Как сохранить в формате gcode
Модератор: Kaktus
Первое новое сообщение • Сообщений: 8 • Страница 1 из 1
Unimaro Сообщения: 120 Зарегистрирован: 12 окт 2017, 23:39 Благодарил (а): 32 раза Поблагодарили: 1 раз
Сохранение проекта в CURA
Пожалуйста, подскажите, если кто сталкивался.
Cura 3.5.1 не дает сохранять проекты. Вот такое сообщение при попытке сохранить.
Unimaro
MisleGon Сообщения: 329 Зарегистрирован: 20 окт 2018, 10:50 Имя: Вячеслав Откуда: заМКАДыш Благодарил (а): 30 раз Поблагодарили: 23 раза
Re: Сохранение проекта в CURA
Unimaro , у меня Cura 3.6.0 все сохраняет и экспортирует, и stl и 3mf. 3mf сохраняет и через кнопку «Сохранить» и через «Экспорт».
Сохранение в G-code
![]()
В программе реализована возможность создания управляющей программы (УП) в формате G-сode для станков с ЧПУ. Файлы с G-сode генерируются непосредственно из чертежей DXF/DWG форматов. При сохранении файла в G-сode п оддерживаются следующие примитивы для преобразования: линия, полилиния, окружность, дуга, эллипс, сплайн, текст, многострочный текст, штриховка.
Для генерации УП в формате G-code необходимо:
1. Открыть DWG/DXF файл, при необходимости внести изменения.
2. На вкладке «Вывод» выполнить команду CAD в G-код .
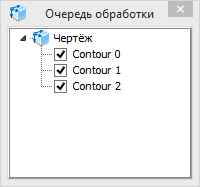
3. По умолчанию конвертируются все контуры, присутствующие в чертеже. Чтобы определенный контур не конвертировался в G-code, необходимо открыть окно Очередь обработки и снять галочку напротив имени контура.
4. По умолчанию ABViewer генерирует УП для фрезерного станка. Чтобы сгенерировать УП для лазерного станка, необходимо выбрать данный тип станка в окне Настройки G-кода — Вкладка «Общие».
5. Нажать кнопку Конвертировать . Автоматически будет сгенерирован G-code.
6. Нажать кнопку Сохранить G-код . В открывшемся окне указать имя файла и нажать кнопку Сохранить. Файл будет сохранен с расширением NC.
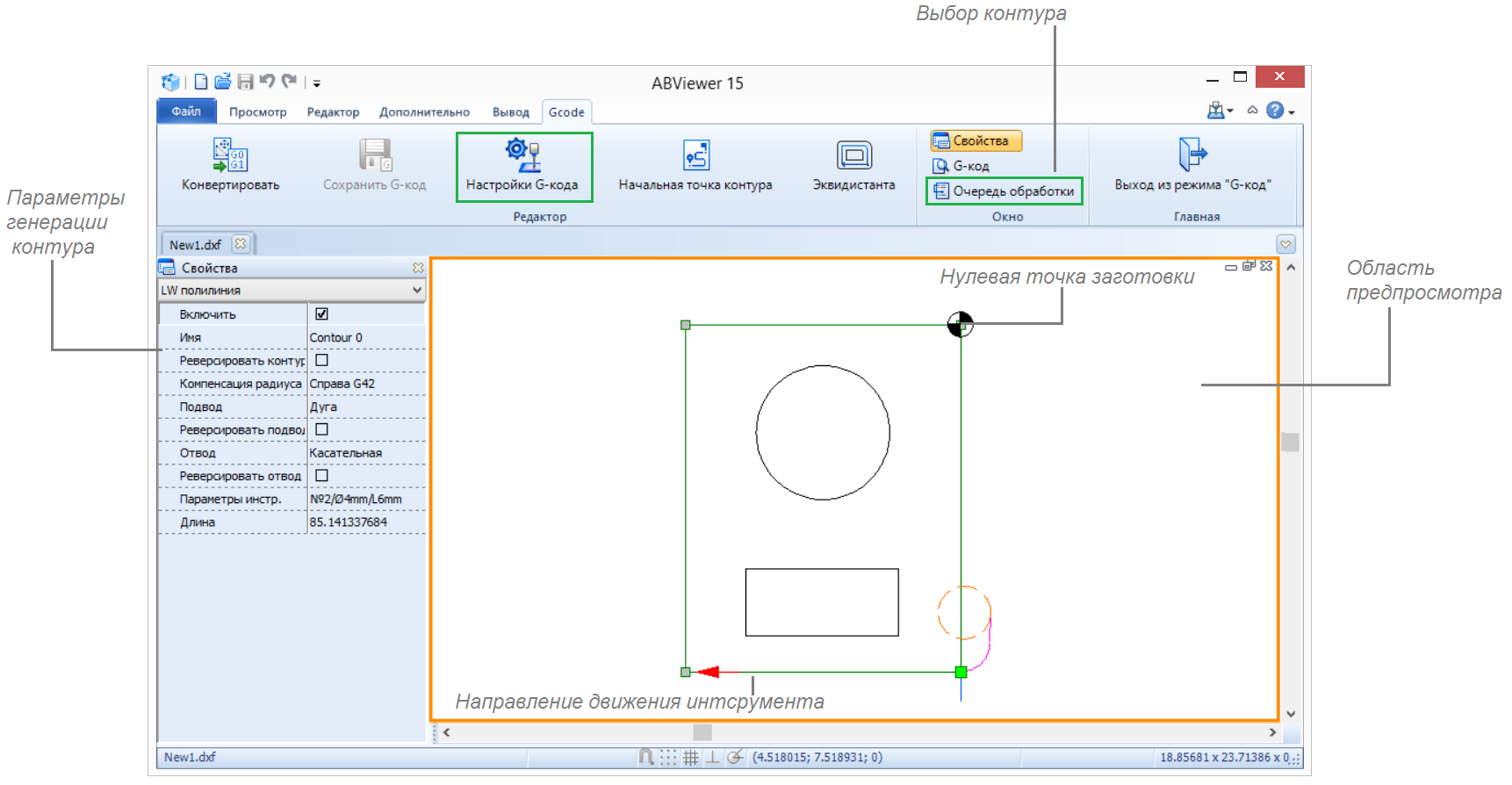
На вкладке G-code располагаются инструменты:
Конвертировать . Генерирует УП в формате G-code из чертежа.
Сохранить G-код . Открывает окно сохранения файла *.nc.
Настройки G-кода . Открывает окно Настройки G-code.
