БОЛТОВЫЕ СОЕДИНЕНИЯ
Применение болтов и другого крепежа, использующего принцип резьбы, уже давно стало одной из главных технологий сборки и монтажа в самых разных сферах хозяйства и производства. Вот какие главные достоинства таких технологий:
1 полные возможности учёта требований стандартизации
2 самый широкий диапазон технических решений и их вариантов по качеству, параметрам прочности, устойчивости к коррозии, вибрации и другим воздействиям
3 оперативность выполнения болтовых соединений в любых производственных и полевых условиях
4 хорошая ремонтопригодность и резервы модернизации, многократной сборки и разборки
5 очень часто — отсутствие необходимости в использовании высококвалифицированной рабочей силы.
Эти и многие другие достоинства болтовых соединений не только объясняют их повсеместное распространение и популярность, но и стимулируют постоянные поиски путей совершенствования этих технологий.
Совершенствование болтовых соединений осуществляется по нескольким направлениям, например:
- улучшение качества и других параметров болтов, гаек, шайб, других резьбовых элементов;
- совершенствование старого и создание нового инструмента;
- модернизация конструкций болтовых соединений.
Поиск лучших решений по этим направлениям ориентирован на получение более дешёвых, прочных и надёжных соединений, новых способов использования инструмента, средств автоматизации и других позитивных эффектов.

Современный болт — качественное точное и красивое изделие
КАЧЕСТВО БОЛТОВ
Резьбовые крепёжные и соединительные элементы используются в разных конструкциях. Более всего распространены обычные крепления, к которым не предъявляются какие-либо особенные требования. Такие соединения — не ответственные конструкции. Они характерны тем, что ни один из составляющих их компонентов не работает с полноценной нагрузкой. Распространённый пример такой конструкции — корпуса и кожухи приборов, аппаратов и устройств.
Обычный формат такой конструкции — объёмная структура из тонкого листового металла или пластмассы. Для её сборки и крепления на место используют винты, болты и другие крепёжные элементы, большинство из которых выбирается по размеру, форме и стоимости без каких-либо условий. Никаких строгих требований по прочности к таким элементам крепежа не предъявляют.
Болты и другие резьбовые элементы крепежа используют и в таких структурах, все требования к которым чрезвычайно высоки. Вот несколько характерных примеров таких структур и конструкций:
- узлы и агрегаты машин, особенно — силовых установок и систем передачи, механизмы приводов;
- строительные конструкции, прежде всего — несущие и капитальные;
- крепёж, используемый в устройствах систем безопасности — страховочном и такелажном оборудовании, в конструкции транспортных средств и подъёмных механизмов.
При проектировании таких ответственных узлов их подвергают необходимому расчёту, приводят в соответствие с требованиями норм. Специализированные изготовители таких узлов, деталей и конструкций обеспечивают контроль качества собственными силами.
Отсутствие возможностей обеспечить контроль качества вынуждает изготовителей узлов и конструкций с болтовыми соединениями привлекать специалистов со стороны. Лучше всего обратиться в независимую лабораторию неразрушающего контроля . Такое предприятие обладает наиболее полными возможностями обеспечить требуемое качество конструкций и изделий, а вместе с этим — решить немало сопутствующих задач.
Работа болта в конструкции и его качество
Работа болта в ответственной конструкции предполагает его сопротивление типичным нагрузкам и усилиям, например:
3 трыву головки
5 разрушению резьбы.
Наиболее предпочтительные условия работы болта заключаются в том, чтобы он противостоял только растягивающим усилиям, наиболее естественным для его конструкции и формы. В узлах и изделиях, подвергающихся реальным эксплуатационным нагрузкам, обеспечить такие условия удаётся нечасто. Крепёжные изделия с резьбой на практике должны противостоять самым невыгодным и опасным сочетаниям нагрузок.
Полноценный расчёт и проектирование болтового соединения или узла состоят не только в оценке самого болта, его шайб и гаек, но и в правильной конструкции всех соединяемых деталей. Очень важно, к примеру, обеспечить отсутствие концентраторов напряжений в зоне болтового соединения — вырезов, отверстий, изменений формы и толщины деталей, многих других особенностей.
Правильно созданный узел болтового крепления — хорошо продуманный комплекс элементов, выполняющих свою работу с полной загрузкой. Именно для такого продуманного конструктивного комплекса можно осуществить наиболее точный выбор болтов.
Соединительные и крепёжные элементы с резьбой — болты, винты и шпильки представляют собой широкий ассортимент изделий с различными параметрами:
- по размерам
- по виду резьбы
- по материалам
- по технологии изготовления.
Все эти изделия изготавливают в соответствии со стандартами, регламентирующими их качества. Оценку качества и состояние болтов оценивают в соответствии с этими стандартами.
