Что такое программируемый логический контроллер





Контроллер (от англ. Control) — управление. Контроллером в автоматизированных системах называют техническое средство, выполняющее функции управления физическими процессами в соответствии с заложенным алгоритмом, с использованием информации, получаемой от датчиков и выводимой на окончательные устройства. Любое устройство, способное работать автоматически, имеет в своем составе управляющий контроллер — модуль, определяющий логику работы устройства.
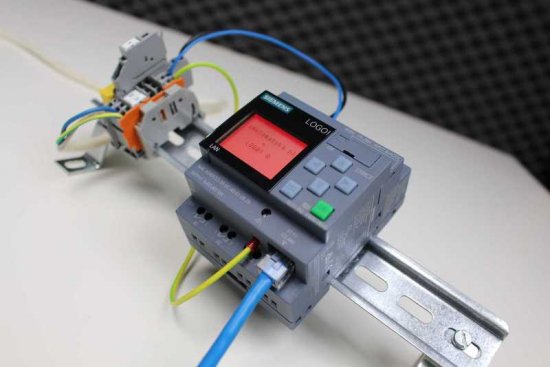
Программируемые логические контроллеры (ПЛК) — технические средства, используемые для автоматизации технологических процессов. Это электронное специализированное устройство, работающее в реальном масштабе времени. Основным режимом работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьезного обслуживания и без вмешательства человека. ПЛК обычно применяются для управления последовательными процессами, используя входы и выходы для определения состояния объекта и выдачи управляющих воздействий.

Программируемый логический контроллер, представляют собой микропроцессорное устройство, предназначенное для сбора, преобразования, обработки, хранения информации и выработки команд управления, имеющий конечное количество входов и выходов, подключенных к ним датчиков, ключей, исполнительных механизмов к объекту управления, и предназначенный для работы в режимах реального времени.

Для используемых в настоящее время релейно-контактных систем управления характерна невысокая надёжность, наличие открытых контактов и др. Применение программируемых логических контроллеров (ПЛК) для автоматизации локальных систем управления является наиболее эффективным.
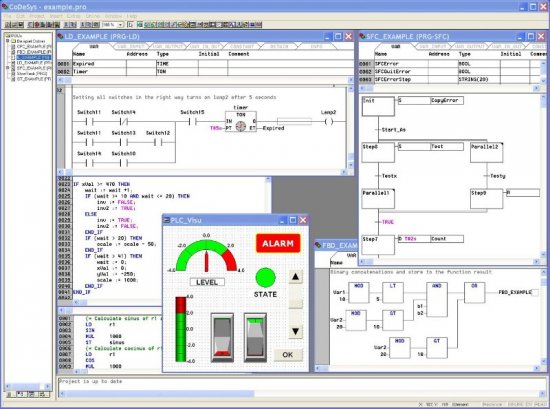
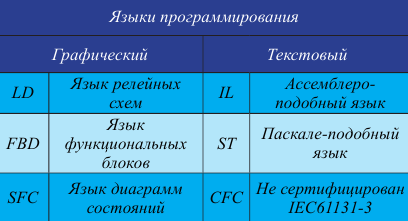
ПЛК программируются в соответствии со стандартом МЭК-61131-3. Программируются ПЛК с помощью специализированных комплексов, один из наиболее популярных является CoDeSys. Он включает в себя следующие языки: графические (Ladder Diagram, Function Block Diagram, Sequential Function Chart, Continuous Function Chart), текстовые (Instruction List, Structured Text).
Первый в мире программируемый логический контроллер появился в середине XX века. Modicon 084 представлял собой шкаф с набором соединённых между собой реле и контактов, его память составляла лишь 4 килобайта. Термин ПЛК ввел Аллен-Брадли в 1971. Вместе с Ричардом Морли он является «отцом ПЛК».