Начальная точка контура . Устанавливает новую начальную точку движения на выбранном контуре. Для указания точки необходимо предварительно выбрать контур в области предпросмотра. Доступно только для замкнутых контуров.
Эквидистанта. Строит эквидистантную кривую для выбранного контура.
Очередь обработки . Позволяет настраивать очередность обработки контуров.
Выход из режима «G-код». Осуществляет выход из режима G-code.
В окне Очередь обработки настраивается последовательность обработки контуров. Для перемещения контура на другую позицию используйте пункты контекстного меню или перемещайте контр на нужную позицию с помощью мыши. Конвертироваться в G-сode будут контуры, напротив которых проставлены галочки.
В области предпросмотра отображается открытый чертеж, нулевая точка заготовки, начальная точка движения инструмента, направление движения, способ подвода/отвода инструмента, инструмент. Представление элементов области предпросмотра настраивается на вкладке «Цветовая легенда» в окне «Настройки G-code».
В области предпросмотра пользователь может выбирать нужный контур с помощью мыши. При нажатии правой кнопки мыши вызывается контекстное меню.
На панели задаются дополнительные настройки инструмента: направление движения инструмента, способ подвода/отвода инструмента, компенсация на радиус инструмента. Указанные настройки отображаются в области предпросмотра.
Включает или исключает контуры из списка генерации g-code.
Изменяет направление движения инструмента от начальной точки по выбранному контуру.
Компенсация радиуса инструмента. Выкл(G40) — отмена компенсации радиуса инструмента, Слева(G41) — компенсировать радиус инструмента слева от траектории, Справа(G42) — компенсировать радиус инструмента справа от траектории.
Для GRBL — траектория движения инструмента. Строится с учетом радиуса инструмента с помощью эквидистанты. Внутри — траектория движения располагается внутри контура. Снаружи — траектория движения располагается снаружи контура.
Устанавливает способ подвода инструмента. Может быть выбран один из способов подвода: Касательная, Нормаль, Дуга. Изменение способа подвода инструмента отображается в области предпросмотра.
