. А болты нужны точно!
Вставил рисунок с тем, что получается если делать овалы.
Прочитал в СНиП 3.03.01 4.12. В собранном пакете болты заданного в проекте диаметра
должны пройти в 100 % отверстий. Допускается прочистка 20% отверс-
тий сверлом, диаметр которого равен диаметру отверстия, указанному
в чертежах. При этом в соединениях с работой болтов на срез и
соединенных элементов на смятие допускается чернота (несовпадение
отверстий в смежных деталях собранного пакета) до 1 мм — в 50 %
отверстий, до 1,5 мм — в 10 % отверстий.
.
А У МЕНЯ ПОЛУЧАЕТСЯ ОТВЕРСТИЯ: КРУГ и ответное-ОВАЛ! ЧТО ДЕЛАТЬ
lexabelic «Если, допустим, стыки балок или поясов ферм на болтовых накладках, так туда вы их тоже не закладываете, так же. » НЕУЖЕЛИ ВСЕГДА ОТВЕРСТИЯ ПОПАДАЛИ ПРИ МОНТАЖЕ И НИКТО НЕ ЗАДУМЫВАЛСЯ НАД МОНТАЖНИКАМИ.
Последний раз редактировалось Alyaksandr, 25.05.2012 в 11:51 .
| Alyaksandr |
| Посмотреть профиль |
| Найти ещё сообщения от Alyaksandr |
Регистрация: 02.03.2010
Сообщений: 200
Случай из практики: завод сделал овальные отв в фасонках крепления прогонов по куполу (в проекте круглые), монтажники собрали купол, убрали подмости и ПОТОМ обварили прогоны.
Попозже, обнаружили, что все «ноги» купола разьехались по-разному (из-за подвижек болтов в овалах) и поэтому остекление купола выплнить невозможно. Стоит эта карактица уже лет 6 под открытым небом.
Так что делать овалы только в тех случаях, если предусмотренно проектом КМ.
Последний раз редактировалось Stepik-ssv, 25.05.2012 в 15:48 . Причина: дополнил
Регистрация: 26.10.2008
Рідна ненька — Україна, Харків
Сообщений: 5,705
Сообщение от Alyaksandr
Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть — болтами, не допускается.», Блин. А болты нужны точно!
Блин, а я говрю о том, чтоб болты были только черные-монтажные, чтоб могли смонтировать, но все соединения на монтажной сварке. При этом болты в расчет не брать. Так понятно?
В любом другом случае — хай гуляют городами.
Регистрация: 29.10.2004
Сообщений: 16,333
у овальных отверстий меньше площадь контакта болта с пластиной. БОльшие контактные напряжения обеспечены.
PS это аналогично увеличению «черноты»
Последний раз редактировалось Хмурый, 25.05.2012 в 16:56 .
Регистрация: 19.01.2012
Сообщений: 16
Сообщение от Yuzer
все соединения на монтажной сварке. При этом болты в расчет не брать.
Да,Yuzer,понятно. Но соединение будет уже не по проекту КМ!
Сообщение от Stepik-ssv
Так что делать овалы только в тех случаях, если предусмотренно проектом КМ.
Например узел 5 из 1.460.3-23.98 Вып.1-НА БОЛТАХ!
Поэтому принимаю решение делать круглые отверстия везде кроме диагональных связей!
Надеюсь в будущем кто-то откроет мне то как монтажники до меня попадали болтом в отверстия в соединении и каким все-таки образом это предусматривается в нормативах?
еще раз всем ответившим
| Alyaksandr |
| Посмотреть профиль |
| Найти ещё сообщения от Alyaksandr |
Регистрация: 29.09.2011
Сообщений: 820
Сообщение от Stepik-ssv
Случай из практики: завод сделал овальные отв в фасонках крепления прогонов по куполу (в проекте круглые), монтажники собрали купол, убрали подмости и ПОТОМ обварили прогоны.
Попозже, обнаружили, что все «ноги» купола разьехались по-разному (из-за подвижек болтов в овалах) и поэтому остекление купола выплнить невозможно. Стоит эта карактица уже лет 6 под открытым небом.
Так что делать овалы только в тех случаях, если предусмотренно проектом КМ.
Дык, дорогие мои, завод не виноват, при монтаже надо контролировать размеры/диагонали и т.п. (они же есть в проекте, если такое точное остекление?). И совсем не факт, что с круглыми отверстиями бы все совпало. Кто работал на ЗМК — меня поймет.
А эти «монтажники», значит, выставляли конструкцию по отверстиям в прогонах?)))) Контролировали по ним размеры?)))
Собирают кожух доменной печи, например — делают сначала контрольную сборку. Там убивают всех «тараканов». Каркасы зданий, конечно, никто с контрольной сборкой не делает. И это правильно. Но сочетание отклонений в размерах как правило дает то, что отверстия в связях, прогонах и т.п. должны быть овальными. Иначе овалить на монтаже придется.
Что касается узла 5 из серии 1.460.3-23.98 — какие конкретно элементы вы имеете ввиду? Вот диагональные связи. Отверстия М20, дыры, значит, 23 мм (Вот только не надо еще здесь про «дыры» комментировать) Вы гарантируете, что разность диагоналей по центрам отверстий будет 6 мм и менее? Иначе придется забивать болты молотком, овалить отверстия и т.п.
Раз уж так серьезно подходите, можно ведь взять усилие в связи и посчитать это болтовое соединение из расчета только на трение между деталями в пакете.
| у овальных отверстий меньше площадь контакта болта с пластиной. БОльшие контактные напряжения обеспечены. PS это аналогично увеличению «черноты» |
ну какие ж там контактные напряжения, ну неужто больше напряжения в болте и прочности стали на смятие?) Понятное дело, только для связей и нерасчетных элементов применять «овалы» можно. Так в связях усилие какое?! А болты вон М20 аж. По серии вышеназванной.
Последний раз редактировалось lexabelic, 26.05.2012 в 00:30 .