Принцип работы печи сопротивления
Наиболее распространенным видом электрических печей являются электропечи сопротивления (ЭПС), т. е. печи, в которых электрическая энергия превращается в теплоту в твердых или жидких телах при протекании через них тока.
Практически во всех отраслях народного хозяйства ЭПС применяются для нагрева, термической и химико-термической обработки, пайки, обжига, сушки, спекания различных металлических, керамических и других изделий, а также для плавки цветных металлов.
Наибольшее распространение ЭПС получили в машиностроении: для отжига, нормализации, нагрева под закалку, отпуска, старения, нагрева под горячую деформацию (ковку, штамповку, прокатку), газовой цементации, азотирования, нитроцементации, аустенизации и т. д. Большое применение ЭПС нашли в химической и строительной промышленности: для производства монокристаллов, синтетического волокна, пластмасс, синтетических смол, вулканизации резины, производства стекла, электроподогрева бетона и т. д., в электронной промышленности — для изготовления электронных приборов, в пищевой промышленности— для хлебопечения, сублимации различных продуктов.
Электрические печи сопротивления делятся на печи косвенного действия, в которых электрический ток протекает по нагревательным элементам, выделяя в них теплоту, передающуюся нагреваемым изделиям излучением, конвекцией, теплопроводностью, и на печи прямого действия (установки электроконтактного нагрева), в которых ток протекает непосредственно через нагреваемые тела, благодаря чему в них выделяется теплота.
В вакуумных печах теплопередача осуществляется только излучением; в большинстве же печей косвенного действия теплопередача осуществляется одновременно излучением и конвекцией, при этом в печах с температурой выше 700 °С преобладает излучение, в низкотемпературных печах и в печах с принудительной циркуляцией атмосферы—конвективная теплопередача. В печах с жидким теплоносителем, в который погружены нагреваемые изделия, теплота передается конвекцией и теплопроводностью. В этих печах сам жидкий теплоноситель может нагреваться благодаря протекающему через него току или от нагревательных элементов, погруженных в жидкость (ванны с внутренним обогревом) или находящихся за тиглем с жидкостью (ванны с внешним обогревом).
В печах прямого нагрева изделия, как правило, имеющие правильную форму сечения (стержни, прутки, проволока), включаются через специальные контакты в электрическую цепь. К этой же группе печей можно отнести стекловаренные печи (в том случае, когда через жидкое стекло протекает ток), электродные водонагреватели, печи для получения карборунда, электрографита. К этой же по принципу выделения теплоты группе печей можно отнести печи для электрошлакового переплава, но так как по конструкции и назначению эти печи ближе к дуговым, они будут рассмотрены в гл. 2.
Электропечи сопротивления можно классифицировать также по температурам, при которых они работают. Это — низкотемпературные ЭПС (до 600—700 °С), среднетемпературные (от 600—700 до 1250 °С) и высокотемпературные (выше 1250°С).
Электропечи, предназначенные для различных температур, различаются и конструктивно. В низко – и средне-температурных ЭПС применяются металлические нагреватели из хромоникелевых, железохромоалюминиевых и других сплавов; в высокотемпературных ЭПС применяются нагревательные элементы из неметаллических материалов
(карборунда, графита, дисилицида молибдена, хромита лантана, окиси циркония) и тугоплавких металлов (вольфрама, молибдена, ниобия, тантала).
Применение отличающихся друг от друга материалов привело и к различным конструкциям нагревателей, а следовательно, и к различным конструкциям ЭПС.
Кроме того, материалы, применяемые для высокотемпературных нагревателей, имеют большой температурный коэффициент электрического сопротивления и заметно «стареют», т. е. увеличивают со временем электрическое сопротивление. В связи с этим для их электропитания требуются понижающие трансформаторы или автотрансформаторы с широким диапазоном изменения вторичного напряжения.
В низкотемпературных электропечах между нагревательными элементами и нагреваемыми изделиями довольно часто устанавливают экраны, чтобы предохранить изделия от непосредственного излучения на них нагревателей; в среднетемпературных ЭПС это делается реже; в высокотемпературных ЭПС это практически исключено, так как приведет к перегоранию нагревателей.
В низкотемпературных ЭПС, предназначенных для сушки, устраиваются отверстия, позволяющие организовать сквозную тягу воздуха.
В низко – и среднетемпературных ЭПС для интенсификации нагрева и улучшения равномерности температур в рабочем пространстве вводят принудительную циркуляцию атмосферы, для чего устанавливается вентилятор, конструируется определенный аэродинамический тракт и, чтобы уменьшить расход теплоты, организуется циркуляция воздуха только внутри электропечи.
Так как в настоящее время еще нет металлов и сплавов, способных надежно работать с механическими нагрузками в условиях высокотемпературных ЭПС, то эти ЭПС не имеют механизмов, выполненных из металла и работающих внутри электропечей для перемещения изделий.
Различаются требования и к футеровкам для низко средне – и высокотемпературных ЭПС, а следовательно, и их конструкции. Низкотемпературные ЭПС довольно часто имеют внутри металлический каркас, и пространство между ним и наружным каркасом заполняется легкой теплоизоляцией (например, минеральной ватой). Средне – и высокотемпературные ЭПС имеют двух-, трех – и даже четырехслойные футеровки; в ряде высокотемпературных вакуумных ЭПТ применяется .экранная теплоизоляция,
Электропечи сопротивления могут быть также классифицированы как ЭПС нагревательные и плавильные. Плавильные ЭПС преимущественно применяются для плавки легкоплавких цветных металлов и их сплавов.
По режиму работы ЭПС могут быть разделены на ЭПС периодического (садочного) и непрерывного (методического) действия.
В ЭПС периодического действия изделия загружаются в рабочее пространство и нагреваются в нем, не перемещаясь. Температуры различных точек рабочего пространства в ЭПС периодического действия в каждый момент времени одинаковы или имеют определенные значения, однако могут изменяться во времени.
В ЭПС непрерывного действия изделия загружаются в печь и, непрерывно или периодически перемещаясь по длине электропечи, нагреваются и выходят с другого конца нагретыми до определенной температуры. Температуры различных точек рабочего пространства в ЭПС непрерывного действия могут быть различными или одинаковыми, однако они не изменяются во времени.
Естественно, что ЭПС непрерывного действия позволяют обеспечить большую производительность при тех же габаритах однородных деталей, чем ЭПС периодического действия; кроме того, воспроизводимость, т. е. идентичность режима нагрева и охлаждения, в ЭПС непрерывного действия также лучше. В связи с этим ЭПС непрерывного действия находят применение там, где имеется большое количество однородных деталей, т. е. при крупносерийном и массовом производстве, например в термических цехах подшипниковых и автомобильных заводов.
Электропечи периодического действия эффективно применять там, где имеется большое количество разнородных деталей, требующих различных режимов нагрева.
Электропечи непрерывного действия оборудуются приспособлениями для перемещения деталей, поэтому они конструктивно сложнее, чем печи периодического действия.
В зависимости от способа загрузки и выгрузки изделий, а также способа их перемещения в рабочем пространстве ЭПС подразделяются на различные типы:
электропечи периодического действия — на камерные, шахтные, колпаковые, камерные с выдвижным подом, элеваторные;
электропечи непрерывного действия — на конвейерные, толкательные, рольганговые, карусельные, с шагающим подом, пульсирующим подом, барабанные, протяжные, туннельные.
Для характеристик ЭПС определены основные и вспомогательные параметры. За основные параметры приняты размеры рабочего пространства и номинальная температура.
Рабочим пространством ЭПС называется пространство внутри нее, в пределах которого могут размещаться нагреваемые детали и обеспечивается требуемый режим нагрева при заданной равномерности температуры; при нагреве насыпной загрузки рабочее пространство ограничивается размерами подовой плиты, поддона, барабана, конвейерной ленты.
Рабочее пространство ЭПС определяется шириной, высотой и длиной, а цилиндрической ЭПС — диаметром и длиной.
Номинальной температурой ЭПС называется максимальная температура, до которой может быть нагрета загрузка и на которую рассчитывается ЭПС. Электропечи должны допускать возможность превышения номинальной температуры до 50 °С при соответствующем снижении зависящих от температуры показателей.
Кроме основных параметров каждая ЭПС характеризуется вспомогательными параметрами, такими как установленная мощность, производительность, количество тепловых и электрических зон, мощность потерь холостого хода и т. д.
Главные параметры находят отражение в обозначениях серийных электропечей, обозначение состоит из дроби, числитель дроби имеет три буквы: первая определяет способ нагрева: С — нагрев сопротивлением; вторая — тип ЭПС по основному конструктивному параметру: Н—камерная, Ш — шахтная, Г — колпаковая, Д — камерная с выдвижным подом, Э — элеваторная; К—конвейерная, Т — толкательная, Р — рольганговая, А—карусельная, Ю — с шагающим подом, И — с пульсирующим подом, Б — барабанная, П — протяжная и Л — туннельная. Третья буква определяет характер среды в рабочем пространстве ЭПС: О — окислительная (воздушная, кислород), 3 — защитная (эндогаз, экзогаз и т. д.), Ц—цементационная, Н—водородная, А—азотирующая, В—вакуум. После букв следуют три числовых значения, определяющие размеры рабочего пространства печи в дециметрах (ширина, длина, высота). Знаменатель дроби определяет номинальную температуру печи в сотнях градусов Цельсия.
Например, СНО — камерная электропечь сопротивления с окислительной атмосферой с размерами рабочего пространства: шириной — м, длиной — м, высотой — м и номинальной температурой — °С СКЗ — конвейерная электропечь сопротивления с защитной атмосферой с размерами рабочего пространства: шириной — м, длиной — м, высотой — м и номинальной температурой — °С.
Печи сопротивления по способу превращения эл. энергии в тепловую разделяются на печи косвенного действия и установки прямого нагрева.
Они работают на принципе превращения эл. энергии в тепловую при протекании тока через твердые или жидкие тела.( Эффект Джоуля).
36. Электрические печи сопротивления.
Печь сопротивления представляет собой футерованную камеру. Тепло выделяется в нагревателе, после чего отдается нагреваемому изделию.
Различают низкотемператулрные печи (до 650 °С), среднетемпературные (до 1250 °С) и высокотемпературные (>1250 °C).
Названные группы печей отличаются как конструктивно, так и механизмом передачи тепла от нагревателя к изделию. Таким образом, в низкотемпературных печах основным механизмом передачи тепла является конвекция, т.е. в таких печах тепло передается потоком циркулирующего воздуха. Для интенсификации процесса теплопередачи низкотемпературные печи обычно снабжают вентилятором и нагреватель иногда размещается в отдельной камере. Эта камера связана с основной камерой каналами для циркуляции воздуха. В средне и высоко температурных печах основное тепло от нагревателя к изделию передается излучением. Т.о., в данных печах установка вентилятора не нужна, но необходимо наличие оптической связи между нагревателем и изделием, т.е. они должны быть размещены в общей камере. Другие конструктивные отличия связаны с устройством футеровки и материалом нагревательных элементов. В низкотемпературных печах футеровка содержит только теплоизоляционный слой, а жесткость футеровки обеспечивается двумя связанными между собой внешними и внутренними каркасами.
По способу перемещения изделия внутри печи различают печи:
1. Туннельная. Изделие размещено на футерованных тележках, которые двигаются по рельсам, движение с помощью лебедки.
2. Толкательная. Изделие размещается на футерованных поддонах, которые толкаются толкателем. Используется в зоне средних и высоких температур.
3. Конвейерная. Является основным типом методической мечи в зоне низких t° и при небольшой массе обрабатываемых изделий она используется при t° до 900 °С.
4. Карусельная. Используется в зоне средних и высоких t°.
5. Протяжная. Используется в зоне низких, средних и высоких t° для обработки проволоки или ленты.
37. Устройство дуговых печей
Электрооборудование дуговых сталеплавильных печейОсновное назначение дуговых печей – плавка металлов и сплавов. Существуют дуговые печи прямого и косвенного нагрева. В дуговых печах прямого нагрева дуга горит между электродов и расплавленным металлом. В дуговых печах косвенного нагрева – между двумя электродами. Наибольшее распространение получили дуговые печи прямого нагрева, применяемые для плавки черных и тугоплавких металлов. Дуговые печи косвенного нагрева применяются для плавки цветных металлов и иногда чугунов.
Дуговая печь представляет собой футерованный кожух, закрытый сводом, сквозь отверстие в своде внутрь опущены электроды, которые зажаты в электрододержателях, которые соединены с направляющими. Плавление шихты и обработка металла ведется за счет тепла электрических дуг, горящих между шихтой и электродами.
Для поддержания дуги подается напряжение от 120 до 600 В и ток 10-15 кА. Меньшие значения напряжений и токов относятся к печам емкостью 12 тонн и мощностью 50000 кВА.
Конструкция дуговой печи предусматривает слив металла через сливной насос. Скачивание шлака осуществляется через рабочее окно, вырезанное в кожухе.
Электрооборудование дуговых печей. Электрооборудование дуговых печейУстановка дуговой печи включает в свой состав, кроме собственно печи и ее механизмов с электро- или гидроприводом, также комплектующее электрооборудование: печной трансформатор, токопроводы от трансформатора к электродам дуговой печи — так называемую короткую сеть, распределительное устройство (РУ) на стороне высшего напряжения трансформатора с печными выключателями; регулятор мощности; щиты и пульты управления, контроля и сигнализации; программирующее устройство для управления режимом работы печи и др.
Установки дуговых печей — крупные потребители электроэнергии, их единичные мощности измеряются тысячами и десятками тысяч киловатт. Расход электроэнергии на расплавление тонны твердой завалки достигает 400—600 кВг-ч.
38. Основные узлы канальной И. п.: плавильная ванна и так называемая индукционная единица, в которую входят подовый камень, магнитный сердечник и индуктор. Отличие канальных печей от тигельных состоит в том, что преобразование электромагнитной энергии в тепловую происходит в канале тепловыделения, который должен быть постоянно заполнен электропроводящим телом. Для первичного пуска канальных И. п. в канал заливают расплавленный металл или вставляют шаблон из материала, который будет плавиться в печи. При завершении плавки металл из печи сливают не полностью, оставляя так называемое «болото», которое обеспечивает заполнение канала тепловыделения для последующего пуска. Для облегчения замены подового камня индукционные единицы современных печей изготовляют отъёмными. В канальных И. п. выплавляют цветные металлы и их сплавы, чугун. Ёмкость плавильных ванн печей может быть от нескольких сотен кг до сотен т; питание печей осуществляется током промышленной частоты. Для плавки в И. п. характерны: относительно холодный шлак, так как тепло выделяется в расплавленном металле; большая производительность процесса; интенсивное перемешивание и высокое качество переплавляемого металла. И. п. применяют для переплава и рафинирования металлов, а также в качестве миксеров (копильников) для хранения и перегрева жидкого металла перед разливкой.
Индукционные канальные печи питаются от сетей промышленной частоты через трансформаторы. Трансформаторы имеют возможность регулировать напряжение для регулирования мощности печи.
Число основных трансформаторов равно число индукционных единиц. Печь снабжают дополнительными трансформаторами или автотрансформаторами для разогрева печи или ее работы на холостом ходу. Номинальная мощность основных трансформаторов может быть до 6000 кВА. Печи с трансформаторами мощностью больше 360 кВА выпускаются на напряжение 6 или 10 кВ, установки меньшей мощности подключаются к сети 380 В. Низкое значение cos. повышают, включая параллельно индуктор, компенсирующий конденсатор. Так как cos. в течение плавки не меняется, то емкость конденсаторной батареи остается постоянной.
В состав установки входят также элементы защиты, аппаратура двигателя для загрузки и слива, вентиляторы. Иногда есть приборы для автоматического регулирования температуры.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки, называемой индуктором.
39. Индукционная тигельная печь (ИТП), которую иначе называют индукционной печью без сердечника, представляет собой плавильный тигель, обычно цилиндрической формы, выполненный из огнеупорного материала и помещённый в полость индуктора, подключенного к источнику переменного тока. Металлическая шихта загружается в тигель, и, поглощая электромагнитную энергию, плавится.
Достоинства тигельных плавильных печей: Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу; Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;
Высокая гигиеничность процесса плавки и малое загрязнение воздуха. К недостаткам тигельных печей относятся относительно низкая температура шлаков, наводимых на зеркало расплава с целью его технологической обработки. Шлак в ИТП разогревается от металла, поэтому его температура всегда ниже, а также сравнительно низкая стойкость футеровки при высоких температурах расплава и наличие теплосмен (резких колебаний температуры футеровки при полном сливе металла). Однако преимущества ИТП перед другими плавильными агрегатами значительны, и они нашли широкое применение в самых разных отраслях промышленности.Электрооборудование и измерительные приборы в случае повышенной и высокой частоты должно иметь специальное исполнение, допускающее использование специальной аппаратуры в зоне повышенных частот. Переключатель S позволяет изменять в процессе плавки коэффициент связи индуктора и садки.
Контакторы К1, К2, К3 позволяют изменять в процессе плавки емкость компенсирующей конденсаторной батареи и поддерживать cos.=1 в цепи индуктора. Это приходится делать, потому что во время плавки также изменяется и индуктивное сопротивление садки, так как изменяется магнитная проницаемость, величины вихревых токов и т.д.
40. Электросварочная установка Комплекс функционально связанных между собой элементов соответствующего электросварочного и общего назначения электротехнического, а также механического и другого оборудования, средств автоматики и КИП, обеспечивающих осуществление необходимого технологического процесса
Электросваркой наз. Способ получения неразъемного соединения металлических деталей путем их местного нагрева с использованием для нагрева эл. Энергии. Наиболее распространенные виды: 1.дуговая 2.контактная.
При дуговой электросварке детали обычно нагревают вместе с присадочным материалом при помощи эл. Дуги, температура в кот. Превышает 5000С. В зоне сварки создается «ванночка» расплавленного металла, кот. При охлаждении затвердевает и образуется сварной шов. При контактной электросварки детали в месте соединения нагреваются до оплавления или до пластического состояния и сжигаются определенным усилием. Нагрев осуществляется теплом, кот. Выделяется в точках контакта между деталями, при прохождении через них электрического тока, присадочный материал не добавляется.
По роду источника тока постоянный и переменный. По количеству аппаратов подключаемых к источнику сварочного тока они разделяются на однопостовые и многопостовые. По способу механизации электросварка бывает ручной, полуавтоматической и автоматической.
словия зажигания и устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе напряжение холостого хода не превышает 90 В, а на переменном токе – 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Технические требования к сварочному оборудованию
Для обеспечения высокого качества сварного соединения, которое выражается в идентичности параметров полученного шва по всей его длине, необходимо, чтобы сварочная аппаратура обеспечивала выполнение следующих операций:
подвод к электроду и изделию сварочного тока;
нагрев электродного или присадочного металла и свариваемых кромок;
подачу в сварочную ванну этого металла со скоростью, равной скорости его плавления;
перемещение электрода вдоль шва с необходимой точностью;
защиту зоны сварки от воздействия воздуха.