Для изменения направления подвода инструмента установить галочку напротив параметра «Реверсировать подвод».
Устанавливает способ отвода инструмента. Может быть выбран один из способов отвода инструмента: Касательная, Нормаль, Дуга.
Для изменения направления отвода инструмента установить галочку напротив параметра «Реверсировать отвод». Изменение способа подвода инструмента отображается в области предпросмотра.
В выпадающем списке показывается инструмент и его параметры. Список заполняется данными из вкладки «Инструменты» окна «Настройки».
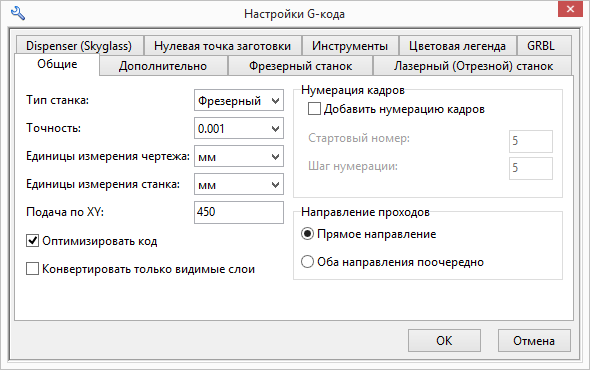
Окно Настройки G-code
Опции настроек представлены на вкладках: «Общие», «Инструменты», «Нулевая точка заготовки», «Лазерный (Отрезной) станок», «Фрезерный станок», «Цветовая легенда», «Дополнительно», «Заливочный(Skyglass)», «GRBL» , Токарный станок.
Вкладка «Цветовая легенда»
Указание вспомогательных элементов, которые будут отображаться в области предпросмотра, производится проставлением галочки напротив соответствующего элемента. Изменение цвета элемента производится щелчком левой кнопкой мыши по цветному квадрату. Откроется стандартное окно «Цвет», в котором необходимо выбрать нужный цвет.
Движение инструмента происходит в направлении, указанном стрелкой в области предпросмотра.
Оба направления поочередно
Инструмент перемещается сначала в указанном направлении, а затем в обратном.
Указывается тип станка: Фрезерный/Лазерный (Отрезной)/Haco Kompakt/Контурный станок/GRBL.
Устанавливает количество знаков после запятой.
Единицы измерения чертежа
Указываются единицы измерения чертежа.
Единицы измерения станка
Указываются единицы измерения станка. Если единицы измерения не совпадают, происходит преобразование.
Скорость подачи по XY. Если 0, то значение подачи в УП не учитывается.
Добавить нумерацию кадров
Добавление нумерации кадров в коде управляющей программы.
Начальный номер нумерации кадров (по умолчанию 5).
При включенной опции выполняется оптимизация кода при генерации: не дублируются повторяющиеся команды и координаты.
Конвертировать только видимые слои
Переносит в режим G-code только примитивы с видимых слоев
Вкладка «Лазерный (Отрезной) станок»
Команда включение лазера. По умолчанию М3.
Команда выключения лазера. По умолчанию М5.
Задержка выполнения программы.
Добавить команды мощности
Включение/Выключение команд мощности.
Количество проходов инструмента по контуру.
Выключение лазера перед G0
Выключение лазера перед быстрым перемещением
Вкладка «Фрезерный станок»
Скорость рабочей подачи по оси Z.
Частота вращения шпинделя.
Глубина подачи по Z
Глубина врезания в заготовку.
Глубина врезания за один проход. (Число проходов определяется автоматически.
Перемещение инструмента от заготовки по оси Z.
Проход на всю глубину
Глубина прохода на всю глубину врезания
Количество проходов, рассчитанных из соотношения подача/проход
Вкладка «Нулевая точка заготовки»
Нулевая точка чертежа
Определение нулевой точки заготовки.
Верхняя левая точка
Верхняя правая точка
Нижняя левая точка
Нижняя правая точка
Дополнительное смещение по осям X, Y.