Наиболее распространены болты, изготавливаемые методами холодной и горячей штамповки. Уникальные и специальные болты могут быть изготовлены индивидуально, токарной и фрезерной обработкой. Решающее значение для достижения регламентируемого нормами качества играет термомобработка.
Контроль качества болтов выполняется в процессе производства этих изделий до момента применения в дело. Возможна оценка состояния болта, работающего в составе узла или конструкции. Если болт извлечён из ответственного узла или детали, то его повторное использование в том же месте обычно не допускается. Проверку качества таких демонтированных крепёжных изделий осуществляют для пополнения объёмов практической информации, при расследовании аварий и в других аналогичных случаях.
Проверка болтов
Контроль качества болтов осуществляют двумя способами — методами неразрушающего контроля и испытаниями. Проверку неразрушающим способом можно применить к этому виду крепежа поштучно, проверяя каждое изделие. Оценку испытаниями выполняют проверкой механических свойств образцов, отобранных из обследуемой партии.
Развитие технологий неразрушающего контроля позволяет осуществить очень сложную ещё недавно идею полного контроля каждого болта, выпускаемого производителем или приготовленного для использования в изделиях и узлах. Эта идея реализуется благодаря современной аппаратуре. Вот основные достоинства такой аппаратуры, обеспечивающие её доступность и эффективность:
1 компактные размеры или портативная (переносная) конфигурация
2 доступная цена
3 простота в применении и обслуживании
4 достаточные диапазоны и точность измерений.
В отношении болтов и аналогичных резьбовых элементов крепежа применяют аппаратуру магниторезонансного или вихретокового способов действия, используют и ультразвуковые приборы.
Обычные направления проверки болтов — оценка однородности металла, поиск трещин, посторонних включений, точности геометрии и резьбы. Нормы требуют обеспечения достаточной твёрдости стали, правильной термообработки, многих других нормативных показателей.
Болты и резьбовой крепёж — изделия, потребные и используемые в больших количествах. Вот почему проверка их качества — длительное и монотонное мероприятие, значительно повышающее стоимость получаемых болтовых соединений. Определённые выгоды и преимущества создаёт применение специальной аппаратуры, рассчитанной на проверку болтов. Такая аппаратура разработана, производится и применяется.

Проверенным болтам можно доверить значительные нагрузки
Сканеры и дефектоскопы
Удешевление и упрощение проверки качества болтов неразрывно связано со стоимостью этого крепежа, влияют на конечную цену продукта, в котором он используется. Вот почему так необходимы устройства контроля, рассчитанные на массовую проверку болтов.
В качестве таких устройств применяют подходящие по параметрам дефектоскопы, настроенные на работу с болтами или же специальные сканеры.
Один из аппаратов такого формата — BOLTSCAN, созданный специально для проверки качества болтов. Этот аппарат обеспечивает оперативный и точный контроль качества резьбового крепежа по нескольким главным параметрам. Эти параметры позволяют убедиться в надёжности двух самых уязвимых место любого болта — резьбы и места перехода от стержня к головке.
Производительность и эффективность этого аппарата таковы, что его не только можно, но и выгодно использовать в деле оценки качества болтов при тотальном поштучном контроле. Аппарат работает на основе вихретокового метода, вращение болта позволяет выполнять круговой, то есть — исчерпывающе полный контроль самых важных мест любого болта. Вот основные параметры болтов, которые могут быть проверены на таком устройстве:
- длина болта — более 100 мм
- зона контроля -100 мм
- диаметр болта — от 5 до 20 мм.
Компактная конфигурация этого сканера, выполненного в настольном формате, позволяет применять его в любой производственной обстановке или на посту технического контроля.
Маленькие хитрости с болтами
Специалистам неразрушающего контроля, вооружённым достаточным арсеналом аппаратуры, удаётся обнаружить не только дефекты, но и намеренно скрытый брак в деталях, узлах и конструкциях из разных материалов. Одним из таких типичных скрытых дефектов является распространённый приём удаления трещин, брака литья и других изъянов.
Этот приём заключается в том, что в стальной детали дефектное или повреждённое место рассверливается и в отверстии нарезается резьба. В полученное резьбовое отверстие вкручивается болт, который обрезают с двух сторон, расчеканивают, а нередко — заваривают.
После шлифовки такое место очень часто не удаётся обнаружить визуально. Однако в ответственных конструкциях, где такие способы обработки недопустимы, проверка однородности стали позволяет обнаружить скрытый и заделанный дефект и даже точно определить технологию его заделки.
Обнаружение такого скрытно заделанного дефекта, полученная информация о качестве этой операции и нормативные требования к узлу или детали позволяют принять решение о признании изделия непригодным к эксплуатации или допустить его к дальнейшей обработке или использованию.