Технологические требования к сварочному оборудованию
В зависимости от необходимого конкретного технологического режима аппаратура должна обеспечивать и некоторые вспомогательные операции (колебания электрода, искусственное формирование ванны, засыпку и уборку флюса и т. п.). Эти операции выполняют вручную или с помощью сварочного автомата. При дуговой сварке качество шва получается стабильным, если на протяжении его выполнения сохраняется установленный заданный режим сварки, т, е. совокупность следующих факторов:
Сила сварочного тока, А.
Скорость подачи электродной проволоки, м/ч.
Сечение электродной проволоки, мм2.
Напряженке на электроде при холостом ходе и горении дуги, В.
Скорость образования шва (скорость сварки), м/ч.
Отклонение электрода от оси шва, мм.
Дополнительные требования к сварочному оборудованию
поперечное перемещение электрода: размах, мм; частота, Гц.
Вылет электрода, мм.
Состав и строение флюса, покрытие электрода.
Температура основного металла, °С.
Наклон электрода или проволоки, град.
Скорость подачи защитного глаза, л/мин.
Положение изделия в месте сварки.
41. Для сварки переменным током вместо генератора используют сварочные трансформаторы, понижающие напряжение внешней электрической сети до 55—65 В, и регуляторы силы тока. Сварочные трансформаторы бывают как с отдельными, так и со встроенными в них регуляторами сварочного тока.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).
Напряжение холостого хода трансформатора U0=U1W2/W1.
В трансформаторах с подвижными магнитными шунтами, изменяя регулятором 6 положение шунта 5, плавно регулируют силу тока. Силу тока можно регулировать и неподвижным шунтом, подмагничиваемым обмоткой управления постоянного тока. Если увеличить силу тока в обмотке управления, то магнитное сопротивление шунта возрастет. При увеличении магнитного сопротивления шунта поток рассеяния уменьшится, что приведет к увеличению силы сварочного тока. Этот способ плавного регулирования силы тока использован в трансформаторах, регулируемых подмагничиванием шунта.
В тиристорных трансформаторах формирование требуемых внешних характеристик и регулирование режима сварки осуществляется полууправляемыми вентилями — тиристорами, включаемыми встречно — параллельно, и системой управления фазой их включения. Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуду и длительность которых определяют углом (фазой) включения тиристоров.
Автоматическая, полуавтоматическая и ручная сварка трехфазной дугой — производительный способ сварки металлов, разработанный специалистами-сварщиками Уральского политехнического института и Уралмашзавода [108, 109].
При сварке трехфазной дугой в трехфазную систему питания включаются два электрода в две фазы и деталь в третью фазу (фиг. 277). В этом случае горят три дуги: две дуги АБ и СБ между электродами и деталью, а третья дуга АС между электродами. Исследования показали, что эта третья дуга АС, являясь по отношению к детали независимой дугой, горит или по воздушному промежутку между электродами, или же отдувается и горит, касаясь детали. Непрерывное горение трехфазной дуги позволяет снизить напряжение источника тока, что ведет к повышению косинуса «фи».
Сварка трехфазной дугой имеет ряд технологических преимуществ по сравнению со сваркой однофазной дугой. Производительность сварки повышается в 2—3 раза за счет двух электродов и дополнительной присадки, укладываемой в разделку шва. Изменяя химический состав электродов и присадочного металла, можно получить наплавленный металл различного состава. Это имеет большое значение при наплавках, сварке легированных сталей и цветных металлов. Включением в трехфазную сеть стандартных однофазных сварочных трансформаторов можно получить мощную дугу с суммарной силой тока 3000—4000 а.
При сварке трехфазной дугой имеет место переменное ( в различных местах ванны) воздействие давления дуги на расплавленный металл. Это вызывает энергичное вращение и перемешивание расплавленных металла и шлака, которые способствуют более полному протеканию реакций и освобождению металла от газовых и неметаллических включений. Более медленное затвердевание расплавленного металла обеспечивает выход из него газов, что повышает механические и антикоррозионные свойства соединения.
Сварка трехфазной дугой обеспечивает экономию электроэнергии от 5 до 40%. Устойчивость и непрерывность горения дуги дает возможность применять сварку при пониженном напряжении во внешней сети.
Нормальное формирование шва обеспечивается правильно подобранным режимом тока и скоростью сварки. Глубина проплавления основного металла при различной силе тока и скорости движения электродов достигается 7—14 мм. Значительная глубина проплавления дает «возможность увеличить нескошенную часть фасок, что уменьшает расход проволоки, флюса, электроэнергии и т. д. Сравнительные данные производительности автоматической сварки, однофазной и трехфазной, приведены в табл. 80.
Расход электроэнергии при автоматической сварке трехфазной дугой на 1 кг наплавленного металла в среднем равен 2,1 квт-ч, в то время как при однофазной автоматической сварке 3,5 квт-ч.
Широкое применение сварка трехфазной дугой получила в следующих случаях.
1. В конструкциях с большим объемом наплавленного металла.
2. В соединениях, требующих глубокого проплавления, а также при сварке без скоса кромок стыковых и угловых соединений машиностроительных конструкций.
3. В тяжелом и транспортном машиностроении при сварке легированных сталей, требующих регулирования глубины проплавления, чтобы уменьшить долю участия основного металла в металле шва, и при наплавке черных металлов цветными, чтобы обеспечить минимальную глубину проплавления.
42. Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Для дуговой сварки плавящимся электродом различают автоматическую и полуавтоматическую сварку. Граница между ними довольно неопределенна. Собственно то, что достигнуто к настоящему времени, обычно не выходит за пределы частичной механизации процесса сварки, включающего две основные операции; подачу электрода в дугу по мере его плавления и перемещение дуги по линии сварки. Если механизированы обе операции, процесс считают автоматическим, если же только одна подача электрода, то полуавтоматическим. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва.
43. Электроконтактная сварка отличается от электродуговой тем, что для местного нагрева соединяемых деталей используют теплоту, выделяющуюся в точке наибольшего сопротивления электрической цепи. Если к соединяемым деталям подвести электрический ток и сблизить их до соприкосновения, то место контакта и будет точкой наибольшего сопротивления.
Площадь контакта деталей из-за неплотности прилегания друг к другу всегда меньше площади их сечения.
Различают три вида контактной сварки: стыковую, точечную и шовную.
Стыковая сварка осуществляется электрическим током напряжением 1…3 В от понижающего трансформатора. Ток подводится к свариваемым деталям, которые затем сближают до соприкосновения. Через несколько секунд в месте контакта (стыка) достигается температура начала плавления металла. Выключив ток, детали сдавливают друг с другом и таким образом получают сварное соединение.
При точечной сварке (рис. 14) соединяемые детали 1 зажимаются между электродами 2> к которым подведен ток напряжением 2… 10 В. Вследствие большого сопротивления в месте контакта 3 происходит нагрев металла до температуры сварки. Затем под действием силы сжатия Р детали свариваются.
Электроды имеют большое поперечное сечение и изготавливаются из медного сплава. Благодаря высокой тепло- и электропроводности они не привариваются к соединяемым деталям.
44. При сварке на постоянном токе в большинстве случаев используют агрегаты, состоящие из трехфазного асинхронного электродвигателя и одно-постового генератора. При работе электродвигатель подключают к сети переменного тока. Потребляя энергию, он вращает генератор, вырабатывающий постоянный ток необходимого напряжения и силы, который по проводам подается к электроду и свариваемому изделию для питания дуги.
Часто приходится вести монтажные работы и производить сварку в местах, где электроэнергии нет. В этих случаях применяют сварочные машины, у. которых вместо электродвигателя установлен двигатель внутреннего сгорания, работающий на бензине, керосине или другом топливе.
Источники питания постоянным током — сварочные генераторы — широко применяются для сварки конструкций. Они обладают следующими преимуществами по сравнению с источниками переменного тока:
дуга постоянного тока горит более устойчиво из-за отсутствия затуханий, связанных с изменениями полярности переменного синусоидального тока;
ввиду высокой стабильности дуги постоянного тока обеспечивается высокое качество сварки (отсутствие непроваров, включений и других дефектов);
при сварке постоянным током возможно применение всех выпускаемых промышленностью марок электродов, в то время -как электроды некоторых марок непригодны для сварки переменным током;
источники питания постоянным током менее чувствительны к колебаниям напряжения в сети, чем трансформаторы;
источники постоянного тока—сварочные генераторы, вырабатывающие постоянный ток, — удобны для использования в комплекте с двигателями внутреннего сгорания при монтажных работах в местах, где отсутствует электроэнергия. Наряду с указанными выше преимуществами сварочные генераторы постоянного тока имеют следующие недостатки:
генераторы имеют движущиеся (вращающиеся) с большой скоростью части, за которыми должно быть установлено постоянное техническое наблюдение и обслуживание;
юкосъемные устройства генераторов должны подвергаться периодическому ремонту или замене;
коэффициент полезного действия их ниже, чем» у трансформаторов;
они более сложны и трудоемки в изготовлении, поэтому их стоимость более высокая;
расход электроэнергии и другие технико-экономические показатели у генераторов хуже, чем у трансформаторов.
45. Металлорежущий станок это машина, которая применяются при изготовления различных частей для других машин используя принцип снятия режущим инструментом с заготовки металлической или иной стружки.
Работа происходит следующая, режущий инструмент различного типа (резец, фреза, сверло и т.п.) понемногу снимает с обрабатываемого (керамического, пластмассового, металлического) изделия стружку, выглядит это так, как это происходит при очистке картофеля ножом. Материал из которого сделан режущей инструмент должен быть а несколько раз более прочным и твердым, чем материал обрабатываемой детали. Металлорежущий станок оборудуется механизмом, который обычно состоит из салазок, ходовых винтов, шпинделей, и столов с продольным и поперечным перемещением, который предназначен для перемещения инструмента относительно обрабатываемой детали. На металлорежущих станках с ручным управлением оператор задает относительное перемещение, пользуясь для перемещения маховичками суппорта с резцедержателем. На металлообрабатывающих станках с числовым программным управлением (ЧПУ) передвижение задается программой последовательных кодов, записанной в памяти компьютера. Данная программа выключает и включает приводные механизмы, например гидроцилиндры и электродвигатели, которые осуществляют перемещение суппорта с автоматическим регулированием положения режущей кромки и обрабатываемой.
Для осуществления процесса резания на металлорежущих станках необходимо обеспечить взаимосвязь формообразующих движений.
У металлорежущего станка имеется привод (механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю, суппорту и т. п. Комплекс этих движений называется формообразующими движениями. Их классифицируют на два вида:
1) Основные движения (рабочие), которые предназначены непосредственно для осуществления процесса резания:
а) Главное движение б) Движение подачи— подача на ход, на двойной ход Sx. (мм/ход), Sдв.х. (мм/дв.ход);
— подача на зуб Sz (мм/зуб);
— подача на оборот So (мм/оборот);
— частотная (минутная) подача Sm (об/мин).
2) Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений: — наладка станка;
— задача режимов резания; — установка ограничителей хода в соответствии с размерами и конфигурациями заготовок; — управление станком в процессе работы; — установка заготовки, снятие готовой детали; — установка и смена инструмента и прочие.
54. Установлено шесть классов взрывоопасных зон и помещений:
B-I, в которых выделяются горючие газы или пары легковоспламеняющихся жидкостей (ЛВЖ) в таком количестве и с такими свойствами, что они могут образовывать с воздухом взрывоопасные смеси при нормальных режимах работ;
B-Ia, в которых взрывоопасные смеси горючих газов или паров ЛВЖ с воздухом могут образовываться только в случае аварий;
B-Iб аналогичны зонам класса В-Ia, но отличаются рядом особенностей, основные из которых — высокие значения нижнего концентрационного предела воспламенения образующихся газовоздушных или паровоздушных смесей (15% и более), а также небольшое количество взрывоопасных смесей — не более 5 % свободного объема помещений;
В-Ir — пространства у технологических установок, содержащих горючие газы или ЛВЖ;
B-II — помещения и зоны, в которых выделяются переходящие во взвешенное состояние горючие пыли или волокна в таком количестве и с такими свойствами, что они способны образовывать с воздухом взрывоопасные смеси при нормальных режимах работы;
B-IIa, в которых взрывоопасные пылевоздушные смеси могут образовываться только в случае аварий или производственных неисправностей.Данная классификация производственных помещений необходима для правильного выбора электрооборудования, светильников и электропроводок.Следует размещать электрооборудование таким образом, чтобы уменьшить возможность его контактов с взрывоопасной средой. Если по условиям производства добиться этого невозможно, то устанавливаемое во взрывоопасных зонах электрооборудование должно полностью соответствовать классам взрывоопасных помещений, зон и наружных установок.выбор исполнения электрооборудования для взрывоопасных помещений.
ТаблицаКласс взрывоопасности помещений по ПУЭ Исполнение электрооборудования
B-I Взрывонепроницаемое или продуваемое под избыточным давлением
B-Ia, B-I6 Любое взрывозащищенное, но в исполнении защищенном или брызгозащищенном
B-IIa Закрытое обдуваемое или продуваемое исполнение
В-Iг Любое взрывозащищенное исполнение для соответствующих категорий и групп взрывоопасных смесей
При выборе конструкций машин и аппаратов учитывают степень пожарной опасности помещений, где они будут установлены. Правилами устройства электрооборудования определена классификация этих помещений.
Пожароопасными помещениями называют помещения или наружные установки, в которых применяют или хранят горючие вещества.
Пожароопасные помещения согласно ПУЭ подразделяют на следующие классы.
Помещения класса П-I. К ним относят помещения, в которых применяют или хранят горючие жидкости с температурой вспышки паров выше 45 °С (например, склады масел, установки регенерации масел и т. п.).
Помещения класса П-II, к которым относят помещения, в которых выделяются горючие пыль или волокна, переходящие во взвешенное состояние. Возникающая при этом опасность ограничена пожаром, но не взрывом либо в силу физических свойств пыли или волокон (дисперсность, влажность), либо в силу того, что содержание их в воздухе по условиям эксплуатации не достигает взрывоопасной концентрации (например, малозапыленные помещения).
Помещения класса П-IIa. К ним относят производственные и складские помещения, содержащие твердые или волокнистые горючие вещества, причем признаки, перечисленные выше для класса П-II, отсутствуют.
Установки класса П-III. К ним относят наружные установки, в которых применяют или хранят горючие жидкости с температурой вспышки паров выше 45 °С.Для предотвращения при пожаре переброски огня от одного здания к другому при проектировании и строительстве предусматривают между ними противопожарные разрывы шириной не менее 10 . 20 м.
55. Средства взрывозащиты можно разделить на три группы:
1) локализация взрыва внутри оболочки, в которую заключено электрооборудование;
2) исключение контактирования окружающей среды с электрическими частями, способными вызвать ее воспламенение;
3) исключение опасных нагревов или искрений в электрооборудовании, способных воспламенить окружающую взрывоопасную среду.
1. Локализация взрыва осуществляется прочной оболочкой, способной выдержать давление взрыва внутри оболочки, и такими параметрами мест сопряжения отдельных частей оболочки (длина и ширина щели между сопрягаемыми деталями), при которых выходящее из оболочки пламя и продукты взрыва остывали до безопасной температуры, при которой самовоспламенение окружающей взрывоопасной среды становится невозможным. Такое исполнение (вид взрывозащиты) называется взрывонепроницаемым.2. Данная группа средств взрывозащиты может быть представлена четырьмя исполнениями (видами взрывозащиты):а) маслонаполненным, при котором токоведущие части электрооборудования погружаются в масло или другую жидкость с высокой диэлектрической прочностью;б) кварцевым заполнением оболочки, в котором токоведущие части засыпаются мелкодисперсным наполнителем, например, кварцевым песком;в) продуваемым или заполненным под избыточным давлением, при котором токоведущие части заключены в оболочку, содержащую чистый воздух или инертный газ под давлением, исключающим проникновение взрывоопасной смеси внутрь этой оболочки;г) специальными, в котором токоведущие части заливаются термореактивным компаундом, герметикой или специальными поглотителями или флегматизаторами. 3. Данная группа средств взрывозащиты может быть представлена двумя исполнениями:а) повышенной надежностью против взрыва. Это исполнение обеспечивается применением высококачественных изоляционных материалов, увеличением по сравнению с общепромышленным электрооборудованием путей утечек по поверхности изоляционных деталей и воздушных зазоров между токоведущими частями разных потенциалов, снижением токовых нагрузок на неподвижные контактные соединения и поддержанием в них постоянных давлений, защитой от внешних воздействий (в том числе и от механических повреждений) и т.п. Это исполнение пригодно только для частей (узлов) или электрооборудования в целом, у которого нет нормально искрящих или нагретых до опасной температуры частей. Характерным является для данного вида взрывозащиты отсутствие перегрузок электрооборудования, а в случае, когда такие перегрузки вероятны, например, электродвигатели, они должны эксплуатироваться с соответственно настроенной электрической и тепловой защитой;б) искробезопасной цепью (искробезопасное электрооборудование), которая предусматривает предотвращение опасного искрения за счет уменьшения длительности разряда или уменьшения мощности, которую электрическая цепь может отдавать в разрядный промежуток, образующийся при обрыве или коротком замыкании в цепи. Поэтому принимаются меры по ограничению токов и напряжений, а также отделению электрических цепей электрооборудования от сильноточных, экранизации их от внешних наводок, атмосферных разрядов и т.п.Электрооборудование может быть выполнено как с одним видом взрывозащиты, так и с несколькими в различных комбинациях.взрывозашиты эл двиг осущ с помошью Взрывонепроницаемость оболочки обеспечивается изготовлением из устойчивых к механическому и тепловому воздействию материалов и использованием щелевой взрывозащиты. Взрывонепроницаемость ввода кабеля обеспечивается уплотнением с помощью эластичных резиновых колец. Фрикционная искробезопасность обеспечивается применением алюминиевых сплавов с содержанием магния менее 7,5 % (вентилятор).Электростатическая искробезопасность обеспечивается отсутствием пластмассовых наружных частей оболочкиКрепежные детали, а также контактные токоведущие и заземляющие зажимы предохранены от самоотвинчивания пружинными шайбами.Токоведущие части контактных соединений выполнены из латуни. Взрывозащищенные светильники – это осветительное оборудование обладающее спецефическими характеристиками. Как правило взрывозащищенные светильники используются на тех объектах где возможна опасность взрыва. В отличее от обычного освещения, у взрывозащитных светильников имеется усиленная конструкция корпуса. Такой корпус обладает очень высоким показателем прочности, лампы так же защищены специальной сеткой. Особенности монтажа проводки в стальных трубах во взрывоопасных помещенияхВо взрывоопасных помещениях трубы в бетонируемых полах заглубляются не менее чем на 20 мм от поверхности пола. Длина открыто прокладываемых трубопроводов должна быть максимально сокращена, например для осветительных сетей, за счет переноса сети от стен здания на линию расположения светильников. Во избежание скопления взрывоопасной пыли на трубах и конструкциях в помещениях классов В-II и В-IIа трубы прокладывают в один слой с просветами между ними, а также между трубами и стеной не менее чем 20 мм, конструкции для крепления труб применяют с малыми горизонтальными поверхностями
58. Электрооборудование цементных заводов. Процесс производства цемента закл. в дроблении и тонком измельчении основного сырья,обжига ее до спекания-клинкер,размола полученного клинкером,с добавлением спец. добавок и получения нового продукта:2 способа пр-ва:сухой и мокрый. Мокрый способ производства используют при изготовлении цемента из мела (карбонатный компонент), глины (силикатный компонент) и железосодержащих добавок (конверторный шлам, железистый продукт, пиритные огарки). Влажность глины при этом не должна превышать 20%, а влажность мела — 29%. Мокрым этот способ назван потому, что измельчение сырьевой смеси производится в водной среде, на выходе получается шихта в виде водной суспензии — шлама влажностью 30 — 50%. Далее шлам поступает в печь для обжига, диаметр которой достигает 7 м, а длина — 200 м и более. При обжиге из сырья выделяются углекислоты. После этого шарики-клинкеры, которые образуются на выходе из печи, растирают в тонкий порошок, который и является цементом. Сухой способ заключается в том, что сырьевые материалы перед помолом или в его процессе высушиваются. И сырьевая шихта выходит в виде тонкоизмельченного сухого порошка.Одним из основных агрегатов явл. вращающаяся печь(она предст. собой тепловой агрегат,в виде стального полого барабана,длиной до 150 м,диаметром до 4 метров,вращ. вокруг своей оси 2 оборотов в минуту).Для привода печи использ. АД с к.з. ротором. Шаровые (трубные) мельницы использ. АД с к.з. ротором обычного или с повышенным пусковым моментом,вспомогат.двиг.,привод насоса смазки.