Макросы для 3D-принтера
Если посмотреть в словарь компьютерной терминологии, то макрос (или макрокоманда) — это программный алгоритм действий, записанный пользователем. То есть по определению компьютер должен повторять действия человека. Но в 3D-печати данный термин имеет другой смысл. Вместо записи и повторении действий человека, 3D-принтер также будет исполнять команды, но теперь они будут написаны вручную, а не с помощью слайсера. Это позволяет напрямую управлять действиями принтера, обходить стандартный путь нарезки модели слайсером. Посмотрев файл GCODE через блокнот или любой другой текстовый редактор, можно будет увидеть тысячи и даже десятки тысяч строк с сочетанием букв и цифр. Это может напугать, но на самом деле почти любой макрос можно будет записать в 5-10 строчек. Главное — понять порядок написания отдельной команды.
Структура G-code файлов
Каждый файл GCODE можно разделить на 2 части: комментарий, встречающийся в начале программы и после команд, и сами команды. Рассмотрим на примере модели, нарезанной с помощью PrusaSlicer (Версия 2.3.0). В первой строчке нас встречает название слайсера, его версия, дата и время слайсинга:
; generated by PrusaSlicer 2.3.0+win64 on 2021-04-22 at 12:31:50 UTC
Обратите внимание, что в самом начале строки стоит знак “точка с запятой”, он обозначает комментарий. Всё что находится в строке до него читает принтер, а на то что после он не обращает внимание. Далее мы видим несколько строк, в которых нам показываются настройки ширины линии, которые слайсер использовал для нарезки модели. Все они являются комментариями.
; external perimeters extrusion width = 0.45mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.45mm ; top infill extrusion width = 0.40mm ; first layer extrusion width = 0.40mm
После идут строчки, в которых описываются начальные температуры, команда нахождения нулевой точки координат и команды перемещения. Все команды, которые участвуют в начале и процессе печати будут рассмотрены далее.
Совет: Многие слайсеры, при нарезке GCODE для принтера оставляют в файле комментарии, указывающие на смену слоя и/или его номер. Это поможет в ориентировании в командах при ручном редактировании.
Gcode команды
- G-команды
- M-команды
Есть и другие малочисленные типы, но в 3D-принтерах они не используются, поэтому в данной статье мы их опустим.
G-команды
Все команды данной группы предназначены для перемещения или калибровки. 3D-принтер использует не все из них, при этом не каждый 3D-принтер использует те же команды, что и другой. Например есть команда для автокалибровки стола. Очевидно, если в вашем принтере данная функция не предусмотрена конструкцией, то и исполняться данная команда не будет. Далее таблица самых популярных G-команд:
X — координаты по X
Y — координаты по Y
Z — координаты по Z
X — координаты по X
Y — координаты по Y
Z — координаты по Z
E — количество вдавливаемого пластика (мм)
S — время в секундах
P — время в миллисекундах
X — ось X
Y — ось Y
Z — ось Z
Перемещение к нулевым координатам.
Если указаны параметры, то парковка только по указанным осям
X — координаты по X
Y — координаты по Y
Z — координаты по Z
E0 — координаты экструдера №0 (количество выдавленного пластика)
M-команды
Данные команды являются вспомогательными. В основном они связаны с настройкой и калибровкой температур, работой с файлами и настройками параметров перемещения.
X — моторы по X
Y — моторы по Y
Z — моторы по Z
E0 — мотор экструдера №0
X — моторы по X
Y — моторы по Y
Z — моторы по Z
E0 — мотор экструдера №0
Отключение питания на двигателях
Инструкция по использованию G-code для 3D-печати: создание, редактирование, конвертация
Аддитивные технологии на современном уровне развития дают возможность пользователю создавать сложнейшие объекты, практически не вникая в суть техпроцесса. Тем не менее, пользователи 3D-принтеров часто интересуются тем, как работает G-code и как его наиболее эффективно использовать — это помогает глубже погрузиться в процесс и понять все тонкости.
Источник: all3dp.com
Читайте нашу подробную инструкцию о командах G-code, чтобы узнать — что такое G-code для 3D-принтера и как с ним работать.
Что такое G-code?
Источник: all3dp.com
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Также важно понимать что все 3D-принтеры , фрезерные станки, CO2-станки и прочее станки ЧПУ работают практически на одном языке. Разница может быть сугубо в “богатстве языка”, т.е. количестве уникальных команд для того или иного типа устройств.
Основные команды языка
Основные команды языка начинаются с буквы G (отсюда и его название), это например:
- перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое;
- выполнение типовых команд (таких, как запуск вентиляторов, нагревателей и т.д.);
- управление параметрами, системами координат ( абсолютное или относительное исчисление).