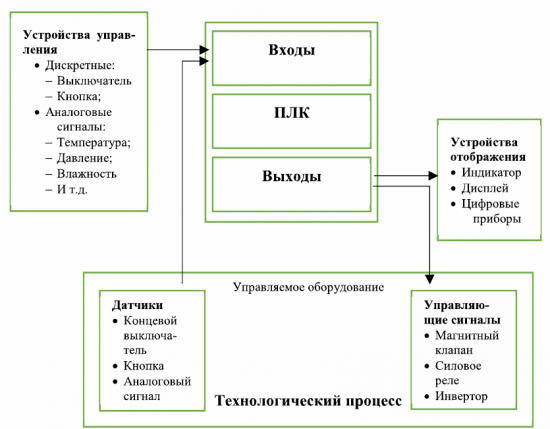
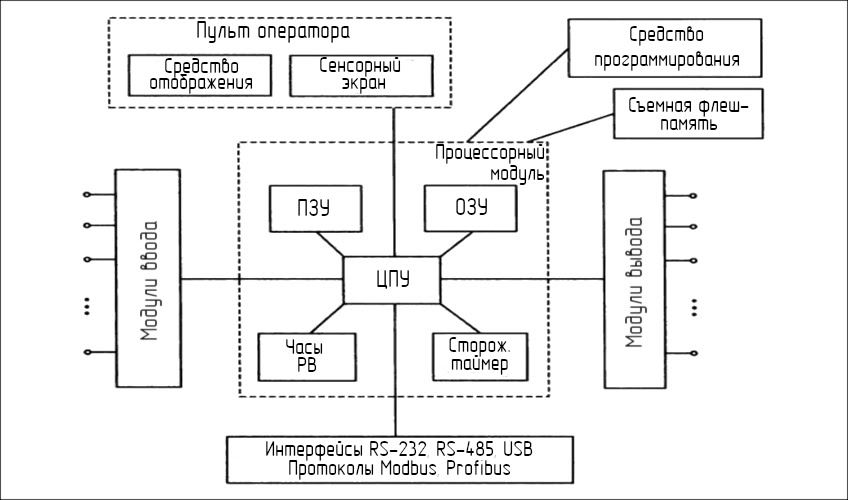
Структура работы программируемого логического контроллера:
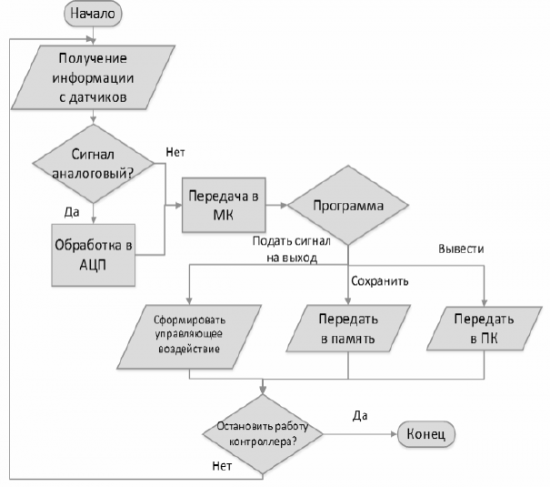
Алгоритм работы ПЛК:
В качестве основного режима работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьезного обслуживания и практически без вмешательства человека.

ПЛК имеют ряд особенностей, отличающих их от прочих электронных приборов, применяемых в машиностроении:
- в отличие от микроконтроллера (однокристального компьютера) — микросхемы, предназначенной для управления электронными устройствами — областью применения ПЛК обычно являются автоматизированные процессы промышленного производства в контексте производственного предприятия;
- в отличие от компьютеров ПЛК ориентированы на работу с агрегатами машин через развитый ввод сигналов датчиков и вывод сигналов на исполнительные механизмы, ориентированных на принятие решений и управление оператором;
- в отличие от встраиваемых систем ПЛК изготавливаются как самостоятельные изделия, отдельные от управляемого при его помощи оборудования.
- наличие расширенного числа логических операций и возможность задания таймеров и счетчиков.
- все языки программирования ПЛК имеют легкий доступ к манипулированию битами в машинных словах, в отличие от большинства высокоуровневых языков программирования современных компьютеров.
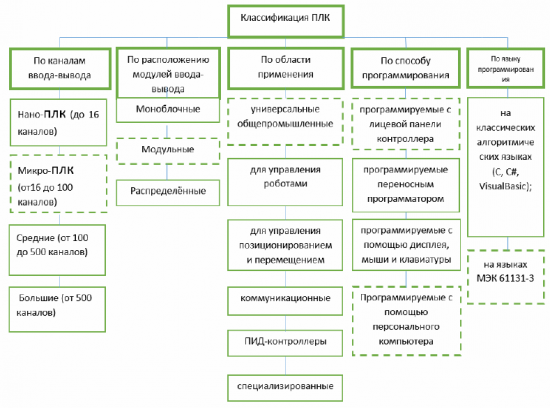
Существуют ПЛК разного уровня сложности в зависимости от сложности решаемых задач автоматизации.
Основные операции ПЛК соответствуют комбинационному управлению логическими схемами специфических агрегатов — механических, электрических, гидравлических, пневматических и электронных.
В процессе управления контроллеры генерируют выходные сигналы (включить — выключить) для управления исполнительными механизмами (электродвигателями, клапанами, электромагнитами и вентилями) на основании результатов обработки сигналов, полученных от датчиков, либо устройств верхнего уровня.
Современные программируемые контроллеры выполняют также и другие операции, например, совмещают функции счетчика и интервального таймера, обрабатывают задержку сигналов.

Программируемые логические контроллеры среднего и высокого уровня, как правило, имеют встроенные аппаратно-программные средства управления движением, в частности, модули быстродействующих счетчиков, модули позиционирования и др., которые дают возможность сравнительно просто реализовать функции управления движением и обеспечить позиционирование с высокой точностью.
Конструктивно ПЛК приспособлены для работы в типовых промышленных условиях, с учетом загрязненной атмосферы, уровней сигналов, термо- и влагостойкости, ненадежности источников питания, а также механических ударов и вибраций. С этой целью аппаратная часть заключается в прочный корпус, минимизирующий негативное влияние ряда производственных факторов.