59.Электрооборудование заводов железобетонных изделий. Комплекс сооружений,состоящий из склада заполнителей,складов цемента,бетонно-смесительного цеха,арматурного цеха,формовочного и рядом вспомогат. цехов:компрессорные,насосные станции. Составляющие из заводских помещений,которые подаются погрузки,разгрузки,поточно подаются в бетонно-смесит. цех. Производство железобетонных изделий оснащено современным оборудованием, которое позволяет выпускать крупные партии продукции, характеризующейся высокими качественными показателями. Изготовление железобетонных изделий контролируется опытными специалистами предприятия. Это позволяет полностью исключить появление брака, и, как следствие, затягивание сроков исполнения заказа.Изготовление железобетонных изделий — одно из основных направлений деятельности нашего предприятия.
60.Заводы хим. промышлености. Отличит. признаком заводов хим. промышленности явл. применение в процессе пр-ва хим. способов обработки используемого сырья. На заводах отрасли использ. в процессе пр-ва в одних случаях подвергает воздействие кислот и щелочей,а в др. случаях нагрева эл. аппаратов с последующим отбором выделяемых в кратце, в 3-ем случае примен. путем обработки различными хим. реангентами. Многие из применяемых и получаемых в-в явл. хим.агрессивными и вызывают коррозию метал. частей и повреждение изоляции электрооборудования. Некоторые смеси с кислородом воздуха образуют взрывоопасные смеси. Едля защиты от коррозии примен. покрытие лаками и красками,трубы электропроводки и кабелей. Лаки и краски необходимо выбирать в зависимости от среды.
61.Нефтеперерабатывающие заводы. Современные нефтеперерабатывающие заводы являются крупнейшими потребителями пара и электрической энергии; поэтому они, как правило, имеют собственные тепловые станции, вырабатывающие наряду с электрической энергией и пар. Завод имеет большое электрическое хозяйство: значительное количество трансформаторных подстанций, распределительных устройств, разветвленную высоковольтную кабельную сеть и т. д.
62.Заводы искусств. волокон. При формовании волокна из расплава полимера тонкие струйки расплава из отверстий фильеры попадают в специальную шахту, где они охлаждаются потоком воздуха и затвердевают. Если формирование волокна производится из раствора полимера, то могут быть применены два метода: сухое формирование, когда тонкие струйки поступают в обогреваемую шахту, где под действием циркулирующего теплого воздуха растворитель улетучивается, и струйки затвердевают в волокна; мокрое формирование, когда струйки раствора полимера из фильеры попадают в так называемую осадительную ванну, в которой под действием различных содержащихся в ней химических веществ струйки полимера затвердевают в волокна.Во всех случаях формирование волокна ведется под натяжением. Это делается для того, чтобы ориентировать (расположить) линейные молекулы высокомолекулярного вещества вдоль оси волокна. Если этого не сделать, то волокно будет значительно менее прочным. Для повышения прочности волокна его обычно дополнительно вытягивают после того, как оно частично или полностью отвердеет.После формования волокна собираются в пучки или жгуты, состоящие из многих тонких волокон. Полученные нити при необходимости промывают, подвергают специальной обработке — замасливанию, нанесению специальных препаратов (для облегчения текстильной переработки), высушивают. Готовые нити наматывают на катушки или шпули. При производстве штапельного волокна нити режут на отрезки (штапельки). Штапельное волокно собирают в кипы.
Искусственныеволокна: Гидратцеллюлозные, Вискозные, ,лиоцелл, Медноаммиачные, Ацетилцеллюлозные, Ацетатные, Триацетатные, Белковые, Казеиновые, Зеиновые
Типы и конструкции нагревателей печей сопротивления
Принцип действия нагревателей основан на общеизвестном явлении нагрева проводника, включенного в питающую цепь и обтекаемого током. Количество тепла Q, ккал, выделяемого при прохождении электрического тока через проводник, определяется в соответствии с законом Джоуля-Ленца:  , где: I – сила тока, A; R – сопротивление проводника, Ом; U – напряжение, В; t – время прохождения тока, с. Требования, предъявляемые к нагревателям, зависят от назначения печи, режима ее работы, предельно допустимой температуры печи, требуемой долговечности. Кроме того, нагреватели должны обладать высоким удельным электрическим сопротивлением, малым температурным коэффициентом сопротивления, достаточной механической прочностью, невысокой стоимостью. Материал не должен при работе менять свои физические свойства, должен хорошо обрабатываться. Наибольшее применение нашли хромалюминиевые сплавы, нихром, вольфрам, молибден и другие тугоплавкие металлы. Широко применяются также неметаллические материалы – карборунд, дисилицид молибдена, графит и др. Основные параметры этих материалов приведены в табл.1.1.
, где: I – сила тока, A; R – сопротивление проводника, Ом; U – напряжение, В; t – время прохождения тока, с. Требования, предъявляемые к нагревателям, зависят от назначения печи, режима ее работы, предельно допустимой температуры печи, требуемой долговечности. Кроме того, нагреватели должны обладать высоким удельным электрическим сопротивлением, малым температурным коэффициентом сопротивления, достаточной механической прочностью, невысокой стоимостью. Материал не должен при работе менять свои физические свойства, должен хорошо обрабатываться. Наибольшее применение нашли хромалюминиевые сплавы, нихром, вольфрам, молибден и другие тугоплавкие металлы. Широко применяются также неметаллические материалы – карборунд, дисилицид молибдена, графит и др. Основные параметры этих материалов приведены в табл.1.1. 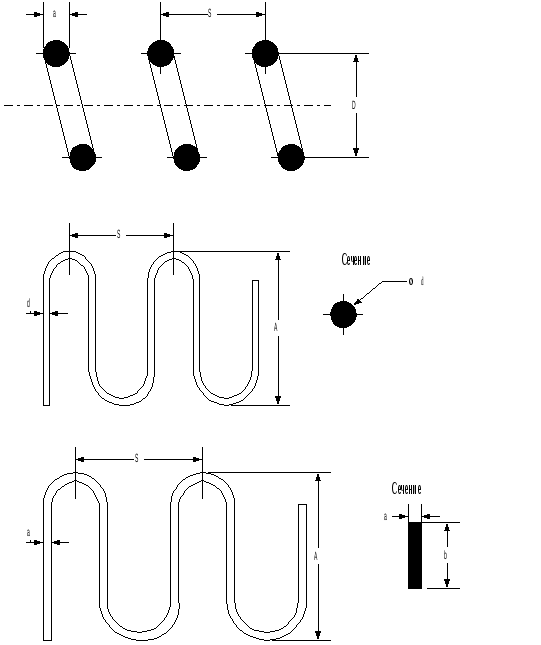 Рис.1.2. Схемы исполнения нагревателей: а) проволочный спиральный; б) проволочный зигзагообразный; в) ленточный зигзагообразный Конструктивно металлические нагреватели могут выполняться ленточными, зигзагообразными, проволочными зигзагообразными и ленточными, а также штампованными из листа, литыми и др. (рис. 1.2). В большинстве случаев более рациональным является проволочный зигзагообразный нагреватель, который при прочих равных условиях имеет меньший эксплуатационный расход материала, большую удельную поверхностную мощность. Под эксплуатационным расходом понимается расход материала нагревателя за 1000 часов его работы на 1 кВт установленной мощности. Расход материала обуславливается окислением и увеличивается с повышением рабочей температуры. Под сроком службы нагревателя понимают время его работы при заданной температуре, в течении которого токопроводящее сечение нагревателя уменьшается на заданную величину (обычно на 20%), что сопровождается увеличением сопротивления и снижением мощности на ту же величину. Наилучшим с точки зрения эксплуатационного расхода является проволочный зигзагообразный нагреватель. Проволочный спиральный нагреватель используется лишь в случаях, когда невозможно применить зигзагообразный нагреватель. За максимально допустимую температуру рекомендуется брать температуру, при которой срок службы данного нагревателя не ниже 2000 часов.
Рис.1.2. Схемы исполнения нагревателей: а) проволочный спиральный; б) проволочный зигзагообразный; в) ленточный зигзагообразный Конструктивно металлические нагреватели могут выполняться ленточными, зигзагообразными, проволочными зигзагообразными и ленточными, а также штампованными из листа, литыми и др. (рис. 1.2). В большинстве случаев более рациональным является проволочный зигзагообразный нагреватель, который при прочих равных условиях имеет меньший эксплуатационный расход материала, большую удельную поверхностную мощность. Под эксплуатационным расходом понимается расход материала нагревателя за 1000 часов его работы на 1 кВт установленной мощности. Расход материала обуславливается окислением и увеличивается с повышением рабочей температуры. Под сроком службы нагревателя понимают время его работы при заданной температуре, в течении которого токопроводящее сечение нагревателя уменьшается на заданную величину (обычно на 20%), что сопровождается увеличением сопротивления и снижением мощности на ту же величину. Наилучшим с точки зрения эксплуатационного расхода является проволочный зигзагообразный нагреватель. Проволочный спиральный нагреватель используется лишь в случаях, когда невозможно применить зигзагообразный нагреватель. За максимально допустимую температуру рекомендуется брать температуру, при которой срок службы данного нагревателя не ниже 2000 часов.
- Собрать схему соединения нагревателей в соответствии с рис.1.3 б, 1.4 и 1.5.
- После проверки схемы преподавателем (лаборантом) подать напряжение при помощи автомата SF.
- Снять показания приборов и записать их в таблицу 1.2.
- Обработать опытные данные, построить зависимости cos=f(p), для каждой схемы включения нагревателей.
- Сделать выводы по результатам эксперимента, сдать полностью оформленный отчет преподавателю.
- Схемы включения нагревателей (рис.1.3б, 1.4, 1.5).
- Таблица результатов измерения.
- Зависимости cos=f(P) для каждой собранной схемы включения нагревателей.
- Выводы к работе.
- Типы электропечей сопротивления.
- Конструкции печей сопротивления.
- Конструкции и устройства нагревателей.
- Методика расчета нагревателей.
- Электрические схемы соединения нагревателей.
- Тормасов В.В. Электротехнология основных производств. –М.: Высш. шк. , 1970.
- Фельдман И.А. Расчет нагревателей электрических печей сопротивления. -М.:Энергия. 1969.
- Электротехнологические промышленные установки: Учебник для вузов/Под ред. А.Д. Свенчанского. –М.: Энергоиздат, 1982.
- Электрооборудование и автоматика электротермических установок: Справочник/ Под ред. А.П. Альтгаузена и др.-М.: Энергия, 1978.
- Электрические промышленные печи: Печи сопротивления: Учебник для вузов/ Под ред. А.Д. Свенчанского. – 2-е изд., перераб. И доп. –М.: Энергоатомиздат, 1981.
- Подготовить таблицу для записи данных опыта.
- Произвести внешний осмотр печи и установить дилатометрический терморегулятор в положение, указанное преподавателем.
- Включить печь в сеть и производить запись в таблицу показаний термометра через 0.5 мин, а также в моменты времени, когда произошло отключение или включение нагревателя (лампочка погасла или зажглась)
- Построить на графике зависимости t0=f();P=f().
- Определить по графику:
- Сделать вывод о пригодности печи.
- Формулировка задачи лабораторного исследования.
- Краткие теоретические сведения.
- Таблица результатов замеров.
- Графики t0=f(); Р=f().
- Определение по графику t,tзад,зад,100,tпр.
- Выводы по работе.
- Классификация электрических печей сопротивления.
- Требования к температурному режиму работы электропечи.
- Схемы двухпозиционного регулирования температуры.
- Функциональная схема САР температуры печи сопротивления.
- Датчики температуры.
- Дилатометрический регулятор температуры.
- Ртутный контактный термометр.
- Тормасов В.В. Электротехнология основных производств .-М.: Высш.шк., 1970.
- Фотиев М.М. Электрооборудование сталеплавильных и термических цехов.-М.:Металургия, 1969.
- Электротермическое оборудование: Справочник/Под общ.ред. А.П. Альтгаузена.-М.: Энергия. 1980.
- Электрические промышленные печи: печи сопротивления: Учебник для вузов /Под ред. А.Д. Свенчанского – 2-е изд., перераб. и доп. –М.: Энергоатомиздат, 1981.
- С самовозбуждением (рис.3.2а), когда намагничивающая обмотка НО создает магнитный поток, действующий в одном направлении, а размагничивающая последовательная обмотка РО создает встречный магнитный поток.
- С независимым возбуждением (рис.3.2б), когда при холостом ходе действует независимая обмотка НО, а размагничивающая обмотка РО создает встречный поток при нагрузке (сварке).
- тип генератора – ГСО-300М,
- номинальный ток – 250 А,
- напряжение холостого хода — 40-80В,
- номинальное напряжение – 30 В,
- пределы регулирования тока – 45-320 А,
- номинальная частота вращения – 3000 об/мин,
- двигатель – АД 220/380 В, 16 , 59 А,
- мощность двигателя – 4,5 кВт,
- частота вращения – 2900 об/мин.
- Снять характеристику холостого хода генератора. Для снятия характеристики холостого хода перемычками замыкаются клеммы на щите стенда: «НК» — «О», «Ш» — «М» и на выходе генератора «+200» — «0» (рис.3.5). При этом обмотки возбуждения главных и дополнительных полюсов включены последовательно, питание их осуществляется от главных щеток.
- Перед началом выполнения работы необходимо тщательно ознакомиться с описанием лабораторной работы: с конструкцией сварочного генератора, принципиальной монтажной схемой лабораторной установки (рис.3.8), приборами и аппаратами, расположенными на щите и их назначением, записать номинальные данные машин, аппаратов и приборов.
- Собрать схему для снятия характеристик холостого хода, для чего соединить перемычками клеммы на щите стенда: «Ш» — «М», «НК» — «О» и на выходе генератора «О» — «+200» (рис.3.5 и 3.6): рубильники Р1 и Р2 (рис.3.5) отключить, рукоятку переключателя ПЗ установить в положение «0».
- После проверки схемы преподавателем (лаборантом) и его разрешения подключить лабораторную установку к питающей сети. Снять характеристику холостого хода генератора, для чего с помощью регулировочного сопротивления Rв, изменяя ток возбуждения от 0 до максимального значения и обратно, замерить напряжения между главными и дополнительными щетками. Данные опыта занести в табл.3.1.
- Отключить установку от сети. На основании данных табл.3.2 построить графики: UВ,UАБ,UВБ,UАВ=f(Iв). Прямая и обратная ветви характеристики холостого хода должны быть расположены на одном графике.
- Собрать схему для снятия внешней характеристики сварочного генератора, для чего перемычками замкнуть на щите стенда – «Ш»-«Б», «В»-«НК» (рис.3.5 и 3.6), рубильники Р1 и Р2 включить в положение «1» (рис.3.5), рукоятку переключателя ПЗ установить в положение «0». На выходе генератора установить перемычку в положение «0» — «+200».
- После проверки схемы преподавателем (лаборантом) и его разрешения, подключить лабораторную установку к питающей сети.
- Снять внешнюю характеристику генератора, для этого с помощью реостата Rв установить указанную преподавателем величину тока возбуждения. Затем для каждого из шести положений рукоятки переключателя ПЗ (шесть значений нагрузки) записать показания приборов в табл.3.2.
- Сняв первую внешнюю характеристику, отключить установку от сети. После полного прекращения вращения якоря генератора на выходе генератора установить перемычку в положение «0» — «300». При этом положение движка реостата Rв в цепи возбуждения не изменяется. Действуя аналогично указаниям п.7. снять вторую внешнюю характеристику. Показания приборов записать в табл.3.2. Отключить лабораторную установку от сети.
- Рубильник Р2 включить в положение 11: аналогично предыдущему снять3-ю внешнюю характеристику.
- Внешние характеристики снять для двух различных значений тока возбуждения, указанных преподавателем.
- На основании данных табл.3.2 построить кривые зависимости напряжения между щетками А,Б,В в функции от тока нагрузки генератора:
- Внешние характеристики для двух разных значений тока возбуждения строятся на одном графике.
- Формулировка задачи лабораторного исследования.
- Краткие теоретические сведения.
- Табл. 3.1 и 3.2 с результатами измерений, принципиальная схема установки.
- Графики UВ=f(IВ),UАБ,UБВ,UАБ=f(IВ,IН),cos=f(IН).
- Выводы по работе в целом.
- Какие характеристики должны иметь сварочные генераторы и почему?
- Какими способами обеспечивается падающая характеристика у однопостового сварочного генератора?
- Объясните, почему однопостовые источники сварочного тока должны иметь крутопадающую характеристику.
- Каким образом осуществляется регулирование сварочного тока у генератора с размагничивающей обмоткой?
- Объясните принцип действия генератора типа ГСО-300М и способы регулирования крутизны внешней характеристики генератора.
- Патон Б.Е. Электрооборудование для дуговой и шлаковой сварки. – М.: Машиностроение, 1966.