Также существует большое количество команд, что начинаются с букв M и T, они относятся к вспомогательным и используются в фрезерных станках и фрезерных обрабатывающих центрах.
Каждая строка G-code содержит в себе конкретную команду и набор параметров, характеризующий само действие оборудования. Так, обычное перемещение во время печати может характеризоваться рядом параметров, таких как направление, время работы приводов, для перемещения на заданное расстояние, количество выдавленного пластика, скорость и ускорение.
Если раньше программировать действия станков приходилось вручную, то в наше время существует большое многообразие программ, что могут преобразовать загруженный 3D-объект в код управления, необходимый станку для создания этого объекта.
Для 3D-принтеров применяются программы, называющиеся слайсерами.
Такие слайсеры, как Cura, Simplify3D и множество подобных, помогают автоматизировать процесс написания кода управления, пользователю остается лишь использовать полученный с их помощью код. Возможная ручная корректировка сводится к коррекции одного или двух параметров, или поиску лишней команды. Теперь не требуется писать 100-200 строк кода, достаточно лишь сгенерировать код в слайсере и, если требуется, внести небольшие правки.
Для ручного внесения правок в G-code рекомендуем использовать бесплатную программу NotePad++. С её помощью можно найти вредоносную команду, пометить все её повторения в коде и удалить их.
Подробнее о командах читайте далее, в разделе “Популярные команды G-code”.
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
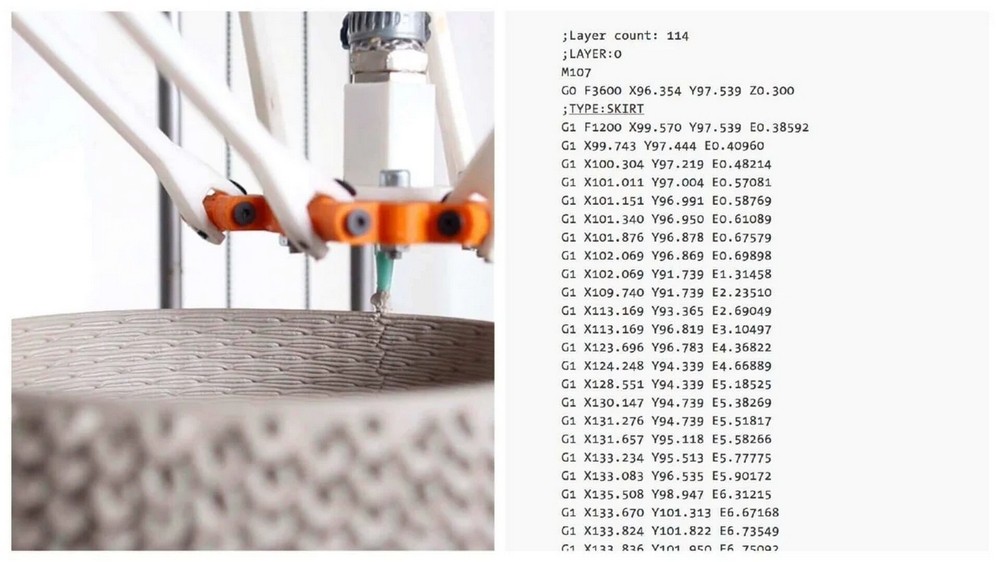
Принцип кодировки команд для 3D-принтера
Каждая строка G-кода — это команда, которую выполняет 3D-принтер. Если ваш принтер “делает что-то не так”, а механика его при этом исправна и настроена правильно, скорее всего дело в коде, где-то в него закралась неверная или находящаяся не на своем месте команда.
Рассмотрим типичную команду:
G1 X-9.2 Y-5.42 Z0.5 E0.0377
В этой кодировке содержится следующая информация:
- G1 — перемещаться по прямой;
- Координата X — -9,2 мм;
- Координата Y — -5,42 мм;
- Координата Z — 0,5 мм;
- Экструзия — 0,0377 мм.
Как видно на примере, кодировка G-code имеет простой синтаксис. Разобраться в командах может любой пользователь и помнить их все не обязательно — достаточно иметь под рукой список.
Рекомендуем заглянуть в “Энциклопедию Тридэшника” Там можно найти описание и параметры большинства команд.