Главным отличием ПЛК от релейных схем управления является алгоритмы, которые реализованы с помощью программ. На одном контроллере можно реализовать схему, эквивалентную тысячам элементов жесткой логики. При этом надежность работы схемы не зависит от ее сложности.
Программируемые логические контроллеры традиционно работают в нижнем звене автоматизированных систем управления предприятием (АСУ) — систем, непосредственно связанных с технологией производства. ПЛК обычно являются первым шагом при построении систем АСУ. Это объясняется тем, что необходимость автоматизации отдельного механизма или установки всегда наиболее очевидна. Она дает быстрый экономический эффект, улучшает качество производства, позволяет избежать физически тяжелой и рутинной работы. ПЛК по определению созданы именно для такой работы.
Основное преимущество ПЛК является в том, что один маленький механизм может заменить огромное количество электромеханических реле, а также быстрое время сканирования, компактные системы ввода/вывода, стандартизированные средства программирования и специальные интерфейсы, позволяющие подключать нетрадиционные устройства автоматики непосредственно к контроллеру или объединять разное оборудование в единую систему управления.
Выбор программируемого контроллера является важной и сложной задачей при создании систем автоматического управления технологическими параметрами на любом промышленном предприятии. При его выборе необходимо учесть и оценить большое количество факторов. Объединив технологические требования к конкретному объекту автоматического управления со сравнительным анализом современных программируемых логических контроллеров, можно принять правильное решение.
Программируемые логические контроллеры в АСУ.
Автоматизация технологических процессов осуществляется с помощью промышленных контролеров – устройств, которые встраиваются в производственную структуру предприятия. Они становятся ее неотъемлемой частью и образуют независимую систему управления технологическим процессом. В настоящее время программируемые логические контроллеры ПЛК считаются нормой в системах автоматизации производства.
Главный смысл автоматизации на производстве, это наблюдение, за изменением состояния объекта и способность контролировать этот процесс. Снижение процессов изменений приводит к увеличению производительности и эффективности. Машинное зрение и управление движением помогают уменьшить изменения и добавить гибкости в современные системы автоматизации.

Собственно, что такое программируемые логические контроллеры ?
Контроллер в переводе с английского – управление. Контроллером в автоматизированных системах называют техническое средство, выполняющее функции управления физическими процессами в соответствии с заложенным алгоритмом, с использованием информации, получаемой от датчиков и выводимой на окончательные устройства. Любое устройство, способное работать автоматически, имеет в своем составе управляющий контроллер — модуль, определяющий логику работы устройства.
Программируемые логические контроллеры (ПЛК) — это специальные микрокомпьютеры, предназначенные для выполнения операций переключения в промышленных условиях. ПЛК является важным элементом системы автоматизации предприятия. Они важны для автоматического управления объектом в условиях реального времени. К ПЛК подключают внешние модули, позволяющие собирать и анализировать данные, держать под контролем работу объекта. Особенностью данных устройств являются их возможности такие как:
- устойчивость к неблагоприятному воздействию внешней среды;
- возможность долговременной автономной работы;
- простота обслуживания.
Программируемые логические контроллеры представляют собой устройство, предназначением которого, является, сбор и преобразование информации, а далее обработка, хранение и выработка команд управления. В отличие от микроконтроллеров (отдельных микросхем), управляющих определенными установками, приборами или т.д., ПЛК действуют в контексте всей инфраструктуры производства. Программируемые логические контроллеры автоматически, в режиме реального времени собирают данные от датчиков и из других источников и передают обработанную информацию на подконтрольные машины и оборудования.
Подведя итог, можно сказать, что в качестве основного режима работы ПЛК выступает его длительное автономное использование, зачастую в не очень благоприятных (климатических) условиях среды и при этом практически без вмешательства человека.
Процесс управления ПЛК.
Самая простая форма процесса управления на автоматизации производства базируется на трех компонентах – датчика, контролера и исполнительного механизма. Датчик производит сбор и передачу информации об объекте контроллеру. Контроллер перерабатывает всю полученную информацию, основываясь на программы и алгоритмы, которые задает ему разработчик. В случае если значение не укладывается в установленные границы, то контроллер вышлет сигнал для устранения ошибки на исполнительный механизм. Сигнал будет поступать до тех пор, пока ошибка не войдет в допустимые границы. Исполнительный механизм, будет оказывать физическое воздействие на контролируемую систему. Исполнительными механизмами для системы автоматического регулирования, служат различные электроприводы, гидроприводы, контакторы и другие механизмы. Если контроллер считается «мозгом», то исполнительный механизм это «мышцы» в системе автоматического регулирования.
К сожалению, не всегда удается создать полностью автоматическую систему управления. В большинстве случаев создается автоматизированная система, при которой очень часто необходимо обязательное присутствие оператора. Функции, которого будут сводиться, во первых, к принятию некоторых важных решений, во вторых, он будет наблюдать за процессом выполнения цикла.
Если оборудование расположено без постоянного обслуживающего персонала или оно находится в удаленном месте, возникает необходимость удаленного контроля и управления с центрального диспетчерского пункта. Системы управления, позволяющие реализовать удаленный контроль и управление, называют системами диспетчеризации.
SCADA система.