- Электротехнологические промышленные установки: Учебник для вузов/Под ред. А.Д. Свенчанского.-М.: Энергоиздат , 1982.
- Александров А.Г., Забура И.И., Линьковский И.В. Эксплуатация сварочного оборудования. – Киев : Будевельник, 1978.
- регулировкой положения магнитного шунта 6 (рис.4.1в), ведущей к изменению величины потоков рассеяния;
- подмагничиванием неподвижного шунта 3 постоянным током, проходящим через катушку 9 (рис.4.1г). В этом случае шунт неподвижен, а индуктивное сопротивление трансформатора регулируется за счет изменения тока подмагничиванием;
- регулировкой расстояния между подвижной 5 и неподвижной 4 обмотками трансформатора (рис.4.1д), что ведет к изменению величины потока рассеяния;
- трансформатор с ярмовым рассеянием (рис.4.1е) имеет первичную 4 и вторичную 5 катушки, расположенные на разных стержнях магнитопровода.
- иметь резкопадающую внешнюю характеристику, необходимую для устойчивого горения дуги;
- во избежание перегрева электрода и прилипания его к металлу при коротких замыканиях величина тока короткого замыкания не должная превышать рабочий ток более чем на 35…45%;
- напряжение холостого хода не должно превышать 60 В, так как при более высоком напряжении появится опасность поражения сварщика электрическим током;
- конструкция трансформатора должна быть проста и защищена от влияния атмосферных осадков, пыли и т.д. Изоляция обмоток должна быть влагоустойчивой;
- трансформатор должен обеспечить постоянство горения дуги при колебании напряжения в первичной обмотке ±10%.
- Перед началом выполнения работы подробно ознакомиться с описанием и монтажной схемой лабораторной установки, с расположением и назначением приборов и аппаратов на стенде и схемой стенда.
- Собрать схему, для чего подключить измерительные приборы, рукоятки переключателей П1 и П2 установить в положение «0», замкнуть перемычками клеммы А-В. После проверки преподавателем (лаборантом) правильности сборки схемы и его разрешения подключить стенд к питающей сети выключателями SF1 и SF2.
- Снять внешние характеристики сварочного трансформатора, для чего установить переключатель П1 в положение 30А. Показания прибора записать в табл.4.1. Поочередно устанавливая переключатель П2 в положения 0,1,2,3,4,5 записать в табл.4.1 показания приборов (при каждом положении рукоятки). После чего переключатель П2 устанавливается в положение «0». Далее переключатель П1 перевести в положение 40 А и вновь поочередно изменяя положение переключателя П2, занести в табл. 4.1. показания приборов. Аналогичные действия произвести при установке переключателя П1 в положение 50А.
- По данным таблицы 4.1, строятся кривые зависимости вторичного напряжения сварочного трансформатора от тока нагрузки:
- Формулировка задачи лабораторного исследования.
- Номинальные данные испытуемого трансформатора и оборудования экспериментальной установки.
- Таблица результатов измерений и принципиальная схема установки.
- Графики.
- Выводы по работе.
- Назовите основные конструктивные особенности сварочных трансформаторов для дуговой сварки.
- Назовите основные требования, которыми должны удовлетворять сварочные трансформаторы.
- Каким образом осуществляется падающая внешняя характеристика у однопостовых сварочных трансформаторов?
- Из каких частей состоит сварочный аппарат ТД-101?
- Каким способом достигается регулирование сварочного тока?
- Что называется внешней характеристикой сварочного трансформатора?
- Тормасов Б.В. Электротехнология основных производств. –М.: Высш.шк., 1970.
- Бельфор М.Г. Патон Б.Е. Электрооборудование для дуговой и шлаковой сварки и наплавки. –М.: Высш. шк. 1974.
- Электротехнологиченские промышленные установки: Учебник для вузов /Под ред. А.Д. Свенчанского –М.: Энергоиздат, 1982.
- Мощность, потребляемая от сети, кВт, не более – 18;
- Колебательная мощность высокой частоты, кВт – 10;
- Напряжение питающей сети, В – 380;
- Рабочая частота, кГц — 4402,5%;
- К.П.Д. генератора установки, % не ниже – 68.
- Проверить изоляцию цепей низкого и высокого напряжения.
- Закрыть дверь и включить вводной рубильник.
- Включить накал генераторной лампы. Через 30 секунд должна включиться вторая ступень накала генераторной лампы и загореться сигнальная лампа желтого цвета.
- Прогреть генераторную лампу в течении 15 минут.
- Установить регулятор обратной связи в среднее положение.
- Включить анодное напряжение. При этом должна загореться красная лампа.
- Отрегулировать обратную связь по оптимальному значению сеточного тока. Предварительную регулировку производят при 50% анодного напряжения, окончательную – при 100%.
- Проверить отключение анодного напряжения от цепей кнопки и отдельно от реле времени.
- Устанавливают переключателем полное анодное напряжение.
- Помещают деталь в индуктор.
- Включают анодное напряжение на время, необходимое для нагрева детали.
- Извлекают деталь из индуктора.
- При дальнейшей работе операции повторяются с п.г. После окончания работы установка отключается.
- Отключить анодное напряжение.
- Отключить накал генераторной лампы.
- Через 5 минут отключить систему водяного охлаждения.
- Отключить вводной рубильник.
- Подготовить установку к работе.
- Настроить на заданный режим.
- Произвести нагрев образца до заданной температуры.
- Отключить установку.
- Формулировка задачи лабораторного исследования.
- Цель работы.
- Принципиальная электрическая схема установки.
- Опытные данные:
- Принцип индукционного нагрева.
- Основные энергетические характеристики устройств индукционного нагрева.
- Устройство одноконтурного лампового генератора.
- Электрическая схема установки.
- Основные параметры индукционной установки.
- Порядок подготовки к работе, выполнения работы и отключения индукционной установки.
- Донской А.В., Рамм Г.С., Вигдорович Ю.Б. Высокочастотные электротермические установки с ламповыми генераторами. Л.: Энергия,1974.
- Применение токов высокой частоты в электротермии. Под редакцией Слухоцкого А.Е. Л.: Машиностроение, 1973.
- Тормасов В.В. Электротехнология основных производств. М.: Высшая школа, 1970.
- рабочая камера;
- дверца камеры, которой закрывается отверстие;
- слой огнеупорной кладки (фактически, это облицовка внутренней поверхности рабочей камеры. Иначе ее называют футеровкой);
- нагревательные элементы;
- слой теплоизоляционного материала;
- механизмы погрузки/разгрузки изделий.
- устойчивость к высоким температурам. Это значит, что по-настоящему огнеупорный материал не плавится и не теряет форму под воздействием температур выше 1580 градусов Цельсия.
- способность выдерживать механические нагрузки в условиях высоких температур. Это означает, что огнеупорный слой кладки должен быть достаточно прочным для того, чтобы на нем можно было укрепить нагревательные элементы.
- устойчивость к колебаниям и перепадам температур.
- низкая проводимость электроэнергии. В таких печах огнеупорный материал является своего рода электрическим изолятором, поскольку на внутренней поверхности огнеупорной кладки располагаются нагревательные элементы.
- незначительная теплопроводность. В данном случае наблюдается закономерность: чем меньше показатель теплопроводности, тем проще выполнить кладку печи без значительного увеличения толщины стен.
- шамот;
- динас;
- хромомагнезит.
- диатомит;
- перлит;
- зонолит;
- минвата;
- шлаковая вата.
- не окисляются при высоких температурах;
- жаропрочные;
- обрабатываемые.
- спиральные;
- трубчатые (ТЭНы);
- зигзагообразные;
- ленточные.
- Термические печи для термической и термохимической обработки различных материалов (стекла, пластмассы, металла, керамики, металлокерамики и т.д.);
- Плавильные печи. Они предназначены для плавки легкоплавких цветных металлов;
- Сушильные печи. Данные устройства применяются для сушки лакокрасочных покрытий, литейных форм и т.д.
- низкотемпературные (600-650 градусов Цельсия);
- среднетемпературные (700-1250 градусов Цельсия);
- высокотемпературные (выше 1250 градусов Цельсия).
- камерные;
- колпаковые;
- элеваторные;
- шахтные;
- колодцевые;
- печи-электрованны.
- барабанные;
- конвейерные;
- толкательные;
- протяжные;
- рольганговые;
- карусельные.
- формирует рабочее пространство печи сопротивления;
- несет нагреватели и загружаемые в камеру изделия.
- ручным;
- пневматическим;
- электромеханическим;
- гидравлическим.
- Муфель. Представляет собой огнеупорный сосуд, вставляемый в камеру печи для обжига помещенных в него изделий. Данный элемент применяется в том случае, если нужна термическая обработка в защитной среде или вакууме.
- Футерованный нагревательный колпак;
- Колпак ускоренного охлаждения.
- барабана;
- поворотной рамы с приводом вращения барабана;
- камеры нагрева;
- основания печи;
- устройства загрузки со шнековым питателем;
- разгрузочного устройства;
- домкрата;
- уплотнителя;
- шкафа управления;
- площадки обслуживания.
- термометрия (для определения температур до 2500 градусов Цельсия);
- пирометрия (для более высоких температур).
- Высокий и постоянный ТКС (температурный коэффициент сопротивления). Это нужно для обеспечения чувствительности и линейности характеристики прибора.
- Устойчивость физических и химических свойств в условиях высоких температур (во время нагрева).
- Высокое удельное электрическое сопротивление. Данное свойство определяет сведение к минимуму неточностей в измерении, что бывает обычно связано с колебаниями показателей сопротивления измерительных проводов.
- Термопара. Это чувствительный элемент.
- Измерительное устройство. Необходимо для реагирования на напряжение термопары.
- Соединительные провода.
- Иметь высокую термоЭДС и линейную градуировочную кривую;
- Сохранять свои химические и физические качества под воздействием высоких температур;
- Отличаться высокой электропроводностью;
- Иметь низкие показатели инерционности;
- Воспроизводиться в больших количествах, вместе с тем сохраняя в неизменном виде свои физические качества.
- платинородий;
- сплав никель-кобальт;
- кремний-алюминий.
- радиационные;
- яркостные (они же – оптические);
- цветовые.
- Электрическая печь.
- Вспомогательные механизмы, оснащенные приводом. Последний может быть электрическим, пневматическим или гидравлическим. Предназначение вспомогательных механизмов – обеспечить загрузку или выгрузку садки, а также перемещение в рабочем пространстве электропечи.
- Комплектующие устройства. Здесь имеются в виду: электрические щиты; пульты; панели управления; аппаратура, выполняющая обеспечение функционирования печей в автоматических линиях.
- увеличению производительности электропечи;
- уменьшению потерь тепла;
- использованию тепла нагретых деталей;
- механизации и автоматизации функционирования электропечи.
- использование теплоизоляционных материалов высокого качества;
- окраску кожухов алюминиевой краской (выполняется для снижения коэффициентов лучеиспускания);
- уплотнение отверстий;
- рациональная организация труда (делается для сокращения промежутков времени, в течение которых дверца печи остается открытой).
Схемы включения нагревателей печей сопротивления. Регулирование мощности нагревателей
| № | Материалы | Удельное сопротивление при 273 0 К, Ом мм 2 / м | Предельная рабочая температура, 0 С | Плотность при 273 0 К, г/см 3 |
| 1. | Нихром с алюминием Х15Н6ОН | 1,0 | 1000 | 8,2 |
| 2. | Железохромникель Х25Н20 | 0,92 | 7000 | 7,9 |
| 3. | Нихром Х20Н80 | 1,09 | 1100 | 8,4 |
| 4. | Нихром Х20Н80Т3 | 1,27 | 1100 | 8,2 |
| 5. | Нихром с алюминием ХН70Н | 1,34 | 1200 | 7,9 |
| 6. | Нихром с алюминием Х15Н60Н3А | 1,27 | 1200 | 7,9 |
| 7. | Железохромалюминий ОХ23Ю5А | 1,42 | 1300 | 7,9 |
| 8. | Силит (карборунд) | 8-19 | 1473 | 2,3 |
| 9. | ДМ (дисилицид молибдена) | 0,3 | 1470 | 5,6 |
| 10. | Глобар | 8-19 | 1473 | 2,3 |
| 11. | Графит | 8-13 | 1900 | 1,6 |
| 12. | Молибден | 0,05 | 2200 | 0,2 |
| 13. | Вольфрам | 0,054 | 3000 | 19,8 |
Схемы включения нагревателей при однофазной питающей сети приведены на рис.1.3: а – двухступенчатое регулирование мощности; б – четырехступенчатое регулирование мощности. Рассмотрим, каким образом осуществляется регулирование мощности нагревателей печи сопротивления на примере, приведенном на рис.1.3б.  Рис.1.3. Схема включения нагревателей печи при однофазной питающей сети: а) схема с двухступенчатым регулированием мощности: 0% — контакт 1 разомкнут; 100% — контакт 1 замкнут; б) схема с четырехступенчатым регулированием мощности: 0% — все контакты разомкнуты; 25% — включен контакт 3; 50% — включен контакт 1 (или 2); 100% — включены контакты 1 и 2 а) б) При всех отключенных контактах, цепь разомкнута, потребляемая мощность равна нулю. При включенном контакте 3 в цепь последовательно включены два сопротивления Rн1 и Rн2 . Считаем, что Rн1=Rн2=Rн. Тогда потребляемая мощность:
Рис.1.3. Схема включения нагревателей печи при однофазной питающей сети: а) схема с двухступенчатым регулированием мощности: 0% — контакт 1 разомкнут; 100% — контакт 1 замкнут; б) схема с четырехступенчатым регулированием мощности: 0% — все контакты разомкнуты; 25% — включен контакт 3; 50% — включен контакт 1 (или 2); 100% — включены контакты 1 и 2 а) б) При всех отключенных контактах, цепь разомкнута, потребляемая мощность равна нулю. При включенном контакте 3 в цепь последовательно включены два сопротивления Rн1 и Rн2 . Считаем, что Rн1=Rн2=Rн. Тогда потребляемая мощность:  . При включенном контакте 1 (или 2) в цепь включено только одно сопротивление Rн . Потребляемая мощность:
. При включенном контакте 1 (или 2) в цепь включено только одно сопротивление Rн . Потребляемая мощность:  . Максимальная потребляемая мощность РМ4 (100%) имеет место при включенных контактах 1 и 2. Таким образом, в схеме (рис.1.3б) реализуется четыре ступени регулирования мощности: 0%, 25%, 50%, 100%. В случае трехфазной питающей сети, трехступенчатое регулирование мощности может быть осуществлено путем переключения схем соединения нагревателей со звезды на треугольник и обратно по схеме, приведенной на рис.1.4. Более плавное пятиступенчатое регулирование мощности может быть осуществлено по схеме, приведенной на рис.1.5. Программа работы Принципиальная электрическая схема стенда приведена на рис.1.6. После предварительного знакомства со стендом и входящими в него приборами приступают к выполнению работы в следующем порядке:
. Максимальная потребляемая мощность РМ4 (100%) имеет место при включенных контактах 1 и 2. Таким образом, в схеме (рис.1.3б) реализуется четыре ступени регулирования мощности: 0%, 25%, 50%, 100%. В случае трехфазной питающей сети, трехступенчатое регулирование мощности может быть осуществлено путем переключения схем соединения нагревателей со звезды на треугольник и обратно по схеме, приведенной на рис.1.4. Более плавное пятиступенчатое регулирование мощности может быть осуществлено по схеме, приведенной на рис.1.5. Программа работы Принципиальная электрическая схема стенда приведена на рис.1.6. После предварительного знакомства со стендом и входящими в него приборами приступают к выполнению работы в следующем порядке:
Потребляемую мощность рассчитать по формуле:  .
.
 Рис.1.4. Схема трехступенчатого регулирования мощности путем переключения схемы соединения нагревателей со звезды на треугольник и обратно: 0% — все контакты разомкнуты; 33% — замкнуты контакты 2 (); 100% — замкнуты контакты 1()
Рис.1.4. Схема трехступенчатого регулирования мощности путем переключения схемы соединения нагревателей со звезды на треугольник и обратно: 0% — все контакты разомкнуты; 33% — замкнуты контакты 2 (); 100% — замкнуты контакты 1() 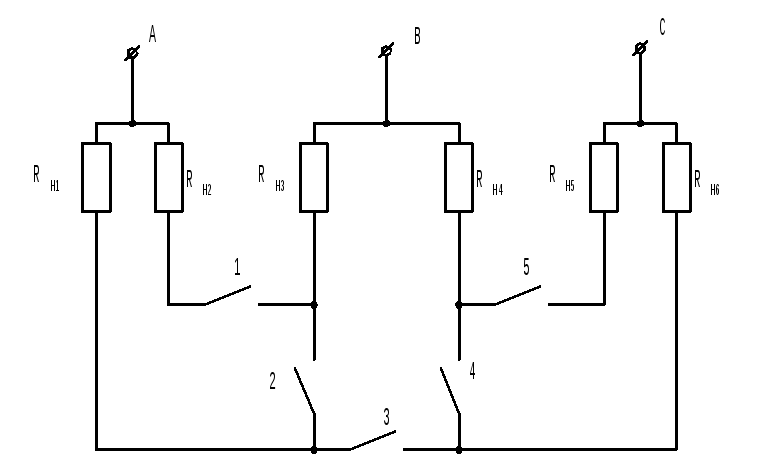 Рис.1.5. Схема пятиступенчатого регулирования мощности печи: 0% — все контакты разомкнуты; 25% — замкнут контакт 3; 50% — замкнуты контакты 3 и 2 (или 3 и 4); 75 % — замкнуты контакты 1,3,5; 100% — замкнуты контакты 1,2,3,4,5 Таблица 1.2.