В каких случаях использовать G-code?
В абсолютном большинстве случаев слайсеры составляют корректный G-code, который обеспечит отличный результат в процессе печати, но существует несколько сценариев, когда оправдана ручная правка G-code.
Случаи, когда целесообразно переписать G-код:
- Точечные правки — если уже подготовлен для печати файл крупной сложной модели, но имеется ошибка в настройке слайсера и пользователь не может в этом разобраться. Иногда нужно вручную найти лишнюю команду и исправить её.
- Специальные настройки — выполнение 3D-принтером определенных действий, таких как изменение температуры экструдера в конкретные моменты времени, при печати деликатных/тонких или просто важных областей модели, если слайсер не имеет такого функционала.
- Решение проблемы — при печати крупной сложной детали могут возникнуть сложности на определенном этапе. Для устранения проблемы можно добавить специальную команду, например — включение или выключение обдува или добавление ряда своих команд.
Популярные команды G-code

Источник: all3dp.com
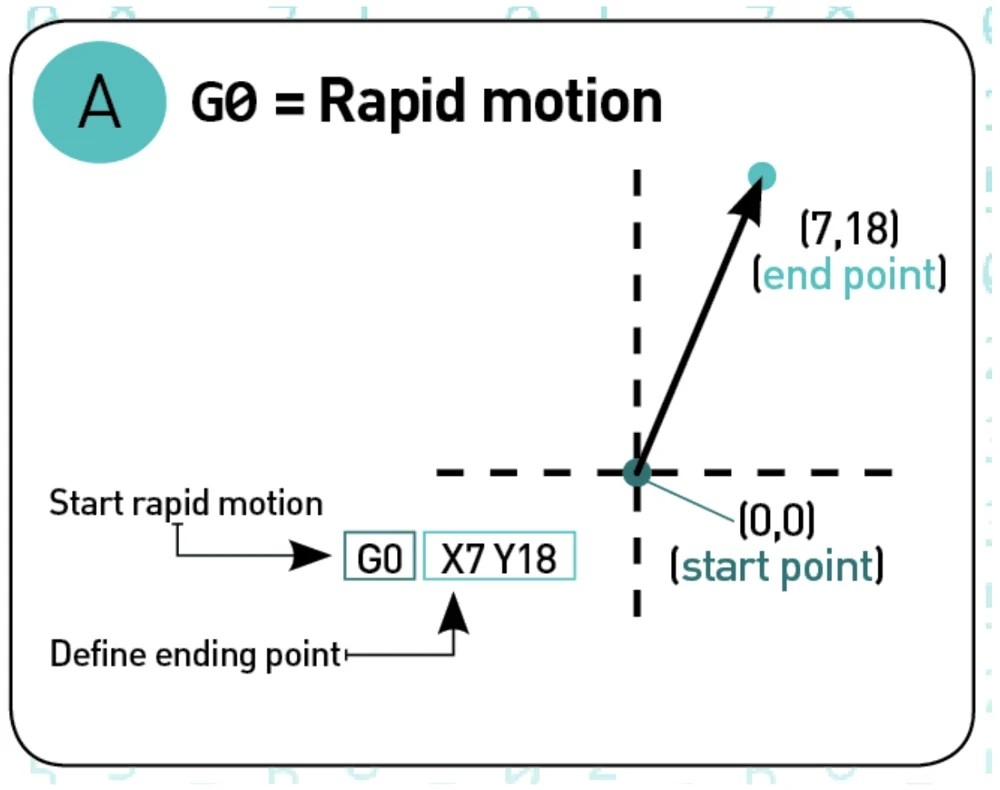
G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.
Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Как отредактировать G-code?

Источник: top3dshop.ru
Для редактирования G-code можно использовать различные оффлайн- и онлайн-программы. Рассмотрим основные инструменты.
Notepad++
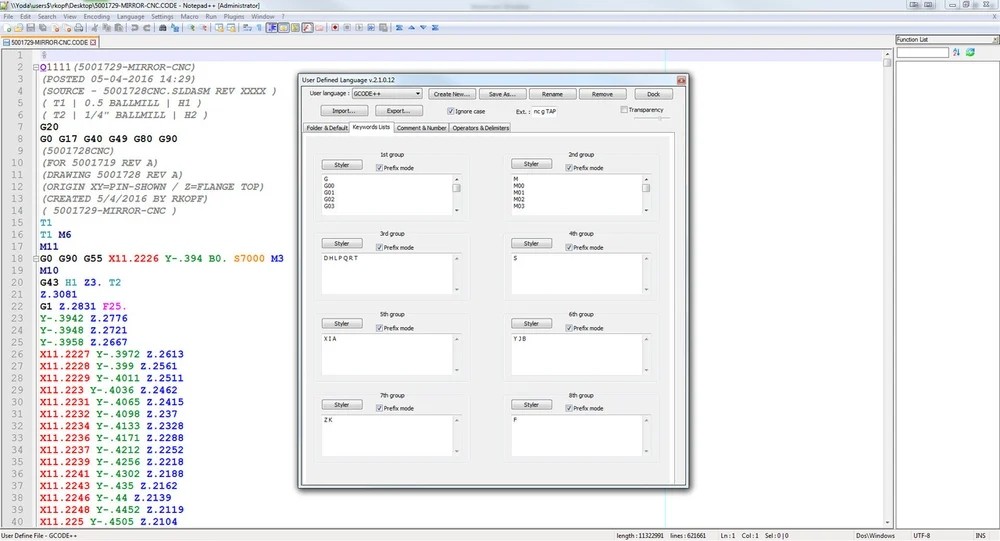
Источник: all3dp.com
Бесплатная программа, в которой можно настроить выделение синтаксиса G-code. ПО доступно для ОС Windows.
gCodeViewer
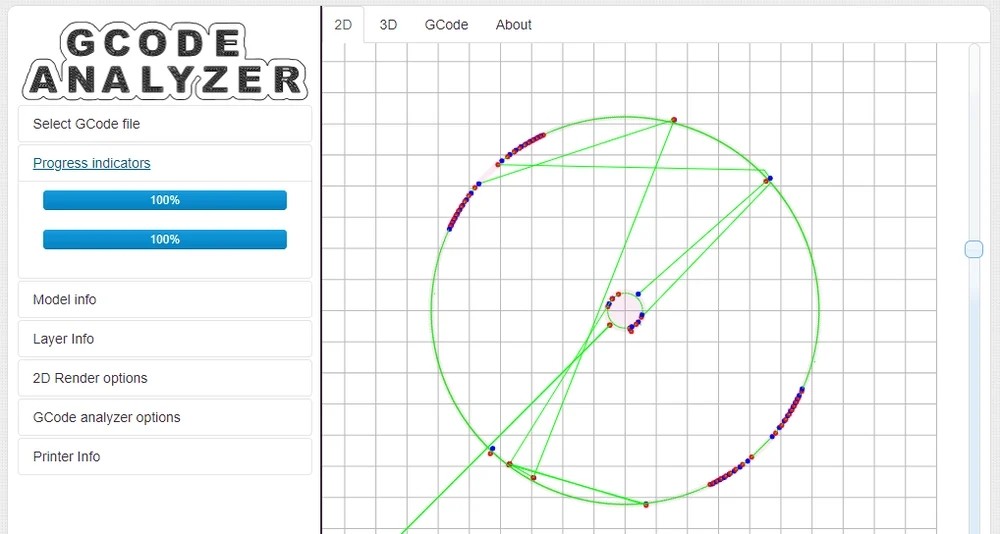
Источник: all3dp.com
Облачное приложение, которое оптимизировано для создания команд для 3D-принтеров. Среди специфических функций — послойный просмотр изделия в 2D-режиме.
Simplify3D

Источник: simplify3d.com
Популярный слайсер, имеет собственный редактор G-code. Пользователю доступно создание автоматических сценариев, например — стандартное выполнение 3D-принтером определенных действий в начале и в конце процесса печати.
Итоги
Использование языка программирования G-code не только насущно необходимо, но и способствует пониманию 3D-печати. Пользователь не обязан следовать рекомендациям производителей филамента или 3D-принтера, чтобы получить идеально напечатанный объект. Экспериментируя с настройками слайсеров и возможностью ручного редактирования команд G-кода, пользователь может получить любой результат, опираясь на собственный опыт работы с различными материалами и свою фантазию.
Top 3D Shop и производитель дают официальную гарантию на всё поставляемое оборудование и предоставляют техническую поддержку по всем доступным каналам.