В полноценную систему диспетчеризации, как правило, включается сервер диспетчеризации – специально выделенный компьютер, на который устанавливается SCADA система. SCADA это процесс сбора информации реального времени с удаленных точек, выполняющий следующие функции:
- сбор данных о параметрах процесса, поступающих от контроллеров щитов локальной автоматики, например, значение температуры, давления и иных характеристик.
- Обработка и архивирование полученной информации о функционировании оборудования за весь срок его работы. Обработка информации в предоставленном случае, это выполнение функций фильтрации, нормализации, масштабирования т.е приведение данных к подходящему формату;
- формирование сводок, журналов и других отчетных документов о ходе технологического процесса на основе информации, собранной в архивах;
- графическое представление информации о ходе автоматизированного технологического процесса в символьной или же в цифровой форме. Например, значения переменных предоставляются в виде графиков, функции времени, гистограмм;
- уведомление обслуживающего персонала о требующих внимания событиях. Тем более в предаварийных и аварийных ситуациях в виде системы ALARM-ов (ALARM — состояние тревоги, в данном случае это некоторое сообщение, предупреждающее оператора о возникновении конкретной ситуации). При этом осуществляется регистрация действий обслуживающего персонала в аварийных ситуациях;
- доступ к контролю и управлению оборудованием по локальной сети объекта, через Интернет и т.д.
- формирование команд оператора по изменению параметров настройки и режима работы контроллеров, исполнительных устройств (пуск и остановок, открытие-закрытие);
Следовательно, SCADA-системы — это мощный инструмент для разработки ПО верхнего уровня АСУ ТП. При этом от программиста не требуется больших знаний в области программирования на языках высокого уровня.
Программируемые логические контроллеры или
релейная схема управления.
По техническим возможностям, которые определяют степень решаемых задач ПЛК разделяются на классы: нано-, микро-, малые, средние и большие. Их первоначальное предназначение это замена релейно-контактных схем, собранных на дискретных компонентах – реле, счетчиках, таймерах, элементах жесткой логики. Хотя релейно-контакторные системы управления, имеют широкое распространение, тем не менее, они обладают существенными недостатками. Их основной недостаток обусловлен тем, что аппараты управления имеют движущиеся части и подвижные замыкающие и размыкающие контакты.
Контактная коммутация, требует соответствующего обслуживания и ограничивает срок службы релейно-контакторной системы управления. Контакты и подвижные части довольно быстро изнашиваются. В результате это приводит к нарушению соединения между контактами и выходу из строя некоторых аппаратов и всей схемы управления.
Таким образом, используемые в настоящее время релейно-контактные системы управления характеризуются невысокой надёжностью и наличием открытых контактов.
Релейные схемы до недавнего времени были единственным серьезным конкурентом ПЛК. Основное отличие программируемых логических контроллеров от релейных схем заключается в том, что все его функции реализованы программно. На одном контроллере можно реализовать схему, эквивалентную тысячам элементов жесткой логики. Как результат, это уменьшает габариты, по сравнению с релейными схемами, превосходящие в несколько раз. При этом надежность работы схемы не зависит от ее сложности.
Программируемые логические контроллеры, их преимущества
Программируемые логические контроллеры обычно являются первым шагом при построении систем АСУ. Это объясняется тем, что необходимость автоматизации отдельного механизма или установки всегда наиболее очевидна. Она дает быстрый экономический эффект, улучшает качество производства, позволяет избежать физически тяжелой и рутинной работы. Следовательно, программируемые логические контроллеры по определению созданы именно для такой работы.
Основное преимущество ПЛК является в том, что один маленький механизм может заменить огромное количество электромеханических реле. Кроме того быстрое время сканирования, компактные системы ввода/вывода, а так же стандартизированные средства программирования и специальные интерфейсы. Благодаря, которым можно подключать нетрадиционные устройства автоматики непосредственно к контроллеру. А также объединять разное оборудование в единую систему управления.
На сегодняшний день при решении задач по автоматизации производства ПЛК прочно занимает лидирующие позиции. Их использование значительно повышает гибкость системы, а также снижает стоимость ее создания и дальнейшей эксплуатации.
К примеру, изменение алгоритма работы релейной схемы зачастую требует ее физической переделки. Когда, для изменения алгоритма работы схемы на ПЛК достаточно откорректировать программу. Тем более, проверить алгоритмы работы ПЛК-систем, в отличие от релейной схемы, можно с помощью программы – симулятора, без создания физической модели.
Программное обеспечение автоматизации производства.
Если, вы планируете автоматизацию производства, или улучшить автоматизированный производственный процесс. Вы хотите, чтобы качество продукции было идеальным, то компания «АртПроект» поможет Вам.
Наши сотрудники, грамотно разработают программное обеспечение АСУ ТП, помогут внедрить на ваше производство систему SCADA. Благодаря этому вы сможете мониторить и контролировать все процессы производства, происходящие на предприятии.
Правильный расчет стоимости услуг, поможет вам оптимизировать затраты на покупку, настройку и монтаж оборудования.