Рис.1.5. Схема пятиступенчатого регулирования мощности печи: 0% — все контакты разомкнуты; 25% — замкнут контакт 3; 50% — замкнуты контакты 3 и 2 (или 3 и 4); 75 % — замкнуты контакты 1,3,5; 100% — замкнуты контакты 1,2,3,4,5 Таблица 1.2.
| Схема | Какие контакты замкнуты | Ступени регулирования, % | U, B | I, A | t, cек | n, об | Р, Вт | S, BA | сos | |
| Заданное значение | Расчетное значение | |||||||||
| Рис. 1.3б | 25 50 100 | |||||||||
| Рис.1.4. | 33 100 | |||||||||
| Рис.1.5. | 25 50 75 100 | |||||||||
Содержание отчета
Контрольные вопросы
 Рис. 1.6. Принципиальная электрическая схема стенда: SF – автомат ввода напряжения; А- амперметр; V – вольтметр; СА3 – счетчик активной энергии; Т – трансформатор 380/38 В; RH1 – группа сопротивлений для получения схем соединений по рис.1.4; RH2 – группа сопротивлений для получения схем соединений по рис.1.5; RH3 – группа сопротивлений для получения схем соединений по рис.1.3б Рекомендуемая литература
Рис. 1.6. Принципиальная электрическая схема стенда: SF – автомат ввода напряжения; А- амперметр; V – вольтметр; СА3 – счетчик активной энергии; Т – трансформатор 380/38 В; RH1 – группа сопротивлений для получения схем соединений по рис.1.4; RH2 – группа сопротивлений для получения схем соединений по рис.1.5; RH3 – группа сопротивлений для получения схем соединений по рис.1.3б Рекомендуемая литература
Лабораторная работа №2 РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ПЕЧЕЙ СОПРОТИВЛЕНИЯ Цель работы Ознакомиться с режимами работы печей сопротивления, с аппаратурой для измерения и регулирования температуры печей сопротивления, изучить электрические схемы управления печами сопротивления. Теоретические сведения Электрические печи сопротивления по способу превращения электрической энергии в тепловую делятся на печи косвенного и прямого нагрева, по назначению – на плавильные и термические, а по характеру работы и способу загрузки и выгрузки изделий – на печи периодического действия (садочные) и печи непрерывного действия (методические). В печах периодического действия, загруженные изделия (садка) во время пребывания в печи не меняют своего положения. В печах непрерывного действия, нагреваемые изделия перемещаются от загрузочного конца печи к разгрузочному. К электрическим печам сопротивления периодического действия относятся камерные шахтные, колпаковые печи с подъемным подом, электропечь – ванна. К электрическим печам сопротивления непрерывного действия относятся конвейерные, толкательные, карусельные печи, барабанные закалочные электропечи, протяжные электропечи, электропечи с шагающим подом. В большинстве случаев успешное проведение технологического процесса в печи сопротивления зависит от того, насколько точно будет выдержан температурный режим. Стабилизация температуры или изменение ее по требуемому закону осуществляется путем изменения подводимой к печи мощности. Изменение подводимой к печи мощности, а следовательно, сам процесс регулирования может быть ступенчатым или плавным. Требования к точности регулирования температуры весьма зависят от технологического процесса. В плавильных и нагревательных печах (для стали) допускается колебания температуры: ±25…50 град. При термообработке: ±10…15 град., а такие технологические процессы, как выращивание монокристаллов, процесс диффузии, вплавления, производство ферритов, отжиг стальной ленты, проволоки и др. требуют точности стабилизации температуры ±0,1…1 0 на уровне ±1000…1500 0 С . В тех случаях, когда требования к точности поддержания температуры сравнительно невелики и требуемая точность регулирования Δt = 10 0 град, могут быть использованы простейшие позиционные регуляторы с исполнительным элементом в виде контакторов. С помощью контакторов можно или отключить нагреватели от сети (двухпозиционное регулирование) или менять схему их включения (трех-, четырехпозиционное регулирование и т.д.), изменяя тем самым потребляемую мощность. На рис.2.1 изображена простейшая схема двухпозиционного регулирования температуры печи сопротивления с позиционным элементом в виде контактора. Включение и выключение нагревательных элементов производится терморегулятором в зависимости от заданной температуры и температуры печи. На рис.2.2 приведена зависимость температуры печи в функции времени при двухпозиционном регулировании. Рис. 2.1. Схема двухпозиционного регулирования температуры печей сопротивления: SF – выключатель; П – магнитный пускатель; HL – лампа сигнальная; Rд – сопротивление добавочное; RH – нагреватель печи; ТР – терморегулятор; Д – датчик температуры; ОР – объект регулирования Рис. 2.2. Изменение температуры печи в функции времени при двухпозиционном регулировании: tзад – заданная температура регулирования; t – ошибка регулирования; PH – номинальная мощность нагревателя печи; 1 – отключение нагревателя; 2 – включение нагревателя 
 Величина разности температуры печи зависит от чувствительности терморегулятора, тепловой энергии печи и чувствительного элемента. В первый момент включения печи контакты терморегулятора разомкнуты и идет процесс разогрева, характеризуемый подъёмом температуры по экспоненциальному закону. При достижении температуры tзад+t срабатывает терморегулятор и замыкает контакты (ТР), пускатель включается, а нагрузка отключается от питающей сети. Температура печи с этого момента начинает понижаться по экспоненциальному закону, и при достижении температуры tзад-t срабатывает регулятор температуры, размыкая свои контакты, включая печь на нагрев. В дальнейшем процесс повторяется. Функционально отдельные элементы схем можно заменить на другие: контактор, тиристорный регулятор, дилатометрический терморегулятор, термопару, усилитель и реле и т.д. но чтобы основное назначение – регулирование температуры печи выполнялось. Функциональная схема системы автоматического регулирования температуры может быть получена из основной схемы путем изменения параметров отдельных функциональных узлов или объединения нескольких функциональных узлов в один.
Величина разности температуры печи зависит от чувствительности терморегулятора, тепловой энергии печи и чувствительного элемента. В первый момент включения печи контакты терморегулятора разомкнуты и идет процесс разогрева, характеризуемый подъёмом температуры по экспоненциальному закону. При достижении температуры tзад+t срабатывает терморегулятор и замыкает контакты (ТР), пускатель включается, а нагрузка отключается от питающей сети. Температура печи с этого момента начинает понижаться по экспоненциальному закону, и при достижении температуры tзад-t срабатывает регулятор температуры, размыкая свои контакты, включая печь на нагрев. В дальнейшем процесс повторяется. Функционально отдельные элементы схем можно заменить на другие: контактор, тиристорный регулятор, дилатометрический терморегулятор, термопару, усилитель и реле и т.д. но чтобы основное назначение – регулирование температуры печи выполнялось. Функциональная схема системы автоматического регулирования температуры может быть получена из основной схемы путем изменения параметров отдельных функциональных узлов или объединения нескольких функциональных узлов в один. 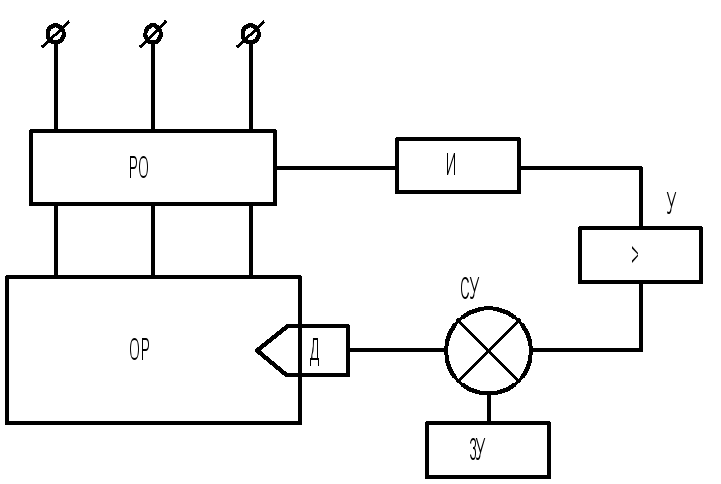 Рис. 2.3. Функциональная схема системы автоматического регулирования температуры печи сопротивления: ОР – объект регулирования; Д – датчик; СУ – сравнивающее устройство; ЗУ – задающее устройство; У – усилитель; И – исполнительный элемент; РО – регулирующий орган Функциональная схема системы автоматизированного регулирования температуры печи сопротивления представлена на рис.2.3. Объектом регулирования является печь. Сигналы с датчика и задающего устройства подаются на сравнивающее устройство, сигнал ошибки с которого поступает на усилитель, исполнительный орган и регулирующий орган, изменяя подводимую к печи мощность и следовательно, температуру, таким образом, что сигнал ошибки с выхода сравнивающего устройства уменьшается, стремясь к нулю. В момент достижения равновесия системы, сигнал ошибки на выходе сравнивающего устройства пренебрежительно мал и сигнал задающего устройства равен сигналу, поступающему с датчика, что соответствует достижению заданной температуры. Если по каким-то причинам (открыли дверцу печи, положили заготовку для термообработки) температура понизится (повысится), и с выхода сравнивающего устройства сигнал ошибки будет положительным (отрицательным), то отрабатывая этот сигнал, регулирующий орган будет увеличивать (уменьшать) подводимую к печи мощность до тех пор, пока температура на примет прежнего (заданного) значения. В качестве исполнительного органа используют обычно маломощные электродвигатели, осуществляющие перемещения или переключения регулирующего органа РО. В позиционных печах сопротивления регулирующим органом является обычно контактор, осуществляющий переключение в силовой цепи печи. У регуляторов непрерывного действия в качестве регулирующего органа используются дроссели насыщения, тиристоры, игнитроны и т.д. В качестве усилителя наибольшее распространение получили электронные, полупроводниковые и магнитные усилители. В качестве датчиков температуры используют дилатометрические термометры линейного расширения, манометрические термометры, термометры сопротивления, пирометры, а также различные термопары: п
Рис. 2.3. Функциональная схема системы автоматического регулирования температуры печи сопротивления: ОР – объект регулирования; Д – датчик; СУ – сравнивающее устройство; ЗУ – задающее устройство; У – усилитель; И – исполнительный элемент; РО – регулирующий орган Функциональная схема системы автоматизированного регулирования температуры печи сопротивления представлена на рис.2.3. Объектом регулирования является печь. Сигналы с датчика и задающего устройства подаются на сравнивающее устройство, сигнал ошибки с которого поступает на усилитель, исполнительный орган и регулирующий орган, изменяя подводимую к печи мощность и следовательно, температуру, таким образом, что сигнал ошибки с выхода сравнивающего устройства уменьшается, стремясь к нулю. В момент достижения равновесия системы, сигнал ошибки на выходе сравнивающего устройства пренебрежительно мал и сигнал задающего устройства равен сигналу, поступающему с датчика, что соответствует достижению заданной температуры. Если по каким-то причинам (открыли дверцу печи, положили заготовку для термообработки) температура понизится (повысится), и с выхода сравнивающего устройства сигнал ошибки будет положительным (отрицательным), то отрабатывая этот сигнал, регулирующий орган будет увеличивать (уменьшать) подводимую к печи мощность до тех пор, пока температура на примет прежнего (заданного) значения. В качестве исполнительного органа используют обычно маломощные электродвигатели, осуществляющие перемещения или переключения регулирующего органа РО. В позиционных печах сопротивления регулирующим органом является обычно контактор, осуществляющий переключение в силовой цепи печи. У регуляторов непрерывного действия в качестве регулирующего органа используются дроссели насыщения, тиристоры, игнитроны и т.д. В качестве усилителя наибольшее распространение получили электронные, полупроводниковые и магнитные усилители. В качестве датчиков температуры используют дилатометрические термометры линейного расширения, манометрические термометры, термометры сопротивления, пирометры, а также различные термопары: п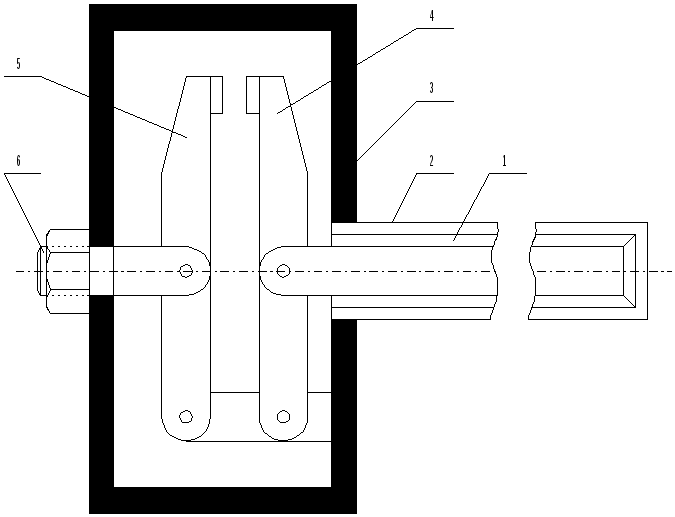 латинородиевую (ТПП), хромель-алюмелевую (ТХА), хромель-копелевую (ТХК). Рис.2.4. Дилатометрический регулятор температуры: 1 – чувствительный стержень из жароупорной стали; 2 – кварцевая трубка; 3 – корпус; 4 – подвижный контакт; 5 – неподвижный контакт; 6 – регулировочный винт Дилатометрический терморегулятор применяется для регулирования температуры в лабораторных электропечах до 1300 0 К. Принцип действия такого терморегулятора основан на линейном расширении тел при нагревании. Внутри кварцевой трубки 2 (рис.2.4) помещен чувствительный стержень из жароупорной стали. Один конец трубки 2 прикреплен к корпусу 3, а второй – к концу стрежня 1, шарнирно соединенного с рычагом 4, кварцевая трубка 2 обладает ничтожно малым температурным коэффициентом, а стержень 1, наоборот, большим поэтому при нагреве его до заданной температуры, контакты рычагов 4 и 5 замыкаются и через промежуточное реле выключают нагреватель электропечи. Дилатометрический терморегулятор может только поддерживать заданную температуру, но не измерять ее. Установка температуры отключения производится винтом 6 , который перемещает в пространстве неподвижный контакт 5 по отношению к подвижному контакту 4. Функционально дилатометрический регулятор выполняет функцию датчика, задающего и сравнивающего устройства. Датчиком температуры является стальной стрежень 1, осуществляющий пропорциональное преобразование температуры в расстояние между плоскостью подвижного контакта и плоскостью места приварки стального стрежня к кварцевой трубке. Задающим устройством является кварцевая трубка совместно с корпусом и неподвижным контактом, при этом сигналом, поступающим для сравнения, является расстояние между плоскостью неподвижного контакта и плоскостью места приварки стального стержня и кварцевой трубке. Роль сравнивающего устройства выполняют подвижный и неподвижный контакты, находящиеся в разомкнутом положении, если температура ниже заданной, и замыкающиеся при ее повышении до заданного значения и выше. Кроме дилатометрического регулятора температуры в данной схеме может использоваться ртутный контактный термометр. Конструктивно он состоит из обыкновенного ртутного термометра и впаянных в него (в капилляр) металлических проволочек. При повышении температуры до некоторого предела ртутный столбик термометра замыкает контактные проволочки, на что схема управления производит отключение нагревателей печи. При снижении температуры контакт нарушается, что сопровождается подключением нагревателей к сети. В дальнейшем процесс повторяется. К достоинству данного метода следует отнести более высокую точность регулирования 0,1…1°, возможность измерять температуру, к недостаткам – малую мощность контактов и трудность изменения температуры регулирования. Программа работы
латинородиевую (ТПП), хромель-алюмелевую (ТХА), хромель-копелевую (ТХК). Рис.2.4. Дилатометрический регулятор температуры: 1 – чувствительный стержень из жароупорной стали; 2 – кварцевая трубка; 3 – корпус; 4 – подвижный контакт; 5 – неподвижный контакт; 6 – регулировочный винт Дилатометрический терморегулятор применяется для регулирования температуры в лабораторных электропечах до 1300 0 К. Принцип действия такого терморегулятора основан на линейном расширении тел при нагревании. Внутри кварцевой трубки 2 (рис.2.4) помещен чувствительный стержень из жароупорной стали. Один конец трубки 2 прикреплен к корпусу 3, а второй – к концу стрежня 1, шарнирно соединенного с рычагом 4, кварцевая трубка 2 обладает ничтожно малым температурным коэффициентом, а стержень 1, наоборот, большим поэтому при нагреве его до заданной температуры, контакты рычагов 4 и 5 замыкаются и через промежуточное реле выключают нагреватель электропечи. Дилатометрический терморегулятор может только поддерживать заданную температуру, но не измерять ее. Установка температуры отключения производится винтом 6 , который перемещает в пространстве неподвижный контакт 5 по отношению к подвижному контакту 4. Функционально дилатометрический регулятор выполняет функцию датчика, задающего и сравнивающего устройства. Датчиком температуры является стальной стрежень 1, осуществляющий пропорциональное преобразование температуры в расстояние между плоскостью подвижного контакта и плоскостью места приварки стального стрежня к кварцевой трубке. Задающим устройством является кварцевая трубка совместно с корпусом и неподвижным контактом, при этом сигналом, поступающим для сравнения, является расстояние между плоскостью неподвижного контакта и плоскостью места приварки стального стержня и кварцевой трубке. Роль сравнивающего устройства выполняют подвижный и неподвижный контакты, находящиеся в разомкнутом положении, если температура ниже заданной, и замыкающиеся при ее повышении до заданного значения и выше. Кроме дилатометрического регулятора температуры в данной схеме может использоваться ртутный контактный термометр. Конструктивно он состоит из обыкновенного ртутного термометра и впаянных в него (в капилляр) металлических проволочек. При повышении температуры до некоторого предела ртутный столбик термометра замыкает контактные проволочки, на что схема управления производит отключение нагревателей печи. При снижении температуры контакт нарушается, что сопровождается подключением нагревателей к сети. В дальнейшем процесс повторяется. К достоинству данного метода следует отнести более высокую точность регулирования 0,1…1°, возможность измерять температуру, к недостаткам – малую мощность контактов и трудность изменения температуры регулирования. Программа работы
а) точность регулирования температуры ±t; б) установленную температуру tзад; в) время разогрева печи до заданной температуры зад; г) предельную рабочую температуру печи tпр; д) время разогрева печи до t=100 0 C (рис.3.), 100..