Аналогичные приёмы используются и в других ремонтных операциях. Скрытое или явное применение болтов в таких работах — предмет интереса специалистов неразрушающего контроля.
Параметры установки
Элементы в узле допускается крепить одним болтом.
Болты, имеющие по длине ненарезанной части участки с различными диаметрами, не допускается применять в соединениях, в которых эти болты работают на срез.
Под гайки болтов следует устанавливать круглые шайбы по ГОСТ 11371-78*. Каждый болт устанавливается в соединение с двумя круглыми шайбами (одна ставится под головку болта, другая под гайку). (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций п.7.8).
- Подробнее о Параметры установки болтов
- Войдите чтобы оставить комментарии
Параметры установки болтов
Элементы в узле допускается крепить одним болтом.
Болты, имеющие по длине ненарезанной части участки с различными диаметрами, не допускается применять в соединениях, в которых эти болты работают на срез.
Под гайки болтов следует устанавливать круглые шайбы по ГОСТ 11371-78*. Каждый болт устанавливается в соединение с двумя круглыми шайбами (одна ставится под головку болта, другая под гайку). (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций п.7.8).
Образование отверстий
Образование отверстий следует производить продавливанием или сверлением (См. СП53-101-98 «Изготовление и контроль качества стальных строительных конструкций п.8.2).
Отверстия во фланцах следует выполнять сверлением ( См. Рекомендации по расчету, проектированию, изготовлению и монтажу фланцевых соединений стальных строительных конструкций п.6.6).
Образование отверстий в расчетных соединениях работающих на срез и смятие с болтами классов прочности 5.8, 8.8, 10.9 следует предусматривать сверлением в кондукторах. В нерасчетных соединениях допускается продавливание отверстий (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций стр18-19).
Диаметр отверстия под болты
Диаметр рассверленных отверстий не должен превышать диаметр болта более чем на 3мм. (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций п.7.6)
Закрепление болтов от развинчивания
Решения по предупреждению самоотвинчивания гаек — постановка пружинных шайб (ГОСТ 6402), контргаек или других способов закрепления гаек от самоотвинчивания — должны быть указаны в рабочих чертежах марки КМ.Применение пружинных шайб не допускается при овальных отверстиях, при разности номинальных диаметров отверстия и болта более 3 мм, при совместной установке с круглой шайбой (ГОСТ 11371), а также в соединениях на болтах, работающих на растяжение. Запрещается стопорение гаек путем забивки резьбы болта или приварки гаек к стержню болта. (См. СП70.13330-2012 п.4.5.5)
Гайки высокопрочных болтов и болтов класса прочности 10.9, затанутых на усилие свыше 50 процентов от расчетного предела прочности ничем дополнительно не закрепляются. Гайки болтов без контролируемого натяжения закрепляются постановкой разрезных шайб или контргаек. В соединениях на болтах, работающих на растяжение, устанавливаются только контгайки.Установка пружинных шайб не рекомендуется. (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций п.7.9)
Резьба болта, воспринимающего сдвигающее усилие, не должна находиться на глубине более половины толщины элемента, прилегающего к гайке, или свыше 5 мм, кроме структурных конструкций, опор линий электропередачи и открытых распределительных устройств и линий контактных сетей транспорта, где резьба должна находиться вне пакета соединяемых элементов. (См. СНиП II-23-81* п.12.18)
Выступающая часть болта над гайкой
Длины болтов во фрикционных и фланцевых соединениях назначают в зависимости от суммарной толщины собираемых деталей. При этом, выступающая за пределы гайки резьба должна иметь не менее одного витка с полным профилем. В соединениях без контролируемого натяжения болтов, работающих на срез и смятие, длину болтов подбирают таким образом, что бы резьба отстояла от ближайшей плоскости среза не менее , чем на 5 мм. (См. Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций п.7.16).
Гайки и головки болтов, в том числе фундаментных, после затяжки должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а резьба болтов выступать из гаек не менее чем на один виток с полным профилем.(СП70.13330 п.4.5.7).
Болты (в том числе высокопрочные) следует размещать в соответствии с табл. 39.
Расстояния при размещении болтов
1. Расстояния между центрами болтов в любом направлении:
Болты DIN 931: технические особенности

Практически во всех отраслях современного промышленного производства используются крепежные элементы – т.н. метизы, из которых значительная доля приходится на болты. Ну и конечно, такие изделия востребованы в быту. Следует знать, что сегодня болты выпускаются с резьбой двух видов – полной либо неполной. Нормы стандарта DIN 931 распространяются на крепежные детали второго типа, у которых витки накатаны только на части стержня. О них и поговорим.