Специалисты компании «АртПроект» сделают вам программное обеспечение, в котором не будет ничего лишнего, затрудняющего процесс оптимизации системы АСУ. Только необходимый функционал.
Таким образом, при помощи грамотной разработки программного обеспечения АСУ ТП вы, сможете управлять технологическими процессами, обрабатывать, хранить и анализировать данные, полученные с датчиков, устройств, осуществлять мониторинг, контроль и аудит.
Прежде всего, правильно построенный алгоритм действий позволит вам получать своевременно данные о рабочих процессах. Как результат полученные вами данные, можно использовать для контроля и улучшения качества. Снизиться, возможно, и полностью исключится человеческий фактор, количество брака значительно сократится.
Компания «АртПроект» — ваш путь в автоматизацию. Наше программное обеспечение АСУ ТП создается с максимальной точностью. В первую очередь, оно будет полностью соответствовать особенностям вашего производственного и технического процесса.
ПЛК в автоматике: что это и как выбрать контроллер
Сейчас ни одно производство не обходится без АСУ ТП — автоматизированной системы управления технологическим процессом. Для ее внедрения используют специальное электрооборудование. Типичный пример — PLC (programmable logic controller).
Что это такое
ПЛК или программируемый логический контроллер — это электронное устройство для автоматизации технологических процессов. Такова расшифровка аббревиатуры. Система выполняет функции сбора информации, логической обработки данных и управления объектами в соответствии с загруженной пользовательской программой. PLC широко применяют в промышленности, на транспорте, в инженерных системах зданий.
Основа контроллера — центральный процессор (ЦП). Он выполняет все вычислительные операции. Модули ввода отвечают за поступление внешней информации, а модули вывода нужны для трансляции управляющих сигналов. Источник питания обеспечивает электропитание всех компонентов системы.
Промышленный ПЛК служит прежде всего для замены релейно-контактных схем и жесткой логической связи между датчиками, исполнительными механизмами, автоматикой. По сравнению с релейными схемами, программируемые контроллеры более гибкие, удобные в настройке. Они работают без регулярного обслуживания и практически без вмешательства человека.
Основные функции ПЛК
Контроллеры позволяют получать данные от датчиков, кнопок, выключателей, обрабатывать их с помощью логических операций и выдавать сигналы управления на исполнительные механизмы, индикацию. Благодаря гибкому программированию, ПЛК может выполнять разные алгоритмы в зависимости от задач автоматизации. Ключевыми функциями становятся сбор данных, логическая обработка, управление, отображение информации.
Устройство PLC
На вход ПЛК поступает информация от периферии: датчики температуры, давления, расхода, уровня жидкости, оптические сенсоры наличия деталей, концевые выключатели и другие. Дискретные сигналы обычно формируют датчики положения, кнопки управления. Аналоговые датчики выдают сигнал, пропорциональный измеряемой физической величине.
На выходе контроллер управляет клапанами, насосами, конвейерами, роботами, световой и звуковой сигнализацией. Чаще всего используют дискретные сигналы на включение или выключение оборудования, также возможно аналоговое управление. Таков принцип работы ПЛК.
Благодаря широким коммуникационным возможностям, PLC может передавать данные на ПК, панели оператора, SCADA-системы, устройства автоматизации. Оборудование работает в режиме реального времени.
Типы ПЛК
Есть три разновидности программируемых логических контроллеров. Они отличаются конструкцией, функциональными возможностями.
Моноблочные
Компактные ПЛК — это набор электроники в едином корпусе со встроенными модулями ввода-вывода. Их применяют для небольших систем автоматизации. Преимущества — простота и доступная цена. У таких контроллеров фиксированное количество дискретных и аналоговых каналов ввода-вывода, встроенные коммуникационные порты, компактные размеры для монтажа в шкаф автоматики. Недостаток — нет модульности.
Компактные PLC подходят для простых систем, не требующих гибкого изменения конфигурации. Их можно использовать в шкафах управления станками, небольшими конвейерами, насосными установками, вентиляционными системами.
Модульные
В модульных ПЛК центральный процессор и модули ввода-вывода конструктивно разделены. Это позволяет гибко наращивать функции, решать сложные задачи. Такие контроллеры состоят из центрального блока, отвечающего за обработку данных и выполнение программы, а также встраиваемых модулей расширения для подключения датчиков, механизмов, сетевого оборудования.
Модульный принцип позволяет компоновать ПЛК, отвечающий требованиям конкретного применения. При необходимости конфигурацию можно изменить путем добавления других модулей. Такой подход дает большую гибкость при разработке систем автоматизации среднего и высокого уровня сложности в промышленности, на транспорте, в инженерных сетях.
Программируемые реле
Программируемые реле — это упрощенный ПЛК контроллер с ограниченными функциями. Используются для несложных алгоритмов управления. Эти программируемые логические контроллеры компактны. Они дешевле полноценных ПЛК, но имеют меньшие вычислительные ресурсы, функционал. Количество входов-выходов ограничено, доходит до 20.
Программируемые реле применяют в простых системах управления, не требующих сложной логики и большого объема ввода-вывода данных. Оборудование используют в управлении освещением, вентиляцией, небольшими механизмами.