Содержание отчета
Контрольные вопросы
Рекомендуемая литература
Лабораторная работа №3 ИССЛЕДОВАНИЕ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА Цель работы Изучить сварочные агрегаты постоянного тока, конструкцию и свойства сварочного ГСО-300М, исследовать работу сварочного генератора в режимах холостого хода и нагрузки. Теоретические сведения Сварочные машины постоянного тока изготавливают в виде агрегатов, состоящих из сварочного генератора и двигателя (асинхронного или внутреннего сгорания). Сварочные генераторы – это специальные машины постоянного тока. По форме внешних характеристик генераторы бывают с падающими, жесткими или пологопадающими характеристиками. Выпускаются универсальные генераторы, позволяющие получить как жесткие, так и падающие характеристики. В зависимости от назначения сварочные генераторы постоянного тока подразделяются на многопостовые и однопостовые. В многопостовых генераторах обычно применяется компаудное возбуждение, обеспечивающее жесткую внешнюю характеристику. Подключение отдельного сварочного поста к многопостовому генератору осуществляется через балластный реостат, на котором гасится излишек напряжения (рис.3.1). Применение балластных реостатов в установках многопостовой сварки является вынужденным, этим обеспечивается независимое устойчивое горение дуги каждого поста. Достоинствами многопостовых генераторов являются: снижение стоимости оборудования, снижение эксплуатационных расходов на единицу полезной мощности, экономия производственных площадей, повышенная надежность в эксплуатации. Недостатки многопостовой сварки: потери электроэнергии в балластных реостатах, малая маневренность оборудования. О Рис.3.1. Принципиальная схема многопостового генератора: ШО – шунтовая обмотка; СО – сериесная обмотка; ДП – обмотка дополнительных полюсов; RВ — регулятор напряжения; RБ – балластный реостат Рис.3.2. Принципиальные схемы однопостовых генераторов: а) с самовозбуждением; б) с независимым возбуждением а) б) 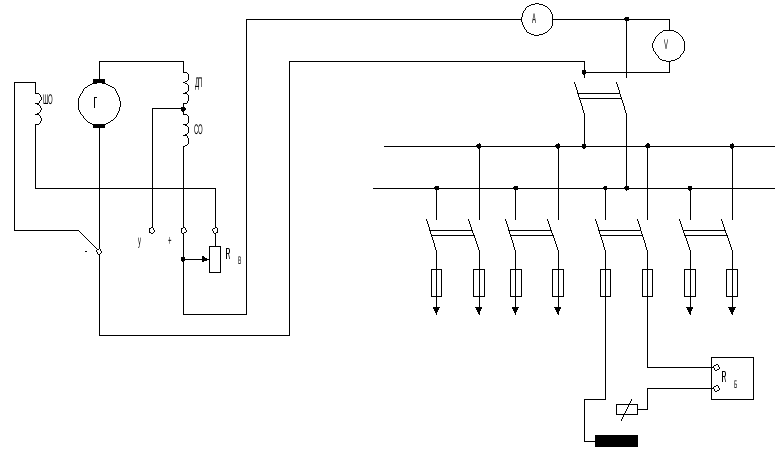
 днопостовые сварочные генераторы для обеспечения устойчивости горения сварочной дуги должны иметь крутопадающую характеристику, которая получается за счет размагничивающего действия последовательной обмотки возбуждения. Однопостовые генераторы выпускаются по следующим схема:
днопостовые сварочные генераторы для обеспечения устойчивости горения сварочной дуги должны иметь крутопадающую характеристику, которая получается за счет размагничивающего действия последовательной обмотки возбуждения. Однопостовые генераторы выпускаются по следующим схема:
В генераторах с жесткой внешней характеристикой последовательная обмотка при замыкании сварочной цепи не размагничивает, а подмагничивает генератор.  Универсальные сварочные генераторы выполняются по схеме (рис.3.3), позволяющей переключением обмоток получать падающую или жесткую характеристику. Простейшим сварочным генератором является генератор с размагничивающей обмоткой якоря (рис.3.2). Рис.3.3. Принципиальная схема универсального сварочного генератора Магнитные потоки обмотки независимого возбуждения НО и размагничивающей обмотки РО направлены встречно при холостом ходе: ФРО=0 иU0=СФНО, При нагрузке напряжения на дуге:
Универсальные сварочные генераторы выполняются по схеме (рис.3.3), позволяющей переключением обмоток получать падающую или жесткую характеристику. Простейшим сварочным генератором является генератор с размагничивающей обмоткой якоря (рис.3.2). Рис.3.3. Принципиальная схема универсального сварочного генератора Магнитные потоки обмотки независимого возбуждения НО и размагничивающей обмотки РО направлены встречно при холостом ходе: ФРО=0 иU0=СФНО, При нагрузке напряжения на дуге:  Магнитный поток ФРО, пропорциональный току нагрузки, увеличивается с повышением нагрузки, а суммарный поток генератора уменьшается, вследствие чего его внешняя характеристика получает требуемый от сварочного генератора падающий вид. Напряжение холостого хода плавно регулируют реостатом в цепи возбуждения, а регулирование тока короткого замыкания и соответственно рабочего сварочного тока осуществляется изменением числа витков размагничивающей обмотки (рис.3.4).
Магнитный поток ФРО, пропорциональный току нагрузки, увеличивается с повышением нагрузки, а суммарный поток генератора уменьшается, вследствие чего его внешняя характеристика получает требуемый от сварочного генератора падающий вид. Напряжение холостого хода плавно регулируют реостатом в цепи возбуждения, а регулирование тока короткого замыкания и соответственно рабочего сварочного тока осуществляется изменением числа витков размагничивающей обмотки (рис.3.4).  Рис.3.4. Внешние характеристики генератора с размагничивающей обмоткой: а) при различных токах обмотки возбуждения; б) при различных числах витков размагничивающей обмотки а) б) Описание схемы установки Принципиальная схема экспериментальной установки для исследования сварочного генератора постоянного тока представлена на рис.5. В качестве сварочного генератора постоянного тока используется генератор типа ГСО-300М. Схема внутренних соединений сварочного генератора представлена на рис.3.6. Номинальные данные генератора:
Рис.3.4. Внешние характеристики генератора с размагничивающей обмоткой: а) при различных токах обмотки возбуждения; б) при различных числах витков размагничивающей обмотки а) б) Описание схемы установки Принципиальная схема экспериментальной установки для исследования сварочного генератора постоянного тока представлена на рис.5. В качестве сварочного генератора постоянного тока используется генератор типа ГСО-300М. Схема внутренних соединений сварочного генератора представлена на рис.3.6. Номинальные данные генератора:
Магнитная система генератора имеет четыре основных и два добавочных полюса. Добавочные полюса служат для улучшения работы коллектора и токосъемных щеток. На двух основных геометрически противоположных одноименных полюсах (N) располагается намагничивающая обмотка, на двух других (S) – последовательная размагничивающая обмотка (рис.3.6). На добавочных полюсах находятся обмотки добавочных полюсов. Питание намагничивающей обмотки возбуждения осуществляется от основной и дополнительной щеток генератора. Генератор рассчитан так, что напряжение между дополнительной и основной минусовой щетками, от которых питается обмотка возбуждения, с изменением сварочного тока изменяется незначительно, при этом и намагничивающий ток в параллельной обмотке возбуждения также изменяется в небольших пределах. Для безискровой работы дополнительной щетки под серединой полюсной дуги главных полюсов сделаны вырезы. Благодаря наличию последовательной размагничивающей обмотки внешняя характеристика генератора падающая. Крутизна наклона внешней характеристики регулируется изменением числа витков последовательной обмотки и включением последовательно с другой балластных сопротивлений. Внешние характеристики генератора ГСО-300М показаны на рис.3.7. 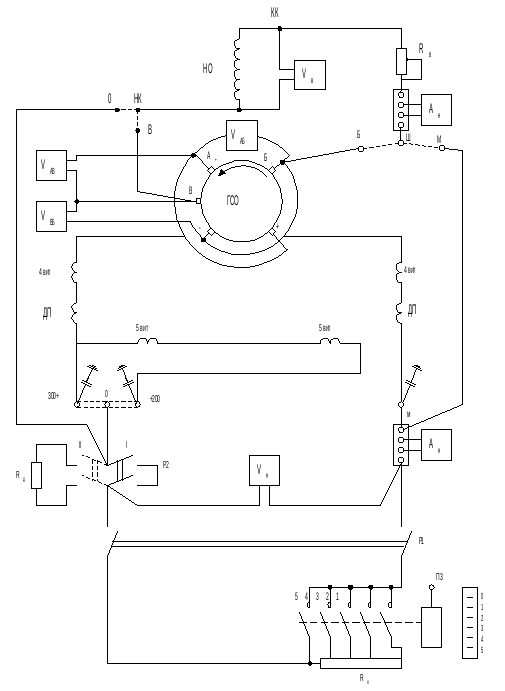 Рис.3.5. Принципиальная схема экспериментальной установки для исследования сварочного генератора Рис.3.6. Принципиальная электрическая схема сварочного генератора ГСО-300М: N – полюса; Н – начало катушки; К – конец катушки
Рис.3.5. Принципиальная схема экспериментальной установки для исследования сварочного генератора Рис.3.6. Принципиальная электрическая схема сварочного генератора ГСО-300М: N – полюса; Н – начало катушки; К – конец катушки 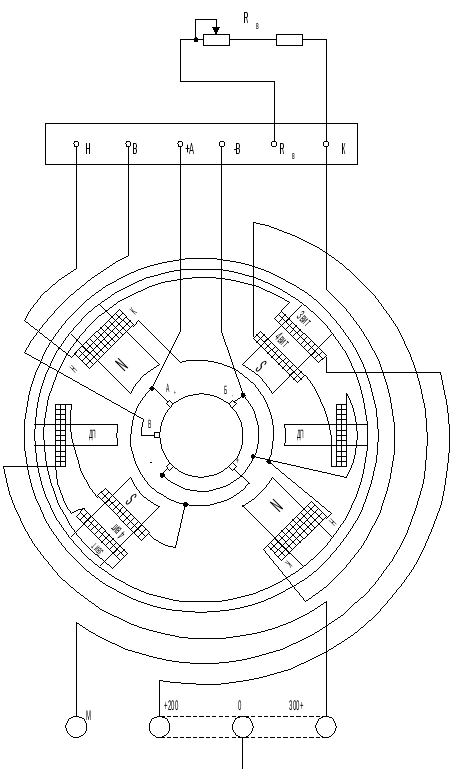 Рис.3.7. Внешние характеристики сварочного генератора ГСО-300М для диапазона токов: 1,1’ – 300 A; 2,2’ – 200 A; 3,3’ – 100 A
Рис.3.7. Внешние характеристики сварочного генератора ГСО-300М для диапазона токов: 1,1’ – 300 A; 2,2’ – 200 A; 3,3’ – 100 A  Сварочный генератор ГСО-300М имеет два диапазона регулирования сварочного тока: «малые токи», когда включается полное число витков последовательной размагничивающей обмотки, и «большие токи», когда включается лишь часть витков размагничивающей обмотки. Генератор имеет три выводных зажима: «общий», «+200» и «+300». Присоединением кабеля с помощью перемычки, с одного зажима на другой изменяется диапазон регулирования сварочного тока. Плавное регулирование в пределах диапазона производят реостатом Rв. Аппаратура управления и контрольно-измерительные приборы находятся на специальном лабораторном стенде, установленном рядом со сварочным генератором. Экспериментальное исследование сварочного генератора
Сварочный генератор ГСО-300М имеет два диапазона регулирования сварочного тока: «малые токи», когда включается полное число витков последовательной размагничивающей обмотки, и «большие токи», когда включается лишь часть витков размагничивающей обмотки. Генератор имеет три выводных зажима: «общий», «+200» и «+300». Присоединением кабеля с помощью перемычки, с одного зажима на другой изменяется диапазон регулирования сварочного тока. Плавное регулирование в пределах диапазона производят реостатом Rв. Аппаратура управления и контрольно-измерительные приборы находятся на специальном лабораторном стенде, установленном рядом со сварочным генератором. Экспериментальное исследование сварочного генератора
Изменяя ток возбуждения от 0 до максимального значения и обратно (при помощи регулировочного сопротивления RВ) , замеряют напряжение между главными и дополнительными щетками. Данные опыта заносятся в табл.3.1 и на основе их строятся графики: UB,UАБ,UAB,UВБ=f(IВ). 2. Снять внешнюю характеристику сварочного генератора. Для снятия внешней характеристики перемычками замыкаются клеммы: «Ш»-«Б», «В»-«НК» (рис.3.5 и 3.6). При этом размагничивающие обмотки главных полюсов и обмотки добавочных полюсов (ДП) включаются последовательно друг с другом между плюсовым (А) и минусовым (Б) зажимами генератора. Таблица 3.1. Характеристики холостого хода генератора
| № п.п. | Iв, А | Uв, В | UАБ, В | UВБ, В | UАВ, В | I~, А | W~ | |
| дел | Вт | |||||||
| 1. 2. 3. 4. 5. | Восходящая ветвь Х.Х. | |||||||
| 1. 2. 3. 4. 5. | Нисходящая ветвь Х.Х. | |||||||
| № п.п. | IВ,А | UВ,В | IН,А | UН,В | UАБ,В | UБВ,В | UАВ,В | I~,А | W~ | S |  |
Примечания | |
| дел | Вт | ||||||||||||
| 0 | «малые токи» (до 200 А) | ||||||||||||
| 1 | |||||||||||||
| 2 | |||||||||||||
| 3 | |||||||||||||
| 4 | |||||||||||||
| 5 | |||||||||||||
| 0 | «большие токи» (до 300 А) | ||||||||||||
| 1 | |||||||||||||
| 2 | |||||||||||||
| 3 | |||||||||||||
| 4 | |||||||||||||
| 5 | |||||||||||||
| 0 | «малые токи» с балластным сопротивлением балластным сопротивлением |
||||||||||||
| 1 | |||||||||||||
| 2 | |||||||||||||
| 3 | |||||||||||||
| 4 | |||||||||||||
5  |
|||||||||||||
 Рис.3.8. Принципиальная монтажная схема лабораторной установки
Рис.3.8. Принципиальная монтажная схема лабораторной установки 
 Рекомендуемая литература.
Рекомендуемая литература.
Лабораторная работа №4 ИЗУЧЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА Цель работы Изучить конструкции и свойства сварочных трансформаторов для дуговой сварки, принципиальную схему и работу сварочного трансформатора типа ТД-101, исследовать режимы работы сварочного трансформатора ТД-101 под нагрузкой. Теоретические сведения Среди различных видов электрической сварки плавлением дуговая сварка имеет наибольшее распространение. Электрическая дуга является высокотемпературным источником теплоты, что весьма существенно для достижения высокой производительности процесса сварки металлов плавлением. Источниками при дуговой сварке на переменном токе являются специальные сварочные трансформаторы, подключаемые к сети переменного тока напряжением 220 или 380 В. Для обычной ручной дуговой сварки, а также для полуавтоматической и автоматической дуговой сварки под слоем флюса однопостовые сварочные трансформаторы должны иметь крутопадающую характеристику. Это обеспечивается двумя группами сварочных трансформаторов с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением (дросселем) и с искусственно увеличенным магнитным рассеянием. а) б) 
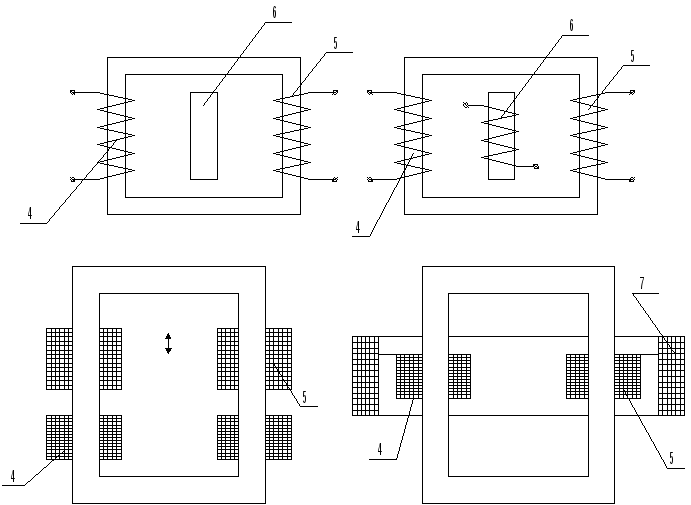 Трансформаторы первой группы бывают с нормальным рассеянием и отдельным дросселем (двухкорпусное исполнение, рис.4.1а) и с нормальным рассеянием и дросселем, встроенным в общий магнитопровод трансформатора (однокорпусное исполнение, рис.4.1б). Рис.4.1. Принципиальные схемы сварочных трансформаторов для дуговой сварки: а) с отдельным дросселем; б) в комбинации с дросселем; в) с магнитным шунтом; г) с подмагничиванием шунта; д) с подвижными обмотками; е) с ярмовым рассеянием в) г) д) е) Сварочные трансформаторы с отдельными дросселями в настоящее время отечественной электропромышленностью не выпускаются, однако в эксплуатации еще имеется значительное количество таких трансформаторов четырех типоразмеров: СТЭ-22, СТЭ-23, СТЭ-32 и СТЭ-34 на максимальные сварочные токи 250, 300, 450 и 500 А с первичным напряжением 220 или 380 В. На рис.4.1а показана схема сварочного трансформатора с отдельным дросселем. Между вторичной обмоткой трансформатора 1 и дросселем 2 имеется электрическая связь. Регулирование сварочного тока осуществляется за счет изменения воздушного зазора 3 в магнитопроводе дросселя, причем максимальный сварочный ток достигается при наибольшем воздушном зазоре. У сварочных трансформаторов с нормальным рассеянием в однокорпусном исполнении (рис.4.1б) на общем магнитопроводе размещается помимо обычной вторичной обмотки 5, реактивная катушка 5а, включаемая последовательно со вторичной обмоткой. Таким образом, наряду с электрической связью здесь существует и магнитная связь. Регулирование сварочного тока в таких трансформаторах осуществляется изменением воздушного зазора верхнего стержня магнитопровода. Для получения больших сварочных токов воздушный зазор необходимо увеличивать. В настоящее время наибольшее распространение получили трансформаторы с нормальным рассеянием в однокорпусном исполнении типов СТН-450 и СТН-700 на сварочные токи 500 и 700 А с первичным напряжением 220 и 380 В. При настройке на большие токи эти трансформаторы имеют пониженное напряжение холостого хода, при настройке на малые токи напряжение холостого хода повышается. Трансформаторы этого типа экономичнее и удобнее в эксплуатации. Трансформаторы второй группы всегда имеют однокорпусное исполнение. Необходимые внешние характеристики создаются изменением индуктивного сопротивления обмоток трансформатора:
Трансформаторы первой группы бывают с нормальным рассеянием и отдельным дросселем (двухкорпусное исполнение, рис.4.1а) и с нормальным рассеянием и дросселем, встроенным в общий магнитопровод трансформатора (однокорпусное исполнение, рис.4.1б). Рис.4.1. Принципиальные схемы сварочных трансформаторов для дуговой сварки: а) с отдельным дросселем; б) в комбинации с дросселем; в) с магнитным шунтом; г) с подмагничиванием шунта; д) с подвижными обмотками; е) с ярмовым рассеянием в) г) д) е) Сварочные трансформаторы с отдельными дросселями в настоящее время отечественной электропромышленностью не выпускаются, однако в эксплуатации еще имеется значительное количество таких трансформаторов четырех типоразмеров: СТЭ-22, СТЭ-23, СТЭ-32 и СТЭ-34 на максимальные сварочные токи 250, 300, 450 и 500 А с первичным напряжением 220 или 380 В. На рис.4.1а показана схема сварочного трансформатора с отдельным дросселем. Между вторичной обмоткой трансформатора 1 и дросселем 2 имеется электрическая связь. Регулирование сварочного тока осуществляется за счет изменения воздушного зазора 3 в магнитопроводе дросселя, причем максимальный сварочный ток достигается при наибольшем воздушном зазоре. У сварочных трансформаторов с нормальным рассеянием в однокорпусном исполнении (рис.4.1б) на общем магнитопроводе размещается помимо обычной вторичной обмотки 5, реактивная катушка 5а, включаемая последовательно со вторичной обмоткой. Таким образом, наряду с электрической связью здесь существует и магнитная связь. Регулирование сварочного тока в таких трансформаторах осуществляется изменением воздушного зазора верхнего стержня магнитопровода. Для получения больших сварочных токов воздушный зазор необходимо увеличивать. В настоящее время наибольшее распространение получили трансформаторы с нормальным рассеянием в однокорпусном исполнении типов СТН-450 и СТН-700 на сварочные токи 500 и 700 А с первичным напряжением 220 и 380 В. При настройке на большие токи эти трансформаторы имеют пониженное напряжение холостого хода, при настройке на малые токи напряжение холостого хода повышается. Трансформаторы этого типа экономичнее и удобнее в эксплуатации. Трансформаторы второй группы всегда имеют однокорпусное исполнение. Необходимые внешние характеристики создаются изменением индуктивного сопротивления обмоток трансформатора:
Часто трансформатор снабжается дополнительной обмоткой с основными обмотками, не взаимодействующей с ними на холостом ходу. Сварочный трансформатор так же, как сварочная машина постоянного тока, должен иметь достаточное для зажигания дуги напряжение холостого хода. В простейшем случае для этой цели можно было бы использовать автотрансформатор, который может дать хорошие технико-экономические показатели. Однако автотрансформаторы неприемлемы с точки зрения безопасности сварщика, так как последний может попасть под полной напряжение сети. Поэтому сварочные трансформаторы выполняются только с разделенными первичной и вторичной обмотками. Сварочные трансформаторы должны удовлетворять следующим требованиям:
Различные типы внешних характеристик сварочных трансформаторов приведены на рис.4.2. Характеристика типа «а» пригодная для сварки на «малых» токах, характеристика типа «в» — «на больших» токах, характеристика типа «б» — промежуточная.  Рис.4.2. Внешние характеристики сварочных трансформаторов Описание лабораторной установки. Принципиальная схема экспериментальной установки для исследования сварочного трансформатора представлена на рис.4.3. В качестве сварочного трансформатора используется трансформатор типа ТД-101.