Преимущества
- идентичная метрическая резьба, выполненная в соответствии с требованиями отечественных нормативных документов ГОСТ 8724-2002 и ГОСТ 9150-2002;
- такой же тип головки при одинаковых размерных характеристиках болтов обоих видов.
Когда крепеж работает исключительно на растяжение, отличие в конструкции никакой роли не играет – металл подвергнется разрыву в наиболее критичном участке, каковым является внутренний диаметр резьбы.
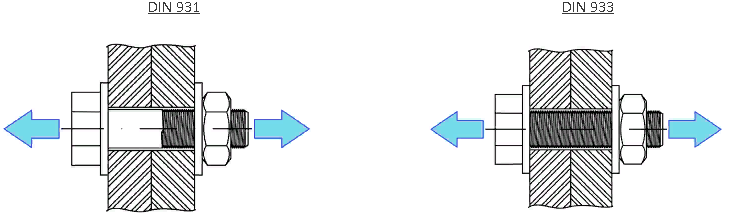
А вот когда предполагается, что работа болтокомплекта будет вестись исключительно на срез, целесообразным представляется использование болтов с неполной (частичной) резьбой стандарта DIN 931.

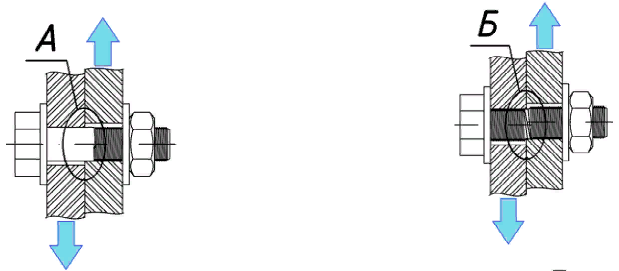
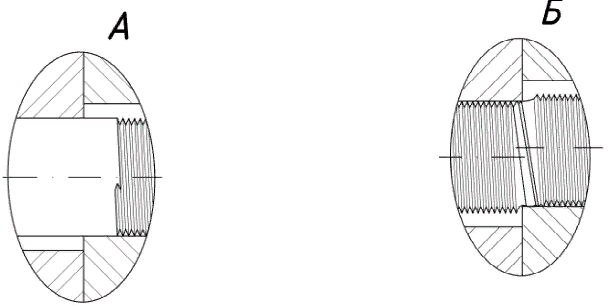
Формирование узла крепления осуществляется в данном случае так, чтобы грани сопрягаемых компонентов располагались на гладком отрезке стержня (позиция «A» на рисунке). Тогда нагрузка приходится на сегмент болта без резьбовых впадин, соответственно и сопротивление срезу будет больше, поскольку это – более «толстый» участок.
При воздействии же на резьбу болта стандарта DIN 933 нагрузок поперечного характера (позиция «Б» на рисунке) местом смятия будет наименьшая площадь сечения крепежного стержня – внутренний диаметр нанесенной резьбы. Но это еще не все. Усугубляет ситуацию наличие дополнительных концентраторов внутренних напряжений – это чередующиеся на резьбовом профиле канавки (впадины) и пики (выступы).
С учетом вышесказанного можно сделать следующий вывод: при работе болтового соединения на срез, и даже когда воздействуют смешанные нагрузки, при равных размерных характеристиках болтов более надежное сопряжение формируется такими крепежными элементами, имеющими неполную резьбу.
Крепление стандартно осуществляется с применением гаек и шайб. Но кроме того, болты DIN 931 можно использовать для монтажа конструкций и производственно-технологического, а также бытового оборудования совместно с:
- анкерами забивного типа;
- анкерными гильзами.
Материал изготовления и класс прочности
Для производства болтов с неполной (частичной) резьбой используется сырье следующих видов:
- углеродистая сталь, соответствующая требованиями международного нормативного документа ISO 898 (Ч.1), характеризующаяся классом прочности 10.9, 9.8 и 5.6;
- нержавеющая аустенитная сталь A4 и A2, соответствующая требованиям DIN 267 (Ч.1).
Класс прочности такого крепежа зависит от номинальных размеров резьбы. В частности, для болтов с резьбой до M20 включительно предельная прочность на разрыв составляет 70 кгс/мм2, когда для производства использовалась нержавеющая сталь вышеуказанных марок. При том же сырье, но при резьбе больше М20, показатель механической прочности болтов должен быть не меньше 50 кгс/мм2.
Технические характеристики
Болты, соответствующие нормам стандарта DIN 931, производятся двух классов точности – «A» и «B» (повышенная точность и нормальная, соответственно). Технические характеристики такого крепежа, которые должны обеспечивать предприятия-изготовители, представлены в таблице.
Параметр