Критерии выбора PLC
Чтобы подобрать контроллер, нужно учитывать пять критериев.
Количество входов и выходов
Надо выбирать промышленный контроллер с достаточным количеством дискретных и аналоговых каналов ввода-вывода. Количество и типы входов-выходов должны соответствовать всем устройствам, подключенным к контроллеру — датчикам, кнопкам, исполнительным механизмам, индикаторам.
Следует учитывать как дискретные (вкл/выкл), так и аналоговые сигналы (0-10 В, 4-20 мА), а также специальные интерфейсы для подключения устройств. Запас по количеству каналов позволит упростить модернизацию системы. В модульных ПЛК можно добавить новые модули ввода-вывода, чего нельзя сказать про моноблочное оборудование.
Скорость работы и производительность
Важны быстродействие CPU, объем памяти, возможности по расширению для сложных алгоритмов. Вычислительная мощность контроллера должна соответствовать скорости выполнения алгоритмов управления. Более производительный процессор нужен для сложной логики, больших объемов данных. Для простых задач подойдет менее мощный ПЛК.
Важен объем памяти для хранения программы, данных. Оперативная память определяет возможность одновременной обработки большого количества логических операций.
Наличие коммуникационных интерфейсов
Контроллер должен иметь интерфейсы для подключения к ПК, сети, другим устройствам. Современные ПЛК оснащают коммуникационными портами: Ethernet, RS-485, RS-232, USB. Это позволяет подключать контроллер к сети, к компьютеру, HMI панелям, другим устройствам.
Надо учесть все нужные интерфейсы в зависимости от топологии системы автоматизации. Модульные PLC позволяют гибко добавлять коммуникационные модули. Моноблочные модели не поддерживают расширение.
Встроенные функции и библиотеки
Набор готовых функций ПЛК позволяет упростить программирование для конкретных задач. Современные контроллеры имеют развитые библиотеки для распространенных задач: ПИД-регулирование, управление перемещением, подсчет импульсов, обработка аналоговых сигналов, математические функции.
Это сокращает время на разработку программы, повышает ее надежность за счет уже протестированных решений.
Среда программирования
Нужна удобная среда разработки с большими возможностями по отладке и визуализации. Языки программирования должны позволять быстро, эффективно создавать программы управления, отлаживать их, моделировать и визуализировать работу системы.
Желательна поддержка всего цикла разработки: создание алгоритмов, конфигурирование ввода-вывода, отладка, симуляция, генерация кода для загрузки в PLC. Пример языка программирования — Sequential Function Chart (SFC).
Пример конфигурации ПЛК
Для системы управления конвейерной линией можно использовать модульный ПЛК с CPU, модулями дискретного и аналогового ввода-вывода, интерфейсом RS-485. Программа реализует алгоритмы управления приводами, датчиками, аварийной сигнализацией.

PLC L22_24CU_R
В этом случае оптимальным решением будет российский модуль ЦП L22_24CU_R среднего класса с достаточным быстродействием процессора. Характеристики:
- системная память — 128 Кбайт;
- модули расширения — до 4 штук;
- питание ЦП — 220 В переменного тока;
- энергонезависимая память MRAM — 2 Кбайта;
- передача данных — 2 порта RS485 со скоростью до 115,2 кбит/с;
- система ввода и вывода: до 24 аналоговых входов или 12 аналоговых выходов, до 80 цифровых входов или до 42 цифровых выходов.
Такая конфигурация обеспечит сбор данных о состоянии линии, управление исполнительными механизмами, передачу данных в систему верхнего уровня. Контроллеры поставляет ООО «Консист Констракшн». Это российская компания — не будет проблем с логистикой и западными санкциями.
Как использовать программируемые логические контроллеры (ПЛК) в системах автоматизации производства
Современное производство стремится к повышению эффективности, надежности и гибкости своих процессов. Автоматизация становится неотъемлемой частью этой эволюции, и программные логические контроллеры (ПЛК) играют важную роль в системах автоматизации производства.
Эти устройства, основанные на современных технологиях, позволяют управлять и контролировать различные процессы с высокой точностью и надежностью.
В данной статье мы рассмотрим, как использование программных логических контроллеров ПЛК может повысить эффективность и гибкость систем автоматизации производства.
Мы рассмотрим основные преимущества и возможности, которые предоставляют ПЛК, а также их роль в различных отраслях промышленности.

Программируемый логический контроллер (ПЛК) — основной элемент автоматизации производства
Определение и принцип работы ПЛК
ПЛК (программируемый логический контроллер) — это компактное электронное устройство, используемое для автоматизации различных технологических процессов.
ПЛК работает на основе программного обеспечения, которое позволяет ему принимать решения на основе входных сигналов и управлять выходными сигналами в соответствии с заданной программой.
Принцип работы ПЛК заключается в том, что он получает информацию с различных датчиков, обрабатывает ее с помощью программы, и на основе этой информации управляет выходными сигналами, контролируя работу механизмов, устройств и оборудования.
ПЛК может работать автономно, но чаще всего используется в комплексе с другими устройствами, такими как датчики, электродвигатели, электромагнитные клапаны и т.д., обеспечивая целостность и оптимизацию производственного процесса.