Рис.4.2. Внешние характеристики сварочных трансформаторов Описание лабораторной установки. Принципиальная схема экспериментальной установки для исследования сварочного трансформатора представлена на рис.4.3. В качестве сварочного трансформатора используется трансформатор типа ТД-101.  Рис.4.3. Принципиальная схема экспериментальной установки Номинальные данные сварочного трансформатора ТД-101: Номинальный ток первичной обмотки 15 А Номинальный ток вторичной обмотки 50 А Номинальная мощность 1,85 кВт Напряжение питающей сети 220 В Напряжение, снимаемое со сварочной обмотки 60В. Сварочный трансформатор представляет собой двухстержневой понижающий трансформатор, первичная обмотка W1 которого питается от сети 220В (рис.4.3). На стержне с первичной обмоткой W1 находятся катушка основной рабочей вторичной обмотки W2 c выводами 1Л1 , 2Л1 , 3Л1 на переключателе П1. На втором стержне магнитопровода расположена реактивная катушка W3 с двумя дополнительными отпайками и с выводами 1Л1, 1Л2, 2Л2, 3Л2 на переключатель П1. Реактивная катушка W3 включается последовательно в цепь рабочей катушки W2 и позволяет создавать три ступени значений вторичного сварочного тока 30,40,50 А. Переключение ступеней производится с помощью переключателя П1. Наличие реактивной катушки W 3 позволяет иметь на выходе трансформатора крутопадающую характеристику. Для снятия семейства кривых внешних характеристик сварочного трансформатора используется нагрузочное сопротивление RН , величина которого может изменяться с помощью переключателя П2 от величины RН=RЭ (переключатель П2 в положении «5») до RН=0 (переключатель П2 в положении «0»). В цепь нагрузки трансформатора включены два амперметра с пределами измерения 0-50 А и 0-100А. При токе нагрузки более 50 А амперметр с пределами 0-50 А должен быть зашунтован. Экспериментальные исследования сварочного трансформатора. На рис.4.4 представлена монтажная схема экспериментальной сварочной установки. Опыт по снятию внешних характеристик сварочного аппарата ТД-101 производится на трех ступенях переключения сварочного тока (30,40,50 А). На каждой ступени ток нагрузки меняется от 0 до тока короткого замыкания с помощью переключателя П2 путем поочередной установки рукоятки положения: 0,1,2,3,4,5. При каждом положении рукоятки переключателя П2 производится запись показаний приборов в табл.4.1. По данным табл.4.1 строятся внешние характеристики сварочного аппарата: U2=f(I1); cos= f(I1).
Рис.4.3. Принципиальная схема экспериментальной установки Номинальные данные сварочного трансформатора ТД-101: Номинальный ток первичной обмотки 15 А Номинальный ток вторичной обмотки 50 А Номинальная мощность 1,85 кВт Напряжение питающей сети 220 В Напряжение, снимаемое со сварочной обмотки 60В. Сварочный трансформатор представляет собой двухстержневой понижающий трансформатор, первичная обмотка W1 которого питается от сети 220В (рис.4.3). На стержне с первичной обмоткой W1 находятся катушка основной рабочей вторичной обмотки W2 c выводами 1Л1 , 2Л1 , 3Л1 на переключателе П1. На втором стержне магнитопровода расположена реактивная катушка W3 с двумя дополнительными отпайками и с выводами 1Л1, 1Л2, 2Л2, 3Л2 на переключатель П1. Реактивная катушка W3 включается последовательно в цепь рабочей катушки W2 и позволяет создавать три ступени значений вторичного сварочного тока 30,40,50 А. Переключение ступеней производится с помощью переключателя П1. Наличие реактивной катушки W 3 позволяет иметь на выходе трансформатора крутопадающую характеристику. Для снятия семейства кривых внешних характеристик сварочного трансформатора используется нагрузочное сопротивление RН , величина которого может изменяться с помощью переключателя П2 от величины RН=RЭ (переключатель П2 в положении «5») до RН=0 (переключатель П2 в положении «0»). В цепь нагрузки трансформатора включены два амперметра с пределами измерения 0-50 А и 0-100А. При токе нагрузки более 50 А амперметр с пределами 0-50 А должен быть зашунтован. Экспериментальные исследования сварочного трансформатора. На рис.4.4 представлена монтажная схема экспериментальной сварочной установки. Опыт по снятию внешних характеристик сварочного аппарата ТД-101 производится на трех ступенях переключения сварочного тока (30,40,50 А). На каждой ступени ток нагрузки меняется от 0 до тока короткого замыкания с помощью переключателя П2 путем поочередной установки рукоятки положения: 0,1,2,3,4,5. При каждом положении рукоятки переключателя П2 производится запись показаний приборов в табл.4.1. По данным табл.4.1 строятся внешние характеристики сварочного аппарата: U2=f(I1); cos= f(I1).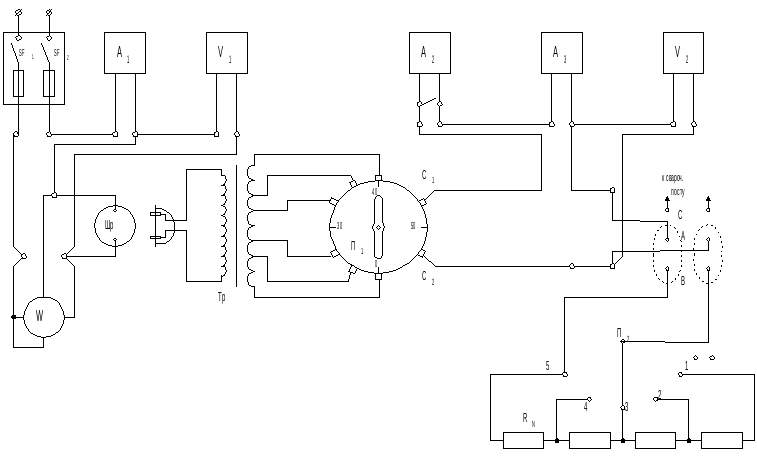 Рис.4.4. Монтажная схема лабораторной сварочной установки
Рис.4.4. Монтажная схема лабораторной сварочной установки
| Положение переключателей | I1, А | U1,А | W1, Вт | I2, А | U2, В | cos | |
| П1 | П2 | ||||||
| 30 | 0 1 2 3 4 5 | ||||||
| 40 | 0 1 2 3 4 5 | ||||||
| 50 | 0 1 2 3 4 5 | ||||||
Таблица 4.1. Внешние характеристики сварочного трансформатора Программа работы
U2=f(I1), и коэффициента мощности установки от тока нагрузки: сos=f(U1) Все внешние характеристики (для 3-х положений переключателя П1) строятся на одном графике. Содержание отчета.
Контрольные вопросы
Рекомендуемая литература
Лабораторная работа №5 УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА Целью работы является изучение индукционного нагрева, конструкции и принципа действия индукционной установки. Краткие теоретические сведения Электротермические устройства, нагревающие электропроводящие материалы путем наведения в них индуктированных токов, называются индукционными нагревателями. Простейшим видом устройств для индукционного нагрева, к которому могут быть с дополнительными поправками сведены все другие устройства, является водоохлаждаемый медный индуктор с расположенным в нем нагреваемым телом. Этому виду устройств для индукционного нагрева может соответствовать простейшая схема замещения (рис.5.1). Параметры, отмеченные индексом “М”, относятся к нагреваемому материалу, индексом “И” – к индуктору, индексом “П” означают их полную величину.  Рис. 5.1. Схема замещения устройства индукционного нагрева Определив аналитически или экспериментально параметры схемы, легко вычислить и основные энергетические характеристики устройств для их индукционного нагрева:
Рис. 5.1. Схема замещения устройства индукционного нагрева Определив аналитически или экспериментально параметры схемы, легко вычислить и основные энергетические характеристики устройств для их индукционного нагрева: 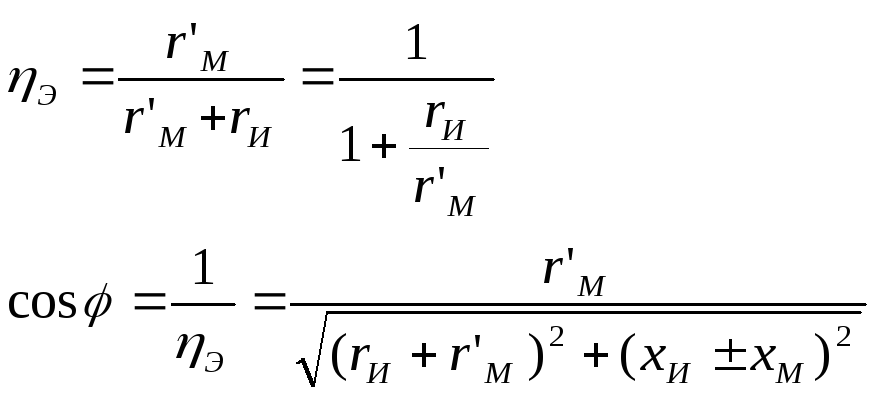 ; , где Э – электрический К.П.Д. Электрические параметры и энергетические характеристики устройств для индукционного нагрева в соответствии с рис.5.1 можно найти, если ввести следующие обозначения: hM – высота токопроводящего слоя нагреваемого материала, hИ – высота токопроводящего слоя индуктора, как правило, на 10-20% больше высоты; M , И – удельное сопротивление нагреваемого материала индуктора, а , о – абсолютное и относительное значения магнитной проницаемости нагреваемого материала индуктора, f – угловая частота тока, – поправочный множитель к коэффициенту приведения параметра нагреваемого материала к индуктору, П`M, П`И – обращенные друг к другу периметры нагреваемого материала и индуктора. Т
; , где Э – электрический К.П.Д. Электрические параметры и энергетические характеристики устройств для индукционного нагрева в соответствии с рис.5.1 можно найти, если ввести следующие обозначения: hM – высота токопроводящего слоя нагреваемого материала, hИ – высота токопроводящего слоя индуктора, как правило, на 10-20% больше высоты; M , И – удельное сопротивление нагреваемого материала индуктора, а , о – абсолютное и относительное значения магнитной проницаемости нагреваемого материала индуктора, f – угловая частота тока, – поправочный множитель к коэффициенту приведения параметра нагреваемого материала к индуктору, П`M, П`И – обращенные друг к другу периметры нагреваемого материала и индуктора. Т огда ; ; ; , где S`M – площадь, занимаемая нагреваемым материалом, SИ – площадь, охватываемая индуктором, kM, kИ – коэффициенты Ногаока. Конечным итогом определения электрических параметров и энергетических характеристик устройств является расчет числа витков индуктора. С этой целью нужно воспользоваться выражением мощности, потребляемой нагреваемым материалом: ,
огда ; ; ; , где S`M – площадь, занимаемая нагреваемым материалом, SИ – площадь, охватываемая индуктором, kM, kИ – коэффициенты Ногаока. Конечным итогом определения электрических параметров и энергетических характеристик устройств является расчет числа витков индуктора. С этой целью нужно воспользоваться выражением мощности, потребляемой нагреваемым материалом: ,  а затем соотношением между подводимым к индуктору напряжением, током и полным сопротивлением системы индуктор-материал
а затем соотношением между подводимым к индуктору напряжением, током и полным сопротивлением системы индуктор-материал  . Необходимое число витков в этом случае:
. Необходимое число витков в этом случае:  .
.  При этом соответствует полному сопротивлению системы индуктор – нагреваемый материал при условии, что индуктор изготовлен только из одного витка. Ток, протекая по индуктору, создает переменное магнитное поле высокой частоты, индуцирующее вихревые токи непосредственно в самой детали. Вихревые токи, протекая по детали, выделяют тепло. Индуктор с деталью, по существу, представляет собой воздушный трансформатор, у которого первичной обмоткой является провод индуктора, а вторичной – деталь.
При этом соответствует полному сопротивлению системы индуктор – нагреваемый материал при условии, что индуктор изготовлен только из одного витка. Ток, протекая по индуктору, создает переменное магнитное поле высокой частоты, индуцирующее вихревые токи непосредственно в самой детали. Вихревые токи, протекая по детали, выделяют тепло. Индуктор с деталью, по существу, представляет собой воздушный трансформатор, у которого первичной обмоткой является провод индуктора, а вторичной – деталь. 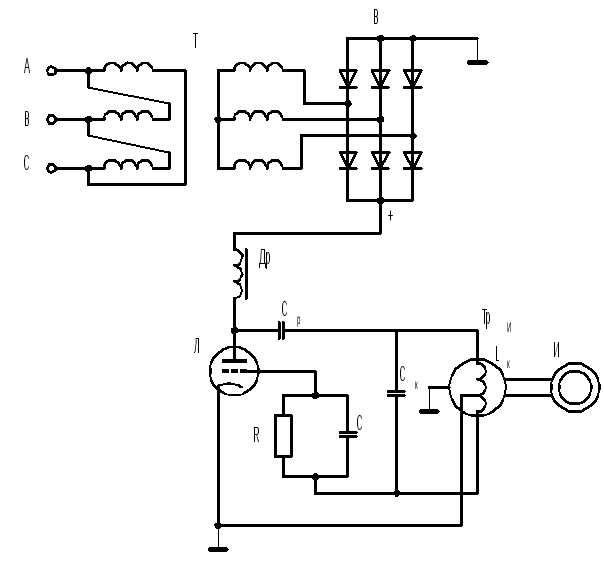 Рис.5.2. Принципиальная электрическая схема одноконтурного лампового генератора На принципиальной схеме одноконтурного лампового генератора (рис.5.2) приведены основные элементы установки: трехфазный повышающий анодный трансформатор “Т”, выпрямитель “B” для преобразования переменного тока в постоянный; генераторный блок с трехэлектродной лампой Л, преобразующей энергию постоянного тока в энергию высокочастотных колебаний; колебательный контур, состоящий из конденсаторной батареи СК, катушки LК и воздушного индуктора И. Описание лабораторной установки. Установка ВЧИ4-10 УА предназначена для нагрева электропроводящих в электромагнитном поле высокой частоты. Основные параметры:
Рис.5.2. Принципиальная электрическая схема одноконтурного лампового генератора На принципиальной схеме одноконтурного лампового генератора (рис.5.2) приведены основные элементы установки: трехфазный повышающий анодный трансформатор “Т”, выпрямитель “B” для преобразования переменного тока в постоянный; генераторный блок с трехэлектродной лампой Л, преобразующей энергию постоянного тока в энергию высокочастотных колебаний; колебательный контур, состоящий из конденсаторной батареи СК, катушки LК и воздушного индуктора И. Описание лабораторной установки. Установка ВЧИ4-10 УА предназначена для нагрева электропроводящих в электромагнитном поле высокой частоты. Основные параметры:
Установка выполнена в виде шкафов, внутри которых расположены: анодный трансформатор, высоковольтный выпрямитель, собранный на выпрямительных блоках аппаратуры питания и управления. В шкафу имеется экранированный отсек, в котором размещен высокочастотный генератор. Зажимы индуктора, приборы контроля, пусковая и сигнализирующая аппаратура размещены на лицевой стороне установки. Электрическая схема установки (рис.5.3) объединяет ряд цепей, преобразующих напряжение трехфазной силовой сети частотой 50 Гц в напряжение рабочей частоты 4402,5% кГц. Ламповый генератор высокой частоты собран по одноконтурной схеме параллельного питания с самовозбуждением. Колебательный контур состоит из емкостей 11С-15С и высокочастотного трансформатора 5L-6L. Секционирование конденсаторной батареи нагрузочного контура предусмотрено для подбора частоты 4402,5% кГц при различных индукторах 7L. Напряжение обратной связи для возбуждения снимается с емкости 10С и плавно регулируется перемещением короткозамкнутой катушки 4L внутри первичной катушки 3L регулятора обратной связи. Высоковольтный выпрямитель собран по трехфазной мостовой схеме. Переключатель 1П позволяет получать на выходе выпрямителя напряжение, равное половине номинального. Напряжение питания на установку подается через рубильник 1Р, включение которого может быть произведено только при закрытых дверях шкафа установки. Рис.5.3. Принципиальная электрическая схема установки индукционного нагрева типа ВЧИ4-10У4 
 Цепи управления установкой допускают включение ее только в определенной последовательности, обеспечивающей правильную эксплуатацию генераторной лампы, а также при правильной фазировке питающей сети. Правильная фазировка контролируется реле обрыва фаз 1РОФ, которое управляет пускателем 4ПМ, который в свою очередь управляет вентилятором воздушного охлаждения генераторной лампы (двигатель 1ДВ) и цепью управления. Электрическая схема может быть включена только при наличии водяного охлаждения. Реле 1РСТР включается при подаче охлаждения на генераторную лампу, реле 1РД – при подаче охлаждения на анодный трансформатор. Другие, охлаждаемые водой элементы (высокочастотный трансформатор 5L-6L и индуктор 7L), не имеют защитных реле. Включение накала производится кнопкой 1КУ. При этом пускатель 1ПМ включает через дроссель 1Др стабилизатор накала 1СТ. Одновременно включается реле времени 1РВ и через 30 секунд контактами пускателя 2ПМ шунтирует дроссель 1Др. К генераторной лампе 1Л подается номинальное напряжение накала. Включение анодного трансформатора 1Т производится пускателем 3ПМ при помощи кнопки 3КУ. С момента включения анодного трансформатора напряжение подается на анод генераторной лампы и возникает генерация высокочастотных колебаний. Выключение пускателя 3ПМ может производиться кнопкой 4КУ, либо автоматически реле времени 2РВ. Сигнальная лампа 2Л фиксирует подачу водяного охлаждения на генераторную лампу, лампа 3Л – подачу высокого напряжения. Защита от перегрузки генераторной лампы осуществляется токовым реле 1РТ. Контроль режима производится по амперметрам 1ИП и 2ИП. Активно емкостный фильтр 1С-3С и 1Р-3Р защищает питающую сеть от проникновения в нее токов высокой частоты. Для согласования нагрузки с параметрами генератора имеются следующие органы управления: штурвал “обратная связь”, перемычки секционированной емкости. Оптимальное положение обратной связи имеет место при сеточном токе, равном 10-20% значения анодного тока. Уставка тока срабатывания реле максимального тока в анодной цепи должна быть 2,8 А. Порядок подготовки установки к работе
Цепи управления установкой допускают включение ее только в определенной последовательности, обеспечивающей правильную эксплуатацию генераторной лампы, а также при правильной фазировке питающей сети. Правильная фазировка контролируется реле обрыва фаз 1РОФ, которое управляет пускателем 4ПМ, который в свою очередь управляет вентилятором воздушного охлаждения генераторной лампы (двигатель 1ДВ) и цепью управления. Электрическая схема может быть включена только при наличии водяного охлаждения. Реле 1РСТР включается при подаче охлаждения на генераторную лампу, реле 1РД – при подаче охлаждения на анодный трансформатор. Другие, охлаждаемые водой элементы (высокочастотный трансформатор 5L-6L и индуктор 7L), не имеют защитных реле. Включение накала производится кнопкой 1КУ. При этом пускатель 1ПМ включает через дроссель 1Др стабилизатор накала 1СТ. Одновременно включается реле времени 1РВ и через 30 секунд контактами пускателя 2ПМ шунтирует дроссель 1Др. К генераторной лампе 1Л подается номинальное напряжение накала. Включение анодного трансформатора 1Т производится пускателем 3ПМ при помощи кнопки 3КУ. С момента включения анодного трансформатора напряжение подается на анод генераторной лампы и возникает генерация высокочастотных колебаний. Выключение пускателя 3ПМ может производиться кнопкой 4КУ, либо автоматически реле времени 2РВ. Сигнальная лампа 2Л фиксирует подачу водяного охлаждения на генераторную лампу, лампа 3Л – подачу высокого напряжения. Защита от перегрузки генераторной лампы осуществляется токовым реле 1РТ. Контроль режима производится по амперметрам 1ИП и 2ИП. Активно емкостный фильтр 1С-3С и 1Р-3Р защищает питающую сеть от проникновения в нее токов высокой частоты. Для согласования нагрузки с параметрами генератора имеются следующие органы управления: штурвал “обратная связь”, перемычки секционированной емкости. Оптимальное положение обратной связи имеет место при сеточном токе, равном 10-20% значения анодного тока. Уставка тока срабатывания реле максимального тока в анодной цепи должна быть 2,8 А. Порядок подготовки установки к работе
Порядок выполнения работы на установке
Порядок отключения установки
Порядок выполнения лабораторной работы
Требования к содержанию отчета
а) результаты замера сопротивлений изоляции цепей низкого и высокого напряжения (оформить в виде таблицы); б) значения тока анода и сетки; в) значения конечной температуры и времени нагрева детали. 5. Выводы по работе. Контрольные вопросы
Рекомендуемая литература
Лабораторная работа №6 ВЫСОКОЧАСТОТНЫЕ УСТАНОВКИ ДЛЯ НАГРЕВА ДИЭЛЕКТРИКОВ Цель работы Изучить принципы нагрева диэлектриков токами высокой частоты: конструкцию и принцип действия высококачественной установки типа: ВЧД2-1,6/40; экспериментально исследовать работу высокочастотной установки. Теоретические сведения
Электрические печи сопротивления
В современной промышленности и наукоемких областях активно применяются электрические печи сопротивления. Для осуществления нагрева в них используется энергия электрического тока. Нагреватели для данных печей изготавливаются из проволоки и ленты. Производят их преимущественно из нихрома и фехраля.
По сути, печи сопротивления – это футерованная (от слова футеровка, что означает облицовка внутренней поверхности огнеупорными и теплоизоляционными материалами) камера с расположенными в разных конфигурациях проволочными и/или ленточными элементами. Выделение тепла происходит в нагревателе, а затем передается нагреваемому предмету/тепловоспринимающей поверхности.
Основные элементы печей сопротивления
Рабочая камера — это, по сути, сердце печи сопротивления (независимо от того, к какому типу она принадлежит). В ней выполняются процессы обработки изделий. И в ней же находятся все важные составляющие данного устройства (нагревательные элементы, огнеупортная кладка и т.д.).
Поскольку в печах сопротивления имеются зоны с достаточно высокой температурой, например, более 1500 градусов Цельсия, то, помимо традиционно применяемых электротехнических и конструктивных материалов, в них используют огнеупорные составляющие, способные сохранять свои свойства при заданном температурном режиме. В данном случае эти материалы формируют огнеупорную кладку (внутреннюю часть футеровки печи).
Но это не все требования к материалам. Они также должны обладать следующими свойствами: Высокие показатели удельного сопротивления. При низком сопротивлении нагреватель, который получает питание от сети 380 либо 220 В, получается слишком длинным. При этом он имеет малое сечение. В связи с этим его нелегко расположить в печи. Помимо этого, нагреватели с малым сечением недолговечны. Материал для нагревательных элементов не должен повышать сопротивление при длительной эксплуатации. Такой процесс «старения» нагревателя приводит к снижению мощности печи.
Как правило, нагреватели изготавливают из сплавов с высоким электрическим сопротивлением.
Механизмы для загрузки и разгрузки изделий могут быть управляемы специальным электронным блоком с индикацией. Это значительно упрощает процесс работы.
Виды печей сопротивления: классификация
По характеру функционирования данные устройства разделяют на печи периодического действия (садочные) и печи непрерывного действия (методические). Устройства второго типа отличает циклический механизм работы. В течение всего времени, пока нагреваемый предмет находится внутри печи, он не меняет своего положения.
В методических печах нагреваемые предметы непрерывным потоком проходят печь, и в течение этого времени они нагреваются по заданному закону. Данные устройства отличаются большей производительностью, нежели садочные печи. В связи с этим их зачастую используют в массовых поточных производствах.
Классификация печей сопротивления по конструктивным особенностям
Печи периодического действия могут иметь различную конструкцию. Данные устройства используются в мелкосерийном производстве. Их виды были перечислены в предыдущем разделе. Расскажем подробнее о каждом из них.
Камерные печи
Теплоизоляционные материалы снижают потери тепловой энергии.
Изделия можно загружать в печь вручную либо с использованием крана. Помогут в этом деле загрузочные механизмы. Их следует монтировать перед дверцей печи. При высокой производительности и для тяжелых по весу загрузок выпускаются модели печей, в которых операции загрузки и выгрузки изделий механизированы. Температура в них регулируется благодаря электронному блоку управления с цифровой индикацией температуры. Последний не встроен в печь, а представляет собой отдельный агрегат, но при этом взаимодействующий с вмонтированной в камеру печи термопарой.
Главный минус использования немеханизированных камерных печей сопротивления – трудная загрузка и выгрузка изделий. Между тем тепловой КПД электропечей в значительной степени зависит от технологических операций. Но, как правило, он не превышает 65-70%.
Шахтные печи
В моделях шахтного типа устанавливаются нагревательные элементы из сплавов высокого сопротивления. Те электропечи, которые имеют глубокие камеры (более 600 мм), являются многозонными устройствами. При необходимости шахтные модели оснащают печными вентиляторами. Такая мера бывает нужна, например, при работе с контролируемыми атмосферами.
Колпаковая печь
В стендах монтируют печные вентиляторы. В электропечах с защитной средой также имеются песочные затворы. Электрическую энергию подводят к стенду печи, а нагревательные элементы колпака подключают посредством контактных соединений. Надежной и точной посадка получится, если применить направляющие стойки. К слову сказать, один нагревательный колпак способен обслуживать несколько стендов.

Колпаковая промышленная печь
Печь с выдвижным подом
Электропечи, оснащенные выдвижным подом, — это механизированная модификация камерных печей. Под устройства представляет собой футерованную тележку, в которую загружаются изделия. В таких печах нагреватели размещаются на стенках печной камеры и на самом поду (т.е. футерованной тележке). Электроэнергия к подовым нагревателям подводится через контактные приборы либо посредством гибких кабелей. Печи сопротивления с выдвижным подом используют для отжига изделий крупных размеров.

Лабораторная печь с выдвижным подом
Элеваторная печь
Электрические печи элеваторного типа также оснащаются выдвижным подом, который поднимается в камеру посредством специального подъемного стола. Такие печи сопротивления используют в целях отжига изделий из чугуна.
Электрическая печь-ванна
Такие печи используются в целях термообработки ответственных длинномерных и тонкостенных изделий из металла в частном и мелкосерийном производстве. Нагрев в этих устройствах выполняется за счет жидких теплоносителей.
Внешне электрическая печь-ванна похожа на шахтную печь, но в ней встроена в рабочее пространство ванна. В современной промышленности востребованы электродные соляные ванны. Их преимущество в том, что в них выполняется одновременно быстро и равномерно безокислительный нагрев изделий. Подбором состава солей возможно проведение термохимической обработки. Речь идет о цементировании, азотировании, борировании и т.п.).
Для методических печей характерно перемещение изделий в направлении от загрузочного проема к разгрузочному во время нагрева. Рассмотрим виды этих устройств.
Барабанная электропечь
Барабан нужен для сушки и перемещения нагреваемых изделий от загрузочной зоны к разгрузочной. Внешне он похож на трубу. Внутренняя поверхность первой зоны барабана оснащена прямыми лопастями, которые способствуют равномерному распределению массы по всему объему барабана. Находящиеся в других четырех зонах барабана лопасти загнуты. Это улучшает качество распределения.
В пятой зоне барабана есть место, предназначенное для загрузки мелющих тел. Камера – это металлическая конструкция, футерованная с внутренней стороны шамотно-волокнистым материалом. Она оснащена по бокам стенками, которые обеспечивают доступ к нагревательным элементам камеры. Сами нагреватели размещаются на дне и боковых стенках. Они производятся из алюмо-хромо-железистого сплава, например фехрали Х23Ю5Т. По длине в камере функционируют 5 температурных зон. Устройство загрузки со шнековым питателем предназначено для загрузки изделий. Разгрузочное устройство оснащено вибратором. Оно присоединяется к барабану с той стороны, с которой осуществляется выход уже обработанных изделий. Шкаф управления изготавливается в отдельном корпусе. В нем бывает вмонтирована электроаппаратура. Данное оборудование обеспечивает управление механизмами печи сопротивления.
Карусельная печь
Они оснащены кольцевым вращающимся подом. На него через проем загрузки выполняется подача материала, подлежащего обработке. В процессе перемещения изделий происходит их нагрев. После того, как будет выполнен почти полный оборот их перемещений, готовые продукты выгружаются через проем разгрузки.
Протяжные печи
Электропечи этого вида применяются в целях термообработки изделий из черных и цветных металлов (проволоки, ленты и т.д.). Материалы в такой печи сопротивления перемещаются методом протяжки от специальных протяжных или намоточных устройств, размещенных перед проемами загрузки и разгрузки. Протяжные электропечи сопротивления производятся как вертикальными, так и горизонтальными. Также выпускаются и башенные модели данных устройств.

Способы измерения температур
В соответствии с этими показателями используемые для определения температуры устройства получили название термометры и пирометры.
Термометры сопротивления
В них используется зависимость от температуры электрического сопротивления чувствительного элемента ( датчика). В комплект термометра входят датчик и измерительное устройство. Последнее служит для определения сопротивления чувствительного элемента. Для определения температуры служит также разновидность омметра, который градуирован в градусы Цельсия.
На практике предъявляются жесткие требования к данным показателям. Лишь два металла соответствуют им по своим характеристикам. Это медь и платина.
Термоэлектрические преобразователи (ТП)
Термопару образуют два разнородных термоэлектрода, которые спаянны в точке 1. Это и есть конец термопары. Он размещается в ту область, где требуется измерение температуры. Точки 2 и 3 представляют собой холодный или свободный конец термопары. В них температура одинаковая. Следует отметить, что ЭДС, вырабатываемая термопарой, не зависит от размеров и формы электродов, а также от материала, из которого изготовлены соединительные провода. Здесь наблюдается зависимость лишь от температуры горячего и холодного конца, а еще от материала термопары. Это нелинейная кривая. Для термопар различных типов данные кривые стандартизированы. Учитывая, что в реальных условиях температура рабочего конца довольно редко равняется 0 градусам Цельсия, процедура определения температуры с помощью термоэлектрического пирометра должна проводиться с предварительным введением поправки на температуру свободных концов (термокомпенсация).
А это значит, что при работе с ними не придется вводить поправку на температуру свободных концов.

Пирометры излучения
Эти приборы используют зависимость величины и спектра излучения от температуры данного тела. Они нужны, когда не рекомендуется либо невозможен прямой контакт датчика температуры и объекта измерения. Подобные ситуации возникают при очень высокой температуре объекта измерения либо при его нахождении в агрессивных условиях. Применение пирометров необходимо также для определения температуры подвижных объектов. Энергия, излучаемая телом, характеризуется коэффициентом лучеиспускания. Это показатель оптических качеств тела. Самым высоким коэффициентом излучения характеризуется абсолютно черное тело.
У разных объектов – различные показатели лучеиспускания. И учесть весь диапазон возможных коэффициентов при изготовлении пирометров практически невозможно. В силу этого обстоятельства все пирометры градуируются по излучению черного тела.
При определении температуры реального объекта данные измерительные приборы могут дать неточность в показателях.

Особенности электрооборудования печей сопротивления
И это еще не полный список оборудования. Подавляющее большинство печей не оснащено трансформаторами. Их подсоединяют непосредственно к сети. Трансформаторы применяются преимущественно в соляных ваннах и высокотемпературных печах, поскольку карборундовые, угольные либо вольфрамовые нагреватели этих устройств существенно меняют свое сопротивление вместе с изменением температуры. Также применяются составляющие аппаратуры управления (кнопки, ключи, конечные выключатели и реле).
Независимо от вида и модели любая электропечь сопротивления должна быть оснащена пирометрическими материалами. Для небольших по размерам неответственных электропечей целесообразно применение термопары с указывающим прибором. Подавляющее большинство печей сопротивления, используемых в промышленности, в обязательном порядке снабжается приборами для автоматического регулирования температуры. В них происходит регистрация данного показателя. В целях выполнения операций включения и управления электропечами до 500 В применяют комплексные щиты и станции управления. Их главное отличие в том, что в щитах присутствует не только коммутационная аппаратура, но и приборы теплового контроля. Станции же снабжены лишь коммутационной аппаратурой. Щиты производятся на токи до 350 А, а станции – до 630 А. В крупногабаритных печах сопротивления допустимо сосредоточить щиты всех зон для всех печей в одном либо нескольких контрольно-распределительных пунктах (КРП). В эти же пункты возможно вмонтировать силовые трансформаторы. Если отдельные электропечи сопротивления располагаются далеко друг от друга, то щиты нужно установить отдельно рядом с конструкцией.
Рациональное использование печей сопротивления
Что имеется в виду под повышением производительности печи сопротивления? Дело в том, что та энергия, которую потребляет электропечь, расходуется на тепло и тепловые потери. Тепловые потери – это непрерывный процесс, не зависящий от производительности электропечи. Поскольку при увеличении производительности печей сопротивления тепловые потери в них распределяются на большое количество изделий, то в результате КПД печи повышается, а удельный расход электроэнергии, наоборот, понижается.
Если же эксплуатируемая электропечь работает на максимально возможной для нее мощности (то есть на пределе), то в большинстве случаев желательна ее реконструкция в целях повышения мощности нагревателей. В то же время максимальный расход энергии снижается благодаря двум факторам: увеличению производительности электропечи и сокращению времени ее работы.
Для тех промышленных предприятий, в которых организована одно- или двухсменная работа, рациональным решением в эксплуатации печи станет оставление ее включенной на время простоя, поскольку при отключении конструкция остывает и, соответственно, претерпевает тепловые потери. Если же печь всегда будет включенной, то будут только потери холостого хода.
Применение тепла нагретых элементов возможно лишь тогда, когда процесс обработки изделий включает в себя сравнительно продолжительный период их остывания. Для остывания нагретую продукцию помещают в теплоизоляционные камеры или колодцы. Позже в разогретый колодец помещают не нагретое изделие в целях его предварительного подогрева. Такой способ дает возможность экономить до 25% тепла остывающих продуктов обработки.
Еще одно рациональное решение эксплуатации электропечи – в прямом теплообмене между остывающими и нагреваемыми изделиями. Для этого те и другие следует поместить в одну камеру. Пока одни будут остывать, другие немного нагреются. Такой метод сокращает потери тепла до 30-35%.
Но самый эффективный способ экономии тепловых потерь – это применение в методических печах принципа противотока. В рекуперативных электропечах (топливные печи, в которой для утилизации теплоты дымовых газов используется теплообменник-рекуператор) может применяться до 50% тепла остывающих продуктов, а удельный расход сокращается на 30-40% сравнительно с нерекуперативными печами.
Внедрение механизации и автоматизации операций загрузки и выгрузки изделий способствует уменьшению потерь тепла, сокращению времени рабочего цикла и улучшению производительности печи.
Использование автоматического регулирования – это залог соответствия требуемого температурного режима и потребляемой из электрической сети мощности. Никаких тепловых потерь непроизводственного характера при этом не происходит.

Печь в заводской обстановке
Выводы
Несмотря на широкое разнообразие видов печей сопротивления, все они востребованы в металлургической промышленности. Причина кроется в первую очередь в их производительности, функционале и надежности. Их использование в металлургической промышленности позволяет получить высококачественные материалы путем обработки в электропечах. Данные агрегаты удобны тем, что легко поддаются автоматизации процессов. Это перспективное промышленное оборудование, применение которого решает ряд задач (отжиг изделий, плавление и т.д.). Вполне возможно, что в ближайшем будущем будут разработаны новые виды электрических печей сопротивления, с более широкими функциональными возможностями.
телефоны:
8 (800) 200-52-75
(495) 366-00-24
(495) 504-95-54
(495) 642-41-95