Подробнее про устройство и принцип работы ПЛК смотрите здесь: Что такое программируемый логический контроллер (ПЛК)
Преимущества использования ПЛК в автоматизации производства
Программируемые логические контроллеры (ПЛК) являются одним из ключевых элементов автоматизации производства. Их широкое использование обусловлено рядом преимуществ перед другими системами автоматизации.
Первое и, вероятно, самое главное преимущество — это гибкость в настройке и программировании. ПЛК позволяют быстро и легко настраивать производственную линию, чтобы отвечать требованиям конкретного производства. В случае изменения задач или производственных условий, ПЛК легко перенастраиваются на новые параметры.
Второе преимущество — это высокая скорость обработки данных. ПЛК способны обрабатывать большие объемы информации в режиме реального времени. Это позволяет оперативно реагировать на изменения в производственном процессе и устранять возникающие проблемы.
Третье преимущество — это надежность и долговечность. ПЛК производятся из высококачественных материалов, что делает их долговечными и надежными в эксплуатации. Кроме того, они обладают защитой от перегрузок, коротких замыканий и других повреждений, что снижает риск отказа оборудования.
Четвертое преимущество — это простота в обслуживании. ПЛК имеют простую и интуитивно понятную конструкцию, что делает их легкими в обслуживании. Кроме того, большинство компаний-производителей предоставляют услуги технической поддержки, что облегчает процесс обслуживания.
И, наконец, пятое преимущество — это экономия времени и ресурсов. ПЛК позволяют автоматизировать многие производственные процессы, что уменьшает количество необходимых работников и сокращает время на выполнение операций. Кроме того, ПЛК снижают количество брака продукции и улучшают качество выпускаемой продукции.
Когда выгодно использовать ПЛК?
Использование программируемых логических контроллеров (ПЛК) выгодно во многих случаях, особенно в области автоматизации производства. Вот несколько ситуаций, когда применение ПЛК может быть особенно выгодным:
- Когда требуется высокая скорость и точность: ПЛК обладают высокой производительностью и быстрым временем отклика, что делает их идеальным выбором для систем, где требуется обработка данных в режиме реального времени. Они способны быстро реагировать на изменения входных сигналов и принимать соответствующие управляющие решения.
- Когда необходима гибкость и легкость настройки: ПЛК можно программировать и настраивать с помощью специальных языков программирования, таких как графический язык функциональных блоков (FBD) или структурированный текст (ST). Это позволяет инженерам гибко настраивать и адаптировать ПЛК под требования конкретного производства или процесса.
- Когда необходимо управление сложными системами: ПЛК предоставляют возможность управлять и координировать работу различных компонентов и подсистем в сложных производственных системах. Они могут управлять множеством датчиков, исполнительных устройств, приводов и других устройств, обеспечивая координацию и синхронизацию работы.
- Когда требуется надежность и отказоустойчивость: ПЛК обладают высоким уровнем надежности и отказоустойчивости. Они обычно имеют механизмы резервирования и восстановления, позволяющие быстро переключаться на резервные устройства в случае возникновения сбоев. Это особенно важно в производственных системах, где недостаток или остановка работы может привести к серьезным проблемам.
- Когда требуется интеграция с другими системами: ПЛК можно легко интегрировать с другими системами автоматизации, такими как SCADA, базы данных и системы управления предприятием (ERP). Это обеспечивает обмен данными, централизованное управление и анализ информации

Автоматическая конвейерная линия под управлением ПЛК
Типичные задачи, решаемые с помощью ПЛК
Программируемые логические контроллеры (ПЛК) широко применяются для решения различных задач в системах автоматизации производства. Вот несколько типичных задач, которые могут быть успешно решены с помощью ПЛК:
- Управление производственными линиями: ПЛК используются для управления и координации работы различных станков, конвейерных систем, роботизированных устройств и другого оборудования на производственной линии. Они обеспечивают синхронизацию операций, контроль скорости, управление перемещениями и обработкой материалов.
- Управление двигателями: ПЛК эффективно управляют электрическими и пневматическими двигателями, обеспечивая точное позиционирование, регулирование скорости, контроль нагрузки и другие параметры работы. Это позволяет улучшить точность и эффективность производственных процессов.
- Регулирование температуры и процессов нагрева: ПЛК могут контролировать системы обогрева и охлаждения, регулировать температуру в различных зонах производственных помещений, контролировать термические процессы в печах, варочных установках и другом оборудовании.
- Управление системами безопасности: ПЛК играют важную роль в обеспечении безопасности на производстве. Они контролируют работу аварийных систем, систем пожарной безопасности, систем контроля доступа, систем мониторинга газов и других систем безопасности, обеспечивая надежную защиту персонала и оборудования.
- Сбор и анализ данных: ПЛК собирают данные о производственных процессах, сенсорных измерениях, состоянии оборудования и других параметрах. Они предоставляют возможность анализировать эти данные, оптимизировать производственные процессы, выявлять проблемы и предупреждать о возможных сбоях или отклонениях.
Это лишь некоторые из типичных задач, которые успешно решаются с помощью ПЛК.
Интеграция ПЛК с другими системами
Интеграция программируемых логических контроллеров (ПЛК) с другими системами является важным аспектом автоматизации производства. ПЛК играют центральную роль в системе сбора и обработки данных, а также интегрируются с различными системами для обеспечения эффективного управления предприятием.
- Роль ПЛК в системе сбора и обработки данных:
ПЛК выполняют важную функцию сбора данных о состоянии оборудования, параметрах процессов и сенсорных измерениях. Они получают информацию от датчиков и других устройств, обрабатывают ее согласно программе и передают полученные данные в другие системы для анализа и принятия решений. ПЛК обеспечивают высокую скорость обработки данных и точность, что позволяет оперативно реагировать на изменения в производственных процессах.
- Интеграция ПЛК с SCADA-системами, базами данных и ERP:
ПЛК интегрируются с системами SCADA (Supervisory Control and Data Acquisition), базами данных и системами управления предприятием (ERP), обеспечивая обмен данными и совместную работу. Например, ПЛК передают данные о состоянии оборудования и процессах в SCADA-систему, которая визуализирует информацию и предоставляет операторам возможность мониторинга и управления.
ПЛК также могут передавать данные в базы данных для последующего анализа и отчетности. Интеграция с системами управления предприятием позволяет связать производственные данные с общими бизнес-процессами, улучшая планирование и управление ресурсами.
- Возможности дистанционного мониторинга и управления с помощью ПЛК:
С помощью ПЛК можно осуществлять дистанционный мониторинг и управление производственными процессами. ПЛК могут быть подключены к сети и обеспечивать удаленный доступ к данным и функциям управления. Это позволяет операторам и инженерам контролировать работу системы из любого места с помощью компьютера, планшета или смартфона.
Интеграция программируемых логических контроллеров (ПЛК) с другими системами играет ключевую роль в автоматизации производства. ПЛК обеспечивают сбор и обработку данных, интеграцию с системами SCADA, базами данных и системами управления предприятием, а также дистанционное мониторинг и управление производственными процессами.
Это позволяет повысить эффективность, гибкость и надежность систем автоматизации, сократить время простоя и улучшить управление производством.
Применение ПЛК в интегрированных системах автоматизации становится все более распространенным и востребованным в современной промышленности.
Перспективы развития и улучшения систем автоматизации с использованием ПЛК
Системы автоматизации производства с использованием программируемых логических контроллеров (ПЛК) продолжают развиваться и совершенствоваться, отвечая на потребности современной промышленности. Ниже представлены некоторые перспективы развития и улучшения систем автоматизации с использованием ПЛК:
- Интеграция в «Интернет вещей» (IoT): ПЛК становятся ключевым звеном в концепции «Интернета вещей», где все устройства и оборудование в производственной среде могут быть связаны и обмениваться данными. ПЛК будут использоваться для сбора и передачи информации, управления устройствами и мониторинга процессов в режиме реального времени. Это позволит создавать «умные» производственные системы с высокой степенью автоматизации и взаимосвязанностью.
- Расширение возможностей связи: ПЛК будут обладать расширенными возможностями связи, включая поддержку протоколов связи сетей Ethernet/IP, Modbus TCP, OPC UA и других стандартов. Это позволит легко интегрировать ПЛК с другими устройствами и системами, а также обеспечит гибкость в подключении и удаленном управлении.
- Использование искусственного интеллекта (ИИ) и машинного обучения (МО): ПЛК будут интегрировать возможности искусственного интеллекта и машинного обучения, что позволит им «учиться» на основе собранных данных и принимать автоматические решения. Это позволит оптимизировать производственные процессы, адаптироваться к изменениям и предотвращать возможные сбои или проблемы.
- Безопасность и защита данных: С развитием систем автоматизации становится все более важной задачей обеспечение безопасности и защиты данных. ПЛК будут оснащаться расширенными механизмами защиты, включая аутентификацию, шифрование данных и контроль доступа. Это поможет предотвратить несанкционированный доступ и защитить конфиденциальную информацию.
Программируемые логические контроллеры (ПЛК) являются незаменимым инструментом в автоматизации производственных процессов. Их преимущества включают высокую надежность, гибкость, простоту программирования и интеграции с другими системами управления.
ПЛК широко применяются для решения различных задач, таких как контроль и управление движением, сбор и обработка данных, управление энергопотреблением и другие.
Интеграция ПЛК с другими системами управления предприятием, такими как SCADA-системы, базы данных и ERP, позволяет создавать единые системы управления, которые значительно упрощают управление и мониторинг производственных процессов.
В будущем ожидается дальнейшее развитие технологий ПЛК, включая увеличение скорости их работы, улучшение их функциональных возможностей и способов интеграции с другими системами. Это позволит повысить эффективность производства и улучшить контроль и управление производственными процессами.
Присоединяйтесь к нашему каналу в Telegram «Автоматика и робототехника»! Узнавайте первыми о захватывающих новостях и увлекательных фактах из мира автоматизации: Автоматика и робототехника в Telegram
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети: