Электролиз воды в промышленных генераторах водорода
это окислительно-восстановительная реакция, которая протекает только под действием электричества. В промышленных генераторах водорода для получения водорода и кислорода проводят электролиз воды. Для протекания реакции необходимо поместить в электролит два электрода, подключенных к источнику питания постоянного тока:
- Анод — электрод к которому подключен положительный проводник;
- Катод — электрод к которому подключен отрицательный проводник.

ЭЛЕКТРОЛИЗ ВОДЫ
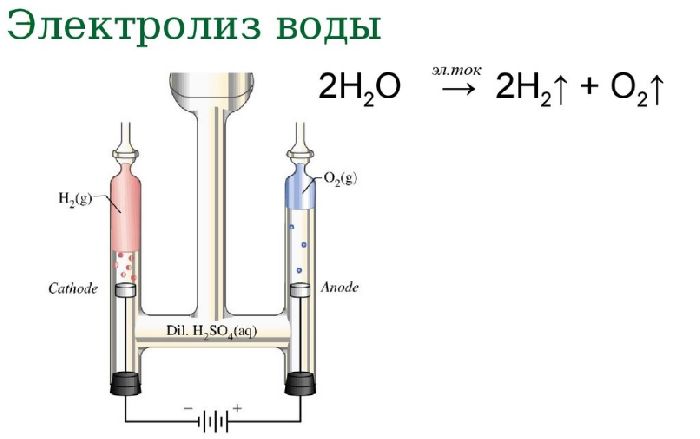
Под действием электрического тока вода разделяется на составляющие ее молекулы: водород и кислород. Отрицательно заряженный катод притягивает катионы водорода а положительно заряженный анод — анионы ОН — .
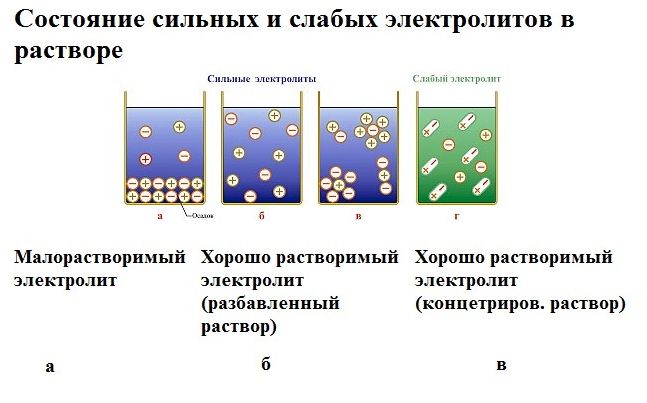
Деминерализованная вода, используемая в промышленных электролизных установках сама по себе является слабым электролитом, поэтому в нее добавляют сильные электролиты для увеличения проводимости электрического тока. Зачастую выбирают электролиты с меньшим катионным потенциалом, чтобы исключить конкуренцию с катионами водорода : KOH или NaOH. Электрохимическая реакция протекающая на электродах выглядит следующим образом:
- Реакция на аноде: 2H2O → O2 + 4H + + 4e − — выделение кислорода;
- Реакция на катоде: 2H2O + 2e − → H2 + 2OH − — выделение водорода.
Далее, чтобы получить чистый водород и кислород, требуется разделить газы образующиеся на электродах, и для этого применяют разделительные ионно-обменные мембраны (см. рисунок). Количество получаемого водорода в два раза больше получаемого кислорода и поэтому давление в водородной полости поднимается в два раза быстрее. Для уравнивания давления в полостях применяют уравнивающую давление мембрану на выходе из электролизера, которая предотвращает передавливание водорода в полость кислорода через каналы предназначенные для циркуляции электролита.
Данный метод является наиболее применяемым методом в промышленности и позволяет получать газообразный водород с КПД от 50 до 70% производительностью до 500 м 3 /час при удельных энергозатратах 4,5-5,5 Н2м 3 /кВт-ч.
ЭЛЕКТРОЛИЗ НА ТПЭ
В настоящий момент к наиболее эффективным методом разделения можно отнести электролиз с применением твердо-полимерных электролитов на основе перфторированной ионно обменной мембраны.
Данный тип электролизеров позволяет получать водород с КПД до 90% и является наиболее экологичным. Электролизеры с ТПЭ дороже щелочных в 6-7 раз и поэтому пока не получили свое распространение в промышленности.
Электролиз воды
Процесс электролиза – это окислительно-восстановительная реакция, возможная только под действием электричества. Электролиз протекает в расплавах и растворах. В лабораториях для получения чистых газов – водорода и кислорода – проводят электролиз воды.
Что такое электролиз
Для осуществления процесса электролиза в раствор или в расплав помещают два электрода, подключённых к противоположным полюсам источника тока. В качестве электродов чаще всего используется металл или графит, так как эти материалы пропускают электрический ток.
Под действием электричества электрод, подключенный к отрицательному полюсу, становится катодом, а электрод, соединённый с положительным полюсом, превращается в анод. Катод и анод притягивают противоположные ионы: к катоду направляются положительно заряженные катионы, к аноду – отрицательно заряженные анионы.
Катод является окислителем, на нём происходит процесс восстановления катионов. На аноде протекает процесс окисления: анод восстанавливает анионы и окисляется.
Процесс электролиза можно разделить на два этапа. Сначала происходит диссоциация – распад электролита (раствора или расплава) на ионы. Затем протекают реакции на электродах.
Электролиз воды
Если пропустить через воду электрический ток, жидкость начнёт диссоциироваться на составляющие молекулу воды атомы. В результате процесса электролиза воды получают кислород и водород. Однако в зависимости от природы электродов можно получить озон и перекись водорода.
Схема электролиза воды:
2H2O → O2 + 4H + + 4e – ;
4H + + 4e – → 2H2.
3H2O → O3 + 6e – + 6H + ;
O2 + 2H2O + 2e – → H2O2 + 2OH – .
2H2O → 2H2 + O2.
Вода – слабый электролит, поэтому электролиз чистой, дистиллированной воды протекает медленно или не идёт вовсе. Для ускорения процесса в воду добавляют сильный электролит, увеличивающий проводимость электрического тока.
Электролит выбирается так, чтобы исключить конкуренцию между катионами электролита и катионами воды (H + ). В противном случае водород не будет произведён. Чтобы исключить конкуренцию, необходимо подобрать электролит, катионы которого будут иметь меньший электродный потенциал, чем H + воды. На роль катиона электролита подходят:
- Li + ;
- Rb + ;
- K + ;
- Cs + ;
- Ba 2+ ;
- Sr 2+ ;
- Ca 2+ ;
- Na + ;
- Mg 2+ .
Для исключения конкуренции анионов, наоборот, подбирают электролит с анионами большего электродного потенциала, чем анион OH – воды. В качестве такого электролита применяется щелочь для образования гидроксильного иона OH – .

Для электролиза воды используются сильные щелочи: гидроксид калия (KOH) или натрия (NaOH). В некоторых случаях применяется сильная кислота, например, H2SO4.
Что мы узнали?
Электролиз – процесс образования и оседания на электродах ионов вещества под действием электрического тока. Вода разделяется на катионы водорода и анионы кислорода. Положительные катионы движутся к катоду, отрицательные анионы – к аноду. В некоторых случаях вода диссоциируется на озон и перекись водорода. Из-за низкой способности к диссоциации в воду добавляется сильный электролит, не мешающий образованию водорода и кислорода. Чаще всего добавляется щёлочь или сильная кислота.
Разделяй и властвуй: совершенствование электролиза воды

Одной из самых известных химических формул, которые нам известны еще со школьной скамьи, является H2O — оксид водорода, т.е вода. Без этого простого на первый взгляд вещества жизнь на нашей планете была бы совершенно иной, если вообще была бы. Помимо своих животворящих функций у воды имеется масса других применений, среди которых стоит выделить получение водорода (H). Одним из методов достижения этого является электролиз воды, когда ее разделяют на составляющие, т.е. на кислород и водород. Это достаточно сложный, затратный, но эффективный метод. Тем не менее, нет в мире такого, что ученые не хотели бы улучшить. Команда исследователей из университета штата Вашингтон и Лос-Аламосской национальной лаборатории нашли способ усовершенствовать электролиз воды, значительно снизив себестоимость его проведения без снижения результата. Какие изменения пришлось внедрить в электролиз воды, почему были использованы те или иные вещества, и какие результаты показывает обновленный метод добычи водорода? Об этом нам поведает доклад ученых. Поехали.
Основа исследования
Водород во многом уникальный элемент: он самый легкий среди элементов периодической таблицы, а его одноатомный вариант является самым распространенным веществом во Вселенной. Кроме того водород крайне дружелюбный элемент, с легкостью формирующий ковалентные связи с большинством неметаллов. В природе мы встречаем водород чаще в составе какого-то вещества, в том числе и в воде, нежели, так сказать, в одиночку.
При обычных условиях водород представляет собой газ без запаха и вкуса с химической формулой Н2. У него есть и жидкий эквивалент — жидкий водород, который хоть и не так популярен в массовой культуре, как жидкий азот, но не менее экстремален в аспекте температур: точка замерзания −259.14 °C; точка кипения −252.87 °C.
Для перечислений всех конкретных применений водорода понадобится немало времени, так как он принимает активное участие в самых разных сферах производства: пищевая промышленность, металлургия, производство электроники, производство аммиака и т.д. Не говоря уже об использовании водорода в качестве ракетного топлива.
Методов получения водорода также существует несколько: из природного газа, из угля и посредством электролиза воды. В год в мире по примерной оценке используется порядка 70 миллионов тонн, из которых лишь 100 000 тонн производится методом электролиза.
Такая методологическая «дискриминация» обусловлена сложностью и ценой электролиза в совокупности с получаемыми объемами водорода по сравнению с другими методами. Однако всегда есть возможность для совершенствования, о чем и пойдет речь далее, но обо всем по порядку.
Движущей силой электролиза воды для ее расщепления на кислород и водород является электричество. По словам ученых, низкотемпературный электролиз воды представляет особый интерес для сферы возобновляемой энергетики, так как этот метод может позволить хранить электроэнергию из возобновляемых источников в химических связях в форме водорода высокой чистоты.
При низкотемпературном электролизе воды в качестве электролита (проводящее ток вещество) используется концентрированный раствор KOH (гидроксид калия), протонообменная мембрана (PEM от proton-exchange membrane) или щелочная анионообменная мембрана (AEM от alkaline anion exchange membrane).
Основное преимущество AEM электролиза над другими вариантами заключается в его стоимости. То есть для его реализации нет необходимости использовать металлы платиновой группы (PGM от platinum-group metals) в качестве катализаторов. Однако всегда есть подвох, заключающийся в данном случае в нестабильности щелочного метода, ввиду чувствительности к перепадам давления и низкой скорости производства водорода.
В традиционных щелочных электролизерах (установка для электролиза) жидкий щелочной электролит (30–40 мас.% КОН) циркулирует через электроды, которые разделены пористой мембраной (1а).
Изображение №1: схема низкотемпературного электролиза воды.
Данный метод работает при плотности тока в 300–400 мА см -2 при температуре 60–90 °C и напряжении 1.7–2.4 В. Также ученые отмечают, что жидкий КОН очень чувствителен к CO2, которого предостаточно в воздухе, формируя в результате K2CO3. Этот процесс в свою очередь снижает анодную реакцию и ионную проводимость, а полученный K2CO3 осаждается в порах газодиффузионного слоя, блокируя перенос ионов. Вывод достаточно прост — производительность электролиза на базе КОН снижается из-за его свойств, которые крайне сложно контролировать.
В качестве альтернативы могут выступить электролизеры на основе ионообменных мембран, которые могут заменить жидкий электролит полимерным электролитом. PEM электролизеры обычно работают при более высоких плотностях тока (1–3 А см -2 при ~ 2.0 В), чем у щелочных электролизеров, поскольку протонообменная мембрана имеет более высокую проводимость. (1b).
Использование твердых электролитов в PEM электролизе воды позволяет создать компактную систему с долговечными и устойчивыми структурными свойствами при высоких перепадах давления (200–400 psi). Но даже в этом методе есть свои недостатки, в частности высокая стоимость установки для электролиза, ввиду дорогостоящего кислотостойкого оборудования и необходимости в металлах платиновой группы.
В AEM электролизе за последние несколько лет произошло несколько изменений. Одним из самых важных является создание полимерных AEM (1с). Щелочной AEM-электролиз сочетает в себе многие преимущества других методов: возможность использовать катализаторы без PGM; возможность применять чистую воду или низкоконцентрированный щелочной раствор вместо концентрированных щелочных электролитов; низкие омические потери из-за высокой проводимости и тонких AEM. В дополнение к этому мембранная конструкция установки позволяет ей работать при значительных перепадах давления, а также снижает ее габариты и вес. Не говоря уже о снижении стоимости данного устройства.
Достоинств много, прям не успеваешь восхищаться, однако есть и недостатки. Весьма существенным минусом щелочного AEM электролиза является сам факт использования коррозионного концентрированного щелочного электролита. Если же использовать чистую воду, то производительность будет до смешного маленькой (400 мА см -2 при 1.8 В).
В своем исследовании ученые решили попытаться избавиться от некоторых недостатков данного метода, тем самым сделав его более привлекательным для массового производства водорода. Исследователи выяснили, что высокая концентрация четвертичных аммониевых соединений необходима для повышения активности реакций выделения водорода и кислорода в AEM электролизере. Также было установлено, что фенильные группы в основной цепи иономера* имеют негативный эффект, образуя кислые фенолы при высоких анодных потенциалах.
Иономер* — полимеры, состоящие из электрически нейтральных и ионизированных составных звеньев, ковалентно связанных с основной цепью полимера в виде боковых групп атомов.
В целом, ученым удалось разработать полистирольные иономеры с высокой степенью кватернизации*, позволившие создать AEM электролизер, производительность которого сопоставима с современными PEM-электролизерами.
Кватернизаця* — преобразование соединений элементов 15-ой группы (N, P, As, Sb), атомы которых имеют свободную электронную пару, в четвертичные соли при взаимодействии с реагентами типа RX (Х — анионоидная группа).
Результаты исследования
Прежде чем понять, на что способен усовершенствованный AEM электролизер, необходимо было установить, чего он не может, т.е выяснить факторы, ограничивающие его производительность. Для этого были проведены эксперименты с вращающимся дисковым электродом (RDE от rotating disk electrode). RDE эксперименты предоставляют информацию о различных требованиях к электролитам, используемым в топливных элементах и электролизерах, путем измерения реакции выделения кислорода (OER), реакции выделения водорода (HER), реакции восстановления кислорода (ORR) и реакции окисления водорода (HOR).
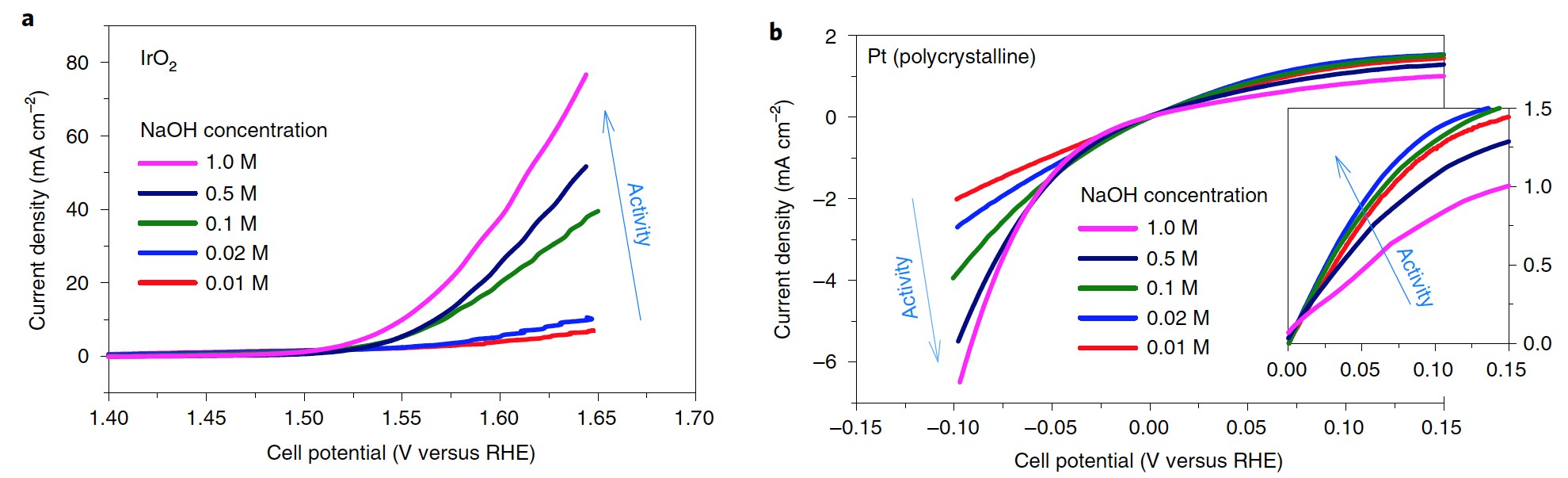
Изображение №2: влияние концентрации NaOH (гидроксид натрия) на активность электрокатализаторов.
На графиках выше показаны поляризационные кривые OER с использованием IrO2 и HER с использованием поликристаллического платинового электрода (Pt poly) в зависимости от концентрации NaOH. Активность OER и HER для AEM электролизера значительно увеличивалась при увеличении концентрации NaOH с 0.01 М (рН = 12) до 1 М (рН = 14). HOR активность Pt poly проявляет максимальную активность при концентрации NaOH в 0.02 М (вставка на 2b). Потеря активности HOR при более высокой концентрации NaOH (> 0.1 М) также сопровождалась более низкой плотностью тока, ограничивающей диффузию.
Более низкая HOR активность Pt poly с концентрированным раствором NaOH объясняется кумулятивной совместной адсорбцией катион-гидроксид-вода, что ограничивает доступ водорода к поверхности катализатора. Однако совместная адсорбция не влияет на активность HER и OER, поскольку адсорбция происходит от 0 до 0.9 В. Влияние концентрации NaOH на активность ORR Pt poly показало тенденцию, аналогичную HOR.
ORR-активность Pt поли увеличивалась при увеличении концентрации NaOH с 0,01 до 0.1 М, затем начинала уменьшаться при дальнейшем увеличении концентрации NaOH до 1 М.
Результаты экспериментов предполагают, что концентрация гидроксида аммония, необходимая для AEM электролизеров и AEM топливных элементов, может быть различной. Для AEM электролизеров предпочтительнее иономер с более высокой ионообменной емкостью (IEC от ionexchange capacity). Для AEM топливных элементов лучше подойдет иономер со средним IEC, так как иономеры с более высоким IEC вызывают ограниченный перенос газа из-за нежелательной совместной адсорбции катион-гидроксид-вода.
Далее ученые решили выяснить, каким должен быть иономер для AEM электролизеров. Эксперименты с RDE показали, что обеспечение условий с высоким pH (> 13) в электродах имеет важное значение для создания высокоэффективных AEM электролизеров.
На данный момент доступные анионообменные иономеры имеют две критические проблемы, которые могут ограничивать среду с высоким pH в AEM электролизерах.
Первая проблема заключается в наличии фенильных групп в основной цепи иономера. Ранее проведенное исследование показало, что фенильная группа в основной цепи иономера может окисляться при OER потенциалах и образовывать фенольное соединение, которое является кислым (pKa = 9.6). К сожалению, большинство стабильных щелочных иономеров содержат фенильные группы в своей структуре.
Следовательно, AEM электролизеры, использующие иономеры, содержащие фенильную группу, так или иначе подвержены образованию фенола.
В аспекте окисления фенильной группы было обнаружено несколько крайне важных особенностей. Скорость образования фенола связана с энергией адсорбции фенильной группы на поверхности OER катализаторов, а незамещенные фенильные группы в боковой цепи полимера оказывают более вредное воздействие по сравнению с замещенной аммонием фенильной группой.
Структура и размер фрагментов основной цепи в полиароматических соединениях сильно влияют на адсорбцию фенила, тогда как функционализированная боковой цепью фенильная группа демонстрирует гораздо более низкую энергию адсорбции из-за конкурирующей адсорбции с аммониевыми группами. Кроме того, биметаллические платиновые катализаторы (например, PtRu, PtNi и PtMo) могут эффективно снижать энергию адсорбции фенила.
Вторая проблема заключается в низкой концентрации функциональных групп гидроксида аммония в анионообменных иономерах. Значение IEC классических анионообменных иономеров, разработанных для AEM топливных элементов, обычно составляет около 1.5 мЭкв г -1 (мЭкв — миллиэквивалент). Для иономера предполагаемая концентрация аммония в наполненном водой электроде относительно низкая (~0.1 М). Неоднородное распределение иономера в электроде дополнительно снижает эффективность реакции и проводимость гидроксида. Следовательно, иономеры с более высоким IEC должны быть полезны для повышения производительности AEM электролизера.
Однако одно тянет за собой другое, так как для синтеза иономера с высоким IEC необходимо учитывать несколько критериев.
Во-первых, существует ограничение на максимальное количество аммониевых групп на полимерное составное звено (группа атомов, составляющих полимер).
Во-вторых, анионообменные иономеры с высоким IEC часто подвергаются реакции сшивания во время процесса функционализации, что затрудняет дальнейшую обработку.
И, в-третьих, когда анионообменные иономеры синтезируются с высоким IEC, они часто становятся растворимыми в воде, что непригодно для применения в электродах.
Как ни крути, а обойти все эти ограничения будет не так и просто. Тем не менее, взяв за основу вышеописанные данные, ученые подготовили несколько функционализированных триметиламмонием полистирольных иономеров (3а).
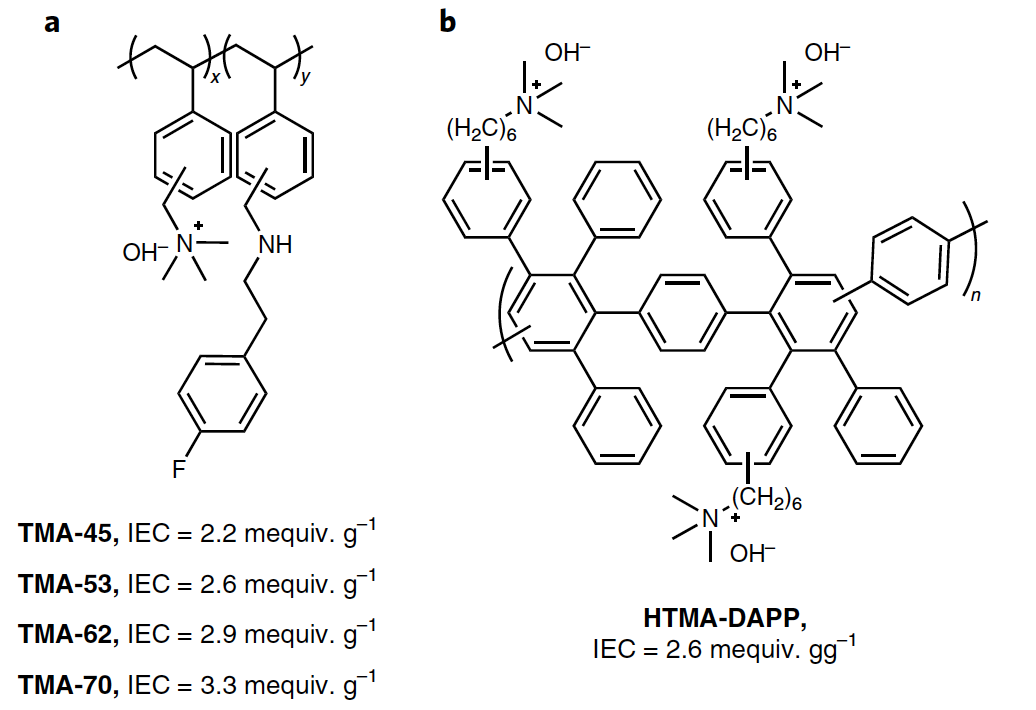
Изображение №3: химическая структура полимерных материалов, использованных в исследовании.
Созданные иономеры обладали достаточно уникальными характеристиками по сравнению с обычными иономерными связующими, разработанными для AEM топливных элементов.
Во-первых, основная алифатическая полимерная цепь не содержит фенильной группы. Отсутствие фенильной группы в основной цепи полимера исключает возможность адсорбции фенила и образования кислого фенола.
Во-вторых, основная цепь полимера не содержит длинных неионных алкильных цепей, которые могут снизить растворимость полимера.
В-третьих, все фенильные группы в боковых цепях имеют замещенные аммониевые или аминные группы, которые минимизируют адсорбцию фенильных групп и помогают поддерживать высокий рН.
По завершению синтеза иономеров было обнаружено, что их IEC варьируется в диапазоне от 2.2 до 3.3. Для AEM был подготовлен HTMA-DAPP, т.е. полифенилен Дильса-Альдера, функционализированный гексаметилтриметиламмонием (3b). Гидроксидная проводимость HTMA-DAPP составляла 120 мСм/см при 80 °C (мСм — миллисименс; сименс — единица измерения электрической проводимости).
Основная цепь полифенилена в высокомолекулярном полимере HTMA-DAPP обеспечивает превосходную механическую прочность (растягивающее напряжение > 20 МПа при относительной влажности 90% при 50 °C). А вот кватернизованный полистирол слишком хрупок для создания мембран и поэтому не подходит для применений с водным AEM электролизером, который требует механически стабильных AEM.
Щелочная стабильность HTMA-DAPP также достаточно высока: проявление минимального разложения в течение > 3000 часов в 4 М NaOH при 80 °C. Этот показатель гарантирует проведение испытаний AEM электролизера при рабочей температуре в 85 °C.
В условия использования чистой воды мембранный электрод демонстрирует плотность тока 107 мА см -2 при 1.8 В и 60 °C. Если же добавить в воду 0.1 М NaOH, то показатели увеличиваются в 3.5 раза до 376 мА см -2 при 1.8 В и 60 °С.
Если при использовании чистой воды увеличить рабочую температуру до 85 градусов, то плотность тока в электролизере возрастет до 224 мА см -2 .
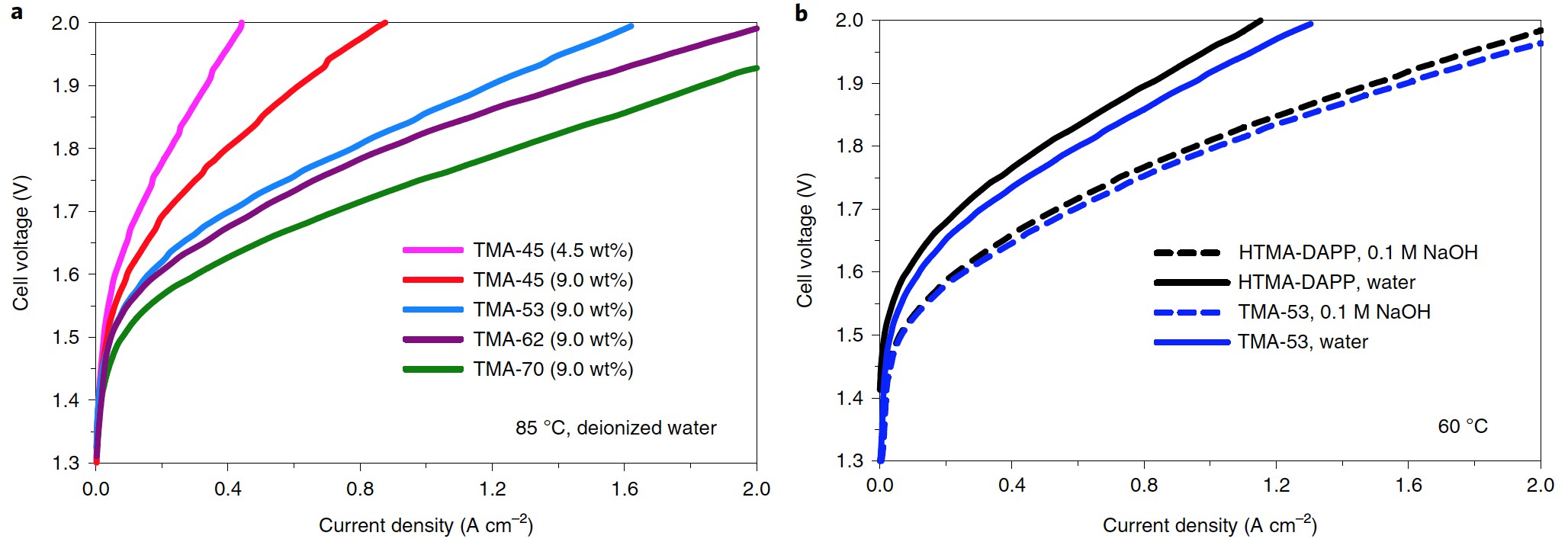
Изображение №4: влияние иономеров на производительность AEM.
На графике 4а продемонстрирован прогресс улучшения рабочих характеристик электролизера за счет исследуемого иономера.
Чтобы получить данное улучшение, необходимо было сначала точно определить необходимое содержание иономера. В результате плотность тока мембранного электрода с 9 мас.% иономера (в два раза выше от базового значения) составляла 405 мА см -2 при 1.8 В (красная кривая), что в 1.8 раза больше, чем базовый показатель мембранного электрода (MEA).
Далее была проведена интеграция мембранного электрода и иономеров триметиламина (CH3)3N, которые демонстрировали более высокие значения IEC при более высоком содержании иономеров. Производительность MEA с использованием TMA-53 (IEC = 2.6) значительно увеличилась (синяя кривая). При 1.8 В плотность тока составляла 791 мА см -2 , что в 2.0 раза больше, чем у MEA с TMA-45. Плотность тока при 1.8 В МЭС с TMA-62 (фиолетовая кривая) и TMA-70 (зеленая кривая) дополнительно увеличилась до 860 и 1360 мА см -2 соответственно. Плотность тока MEA с TMA-70, была в 1.7 раза выше, чем у MEA с TMA-53, и в 6 раз выше, чем у базового MEA при 1.8 В.
Помимо влияния иономеров на производительность электролизера, ученые также исследовали влияние фенильной группы в иономере (4b). Для этого были проведены эксперименты, в которых сравнивались два МЕА, которые были одинаковы, за исключением связующего электрода. Первый электрод — это MEA с HTMA-DAP, а второй — с TMA-53. Содержание иономера (9 мас.%) и значение IEC (2,6) для обоих электродов было также одинаковым.
При использовании 0.1 М NaOH электролита рабочие характеристики электролизера у обоих электродов были очень похожи: 954 мА см -2 для HTMA-DAPP MEA и 1.052 мА см -2 для TMA-53 MEA. Однако, если использовалась чистая вода, MEA с TMA-53 (630 мА см -2 ) показал заметно более высокую производительность по сравнению с MEA с DAPP-HTMA (484 мА см -2 ).
Подобные наблюдения указывают на то, что работа электролизера менее чувствительна к 0.1 М NaOH. Это может объясняться тем, что кислотные фенолы от окисления фенильной группы были нейтрализованы щелочным раствором.
Далее было проведено более детальное изучение характеристик MEA с TMA-70 посредством использования катализаторов, не содержащих металлов платиновой группы. В качестве анода был использован катализатор на основе нанопены NiFe.
Проверка характеристик MEA с разным содержанием иономеров в анодном NiFe катализаторе позволила определить, что 20 мас.% содержание иономера является наиболее эффективным.
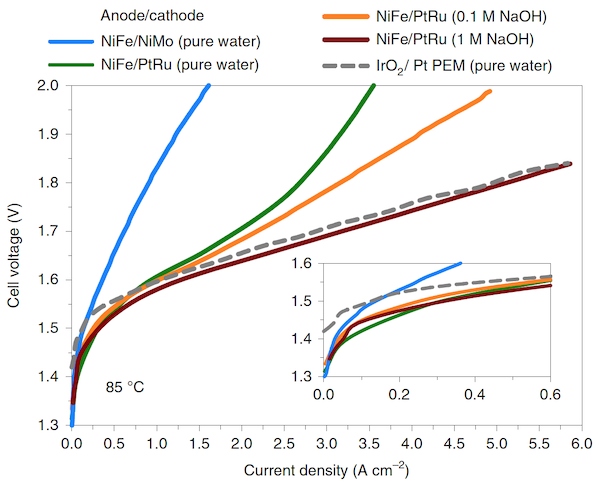
Изображение №5: производительность AEM электролизера с анодным катализатором без применения металлов платиновой группы.
На графике выше показаны показатели производительности AEM электролизера с анодным NiFe катализатором в условиях подачи 1 М и 0.1 М растворов NaOH (60 °С) и чистой воды (85 °С) при 1.8 В: 5.3 А см -2 (1 М NaOH); 3.2 А см -2 (0.1 М NaOH); 2.7 А см -2 (чистая вода).
Далее для большей наглядности рабочие характеристики MEA с анодным NiFe катализатором сравнили с характеристиками электролизера с протонообменной мембраной (PEM), в которых используются катализаторы с металлами платиновой группы.
В кинетической области при напряжениях менее 1.58 В MEA с NiFe катализатором превзошел PEM электролизер (вставка на изображении №5). Если подробнее, то при 1.5 В плотность тока MEA составила 300 мА см -2 , а это в два раза выше, чем у PEM электролизера, где используется IrO2 (оксид иридия) и наноструктурированные тонкие пленки.
Изображение №6: показатели прочности AEM электролизеров с NiFe катализатором.
Помимо прочего ученые также решили проверить прочность AEM электролизера на чистой воде. На 6а показан кратковременный тест на прочность АЭМ электролизера с NiFe катализатором при постоянной плотности тока 200 мА см -2 . Как при 60, так и при 85 °С напряжение быстро увеличивалось в течение ~ 10 часов.
Было обнаружено, что частицы катализатора были вымыты как из анодного, так и из катодного выходных потоков. Это может свидетельствовать о том, что иономер с высоким IEC (TMA-70) не удерживал частицы катализатора во время непрерывной работы.
Увеличение силы связывания иономера можно было достичь путем применения того же иономера с более низким IEC при 60 °C.
На 6b показан кратковременный тест на прочность AEM электролизера с использованием иономера TMA-53. По результатам четко видно, что система работает стабильно в течение более 100 часов после начального повышения напряжения с 1.75 до 2.1 В. Начальное повышение напряжения в течение первых 40 часов, вероятно, связано с окислением фенила.
Вывод достаточно печальный — система хоть и показывает отличные результаты по производительности, но не может похвастаться тем же в аспекте долговечности.
Для более подробного ознакомления с нюансами исследования рекомендую заглянуть в доклад ученых.
Эпилог
В данном труде исследователи продемонстрировали модель связующей системы для электродов, которая способна повысить производительность AEM электролизера. Такой вариант по своим характеристикам не уступает современным PEM электролизерам, при этом он не нуждается в металлах платиновой группы, что значительно снижает себестоимость всей системы.
Связующее для электродов было синтезировано на основе результатов экспериментов с вращающимся дисковым электродом, которые показали важность высокого локального pH для эффективной реакции выделения водорода и реакции выделения кислорода.
Удаление фенильных групп из основной цепи полимера позволяет предотвратить образование кислых фенолов, которые могут нейтрализовать гидроксид четвертичного аммония и снизить рН электролита. Кроме того, повышение рН электродов было достигнуто путем увеличения содержания иономера и IEC.
AEM электролизер, использующий кватернизованный иономер полистирола аммония, продемонстрировал отличную производительность даже без циркулирующего щелочного раствора.
Конечно не обошлось и без недостатков. В дальнейшем ученые намерены провести ряд дополнительных исследований для улучшения производительности разработанной системы и для повышения ее долговечности.
В совокупности все рассмотренные наблюдения являются дополнительными сведениями в области разработки высокоэффективных систем электролизеров, а также позволяют понять, как эффективнее хранить возобновляемую энергию.
Как говорят сами авторы исследования, суть заключается в том, что источники возобновляемой энергии весьма нестабильны. За одинаковый промежуток времени можно получить разный объем энергии, поскольку могут быть разные условия (например, ветрогенератор в безветренную погоду не особо эффективно работает). Тем не менее, порой имеется излишек энергии, которую необходимо эффективно утилизировать. Авторы сего труда считают, что использовать данную возобновляемую энергию нужно для производства водорода, необходимость в котором из года в год только растет.
Благодарю за внимание, оставайтесь любопытствующими и хорошей всем рабочей недели, ребята. 🙂
Немного рекламы 🙂
Спасибо, что остаётесь с нами. Вам нравятся наши статьи? Хотите видеть больше интересных материалов? Поддержите нас, оформив заказ или порекомендовав знакомым, облачные VPS для разработчиков от $4.99, уникальный аналог entry-level серверов, который был придуман нами для Вас: Вся правда о VPS (KVM) E5-2697 v3 (6 Cores) 10GB DDR4 480GB SSD 1Gbps от $19 или как правильно делить сервер? (доступны варианты с RAID1 и RAID10, до 24 ядер и до 40GB DDR4).
Dell R730xd в 2 раза дешевле в дата-центре Equinix Tier IV в Амстердаме? Только у нас 2 х Intel TetraDeca-Core Xeon 2x E5-2697v3 2.6GHz 14C 64GB DDR4 4x960GB SSD 1Gbps 100 ТВ от $199 в Нидерландах! Dell R420 — 2x E5-2430 2.2Ghz 6C 128GB DDR3 2x960GB SSD 1Gbps 100TB — от $99! Читайте о том Как построить инфраструктуру корп. класса c применением серверов Dell R730xd Е5-2650 v4 стоимостью 9000 евро за копейки?
- Блог компании ua-hosting.company
- Научно-популярное
- Энергия и элементы питания
- Химия
- Экология
Получение водорода электролизом воды: современное состояние, проблемы и перспек Текст научной статьи по специальности «Химические технологии»
Аннотация научной статьи по химическим технологиям, автор научной работы — С. А. Григорьев, В. И. Порембский, В. Н. Фатеев, Р. О. Самсонов, С. И. Козлов
В 80-х гг. прошлого века мировой нефтяной кризис дал мощный импульс развитию научно-исследовательских и опытно-конструкторских работ в области поиска альтернативных топлив, прежде всего для транспортных двигателей. Одним из таких экологически чистых топлив, которое может применяться в качестве горючего благодаря своим уникальным физикохимическим свойствам, является водород. Настоящая статья посвящена анализу современного состояния и перспективам получения водорода электролизом воды.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по химическим технологиям , автор научной работы — С. А. Григорьев, В. И. Порембский, В. Н. Фатеев, Р. О. Самсонов, С. И. Козлов
Обратимые электрохимические системы с твердым полимерным электролитом
Влияние давления на процесс электролиза воды с деполяризацией анода сернистым ангидридом
Исследование высокотемпературного топливного элемента с твердополимерным электролитом и определение эффективности работы энергоустановки на его основе
Синтез и исследования наноструктурных катализаторов для электрохимических систем с твердым полимерным электролитом
Топливные элементы с твердым полимерным электролитом
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Текст научной работы на тему «Получение водорода электролизом воды: современное состояние, проблемы и перспек»
Получение водорода электролизом воды: современное состояние, проблемы и перспективы
начальник лаборатории ФГУ РНЦ «Курчатовский институт», к.т.н.,
начальник отдела ФГУ РНЦ «Курчатовский институт»,
директор института водородной энергетики ФГУ РНЦ «Курчатовский институт», профессор, д.х.н.,
генеральный директор ООО «ВНИИГАЗ», д.т.н.,
зам. генерального директора ООО «ВНИИГАЗ», д.т.н.
В 80-х гг. прошлого века мировой нефтяной кризис дал мощный импульс развитию научно-исследовательских и опытно-конструкторских работ в области поиска альтернативных топлив, прежде всего для транспортных двигателей. Одним из таких экологически чистых топлив, которое может применяться в качестве горючего благодаря своим уникальным физико-химическим свойствам, является водород. Настоящая статья посвящена анализу современного состояния и перспективам получения водорода электролизом воды.
Общие сведения о процессе электролиза воды
Электролиз воды был впервые проведен в 1800 г. английским ученым Вильямом Николсоном, а месяцем позже немецкий ученый Иоганн Риттер повторил эти опыты, причем Риттеру впервые удалось собрать выделяющиеся водород и кислород по отдельности. Но только через сто лет электролиз становится одним из первых промышленных методов получения водорода.
В 1927 г. норвежская компания «Norsk Hydro Electrolysers» изготовила первый промышленный образец водно-щелочного электролизера для завода по производству аммиака. В Норвегии же были построены два крупнейших электролизных завода с 300 электролизерами, производящие более 60 тыс. нм3/ч водорода [1].
В 1833-1834 гг. английский ученый Майкл Фарадей открыл количественные законы электролиза, устанавливающие связь между количеством прошедшего через электролит электричества q, массой m и химической природой веществ, участвующих в процессе: m = кэд,
где V — количество газа, выде-
лившегося в процессе электролиза (производительность электролизера), м3.
Причиной отклонения от теоретических значений являются расход электроэнергии на электролиз примесей, обратная реакция образования воды из водорода и кислорода и т.п.
С точки зрения термодинамики максимальный (то есть при 100%-ном выходе по току) КПД электролизера — это отношение теплоты сгорания произведенного водорода к изменению энергии Гиббса в процессе электролиза (электрической энергии, необходимой для электролиза): АН Е-™т
пряжение; Е -жение
равновесное напря-ячейки (продля реакции
где кэ= — [кг/Кл = кг/(Ахс)] — электрохимический эквивалент;
М [кг/моль] — молярная масса вещества, выделившегося на электроде; п — число электронов, участвующих в электрохимической реакции;Р = 96485,3 Кл/моль — постоянная Фарадея.
Зная величину тока I и время его протекания Г, можно рассчитать теоретическое (максимальное) количество полученного водорода (или кислорода) при электролизе воды:
где V — теоретический объем вы» теор ~
делившегося газа, м3; I- сила тока, А; Г -время, с; р — плотность газа, кг/м3.
Важной характеристикой электролизера является выход по току, который характеризует эффективность преобразования электрической энергии в химическую и представляет собой отношение реально произведенного объема газа к теоретическому, которое должно было бы выделяться в соответствии с законами Фарадея:
электролизной тивоЭДС), равное 2Н2О = О2+2Н2. пР
Термонейтральным напряжением называется напряжение, необходимое для электрохимического разложения воды при постоянной температуре без теплообмена с внешней средой: АН пБ ‘
Таким образом, при термонейтральном напряжении («1,48 В при температуре ниже 100°С) разложение воды происходит только за счет подводимой электрической энергии, без выделения или поглощения теплоты. При напряжениях выше термонейтрального процесс электролиза является экзотермическим, то есть идет с выделением теплоты. Значение Е (ЭДС), как и изменение энергии Гиббса, зависит от температуры, парциальных давлений реагентов и/или активности (концентрации) воды, а также ряда менее существенных факторов. Для электролиза воды:
где Е° — стандартное значение равновесной разности потенциалов (равное 1,229 В при 25°С, если вода находится в жидкой фазе), зависящее от темпе-
ратуры; Я = 8,31 Дж/(мольЖ) — универсальная газовая постоянная; Т — температура; Р^, РН2 и РЯг0 -парциальные давления продуктов реакции и реагента (если вода находится в жидкой фазе, то ее активность принимается за 1).
При обратимом протекании химической реакции в изотермических условиях:
ав° = ш° — ш; и дс; = пре° .
При нормальных условиях для электролиза воды в жидкой фазе АG» = 237,23 кДж/моль (2,94 кВт^ч/м3 );
АН» = 285,83 кДж/моль (3,54 кВт-ч/ м3 ); А5° = 163,09 кДж/моль; если
используются пары воды, то учет изменения энергии при испарении дает АG» = 228,61 кДж/моль (2,84 кВт^ч/м3 ),
АН» = 241,81 кДж/моль (или 3,00 кВт^ч/ м3 ) и А5° = 44,32 кДж/моль.
Энтальпия процесса разложения воды мало зависит от температуры, а положительное значение изменения энтропии ведет к уменьшению энергии Гиббса и уменьшению ЭДС, то есть термодинамический КПД растет с температурой (таблица и рис. 1).
Равновесные термодинамические процессы протекают с бесконечно малыми скоростями, то есть при напряжении на электролизной ячейке, равной Е, практическое производство водорода невозможно. Для проведения процесса электролиза с заметной скоростью требуется соответствующее смещение потенциалов электродов от равновесия, и
Равновесные разности потенциалов (противоЭДС) и термодинамический КПД реакции электролиза воды при различных температурах и атмосферном давлении
t, °C 25 90 800 1000
Е, В 1,229 1,176 0,978 0,920
Птд 1,205 1,251 1,316 1,407
АН, A G, TAS, кДж/моль
20 30 40 50 60 70 80 90 100 110 120 130 140 150 00000000000000
Рис. 1. Зависимость изменения термодинамических параметров процесса электролиза воды от температуры (скачкообразное изменение ан и тав при температуре 373К соответствует переходу от электролиза воды в жидкой фазе к электролизу водяного пара)
напряжение на ячейке растет по сравнению с величиной Е: увеличивается на перенапряжение катодной (выделение водорода) Пк) и анодной (выделение кислорода) (па) реакций. Кроме того, в системе возникают омические (/Я) потери, связанные с сопротивлением электролита и электронных проводников при прохождении тока. В связи с этим напряжение на ячейке электролизера (Ц) отличается от равновесного значения (Е):
Значения пк и па в первом приближении связаны с плотностью тока уравнением Тафеля:
где а =—lni0 и Ь = 2,303 ———,
где а — коэффициент переноса, приблизительно равный 0,5.
Таким образом, увеличение температуры электролиза ведет к увеличению КПД за счет уменьшения Е и q, а также снижению сопротивления электролита.
U = Е + IR + (аа + ba-ln i) + (ак + bK-ln i), то есть отличие U от Е растет с плотностью тока (рис. 1).
Реальный КПД электролиза (с учетом выхода по току) равен т)т —.
Так как для электролиза воды требуется постоянный ток, то значение КПД должно также учитывать КПД выпрямителя.
В качестве характеристики электролизера воды на практике используется величина удельных затрат электроэнергии (W) на производство 1 м3 водорода при нормальных условиях (выход по энергии) с размерностью кВт^ч/м3. Удельные энергозатраты определяются уравнением:
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
где I — сила тока, A; U — напряжение электролизера, В; t — время, ч; V — объем произведенного газа, м3.
Для корректного сравнения эффективности различных электролизеров (батарей электролизных ячеек) в значение удельных энергозатрат (как и в КПД) не включают затраты на работу вспомогательных систем, водоподго-товку и т.п.
Основные виды электролизеров
Среди различных типов электролизеров наибольшее распространение получили водно-щелочные электролизеры, электролизеры с твердым полимерным электролитом (ТПЭ) и твердо-оксидные электролизеры, основные характеристики которых представлены на рис. 2.
Как следует из данных рис. 2, КПД электролизеров может достигать 1, а плотности тока — 1 А/см2 и более, что для электрохимических систем весьма велико.
Принципиальная схема электролизной установки показана на рис. 3 на примере электролизера с ТПЭ [2].
Электролизные установки оснащены насосами для циркуляции воды/ электролита, что обеспечивает охлаждение электролизной батареи, так как процесс электролиза (как и в случае водно-щелочных электролизеров) идет при напряжениях выше ЕТН. В случае высокотемпературных электролизеров в состав установки входит также испаритель воды.
Особенности основных типов электролизеров рассмотрены ниже.
До настоящего времени основным процессом получения водорода разложением воды является водно-щелочной электролиз (рис. 4). Существенным моментом в развитии этой технологии явилось создание заводов по обогащению тяжелой воды. Первые заводы для этой цели были построены в Норвегии.
В качестве электролита в водно-щелочном электролизере применяются водные растворы КОН или №ОН. Концентрация электролита в растворе, как правило, до 40% , чтобы обеспе-
чить максимум электропроводности при рабочих температурах до 90°С. Удельная электропроводность раствора КОН составляет 54,3Ч10-2 Ом-1см-1 при 25°С [3].
В качестве электродов используются стальные сетки, покрытые иногда слоем пористого никеля, получаемого выщелачиванием цинка из сплава 1\М^п (никель Ренея). Пористую диафрагму, разделяющую катодное и
кВтхч/м3 Н2 (термодин. КПД)
Рис. 2. Зависимость напряжения на ячейке (и), удельных энергозатрат (!№) и термодинамического КПД от плотности тока для электролизеров различных типов: 1 — промышленные щелочные электролизеры (70-95°С); 2 — электролизеры с ТПЭ (90-110°С; 0-3,0 МПа); 3 — высокотемпературные твердооксидные электролизеры (900°С) с дополнительным подводом тепловой энергии
анодное пространства, изготавливают, как правило, из асбеста. Следует отметить, что наличие пористой диафрагмы создает определенные проблемы с безопасной эксплуатацией электролизеров, особенно при повышенных давлениях, за счет возмож-
ного смешения получаемых газов, а также снижает их чистоту.
Достоинством данного типа электролизеров является относительно низкая стоимость материалов для электродов, диафрагм, отработанная технология их производства и эксплу-
Рис. 3. Схема электролизной установки на основе электролизера с ТПЭ: ЭМ — электролизный модуль; ОВ — охлаждающая вода; КФ — кислородный фильтр; КС -кислородный сепаратор; ДУ — датчик уровня; ВС — водородный сепаратор; ВФ — водородный фильтр; ВН — водяной насос; ВР — водяной резервуар; ДВ — дистиллятор воды (ионообменный фильтр); ДТ — датчик температуры; КДД — клапан датчика давления; РК — регулирующий клапан; Х — холодильник; ДК — дожигатель кислорода; О — осушитель водорода; ИС — индикатор состава; ДД — датчик давления
атации. Однако качество водорода (и кислорода) без дополнительной очистки достаточно низкое — получаемый водород содержит примеси кислорода, водяного пара со щелочью и т.п. Выше уже упоминалась проблема безопасности при работе под давлением. Разработанные композиционные пористые диафрагмы на основе полимерных материалов не снимают этих проблем.
Водно-щелочные электролизеры работают при плотностях тока 0,2-0,3 А/см2 и требуют энергозатрат для производства водорода от 4,1 до 4,5 кВт^ч/нм3, причем с ростом удельной производительности (плотности тока) быстро увеличиваются и удельные энергозатраты. Рост энергозатрат связан с экранированием поверхности электродов и увеличением омических потерь в верхней части электролизных ячеек за счет выделяющихся газовых пузырьков (рис. 4).
Водно-щелочные электролизеры промышленно производятся компаниями «Norsk Hydro Electrolysers AS» [1], «Hydrogenics Corporation» [3], в состав которой входит канадская компания «Stuart Energy Systems Corp.», и др.
В России водно-щелочные электролизеры производятся предприятием «Уралхиммаш» (рис. 5). Электролизеры с асбестовыми диафрагмами, производительностью по водороду от 4 до 250 нм3/ч, работают при давлении до 1,0 МПа, а электролизная установка ФВ-500, с производительностью по водороду до 500 нм3/ч, работает при атмосферном давлении. Безасбестовые электролизеры в России пока не созданы.
Масса и габариты водно-щелочных электролизеров достаточно велики. Например, масса отечественной установки СЭУ-3М-10 (производительность 8 м3/ч при давлении 1,0 МПа) составляет 3032 кг, а габаритные размеры
2050х915х1080 мм. Аналогичные параметры зарубежных установок примерно на 10% меньше.
Электролизеры воды с твердополимерным электролитом
Электролиз воды в аппаратах с ТПЭ рассматривается как наиболее безопасная и эффективная технология производства водорода [5].
Разработка электролизеров с ТПЭ (рис. 6) исторически связана с созданием фирмой «DuPont» перфторирован-ной ионообменной мембраны марки «Nafion» [6]. Первые электролизеры с ТПЭ были созданы в 1966 г. компанией «General Electric» [7]. Эти изделия первоначально предназначались для специальных целей (космические корабли, подводные лодки, производство полупроводников, оборудование для газовой хроматографии и т.п.).
Ионообменная мембрана, используемая в электролизерах с ТПЭ, представляет собой перфторированный полимер с функциональными суль-фогруппами (рис. 7).
Мембрана представляет собой эластичную прозрачную пленку толщиной от нескольких десятков до нескольких сотен микрон с ровной поверхностью. Мембрана обладает высокой химической и электрохимической стабильностью, что обеспечивает ресурс в десятки тысяч часов. При контакте с водой мембрана набухает и происходит диссоциация ионогенных групп, в результате чего ионы водорода получают возможность перемещаться в объеме полимера от одного электрода к другому по системе фиксированных
HiO >211 + rlOi+îc
Рис. 6. Принципиальная схема электролизной ячейки с ТПЭ
«Транспорт на альтернативном топливе» № 3 (3) май 2008 г. Л ШВ js^^tek ФЪ ВШЕ ЧИИИИЙ
Рис. 7. Структурная формула мембраны марки «Nation» фирмы «DuPont de Nemours»
сульфогрупп. Гидратированная мембрана по кислотным свойствам эквивалентна 10%-ной серной кислоте.
Удельное сопротивление мембраны существенно выше сопротивления водных растворов щелочей (11-12 Ом/см при 20°С и 5-6 Ом/см при 80-90°С [8]), и для снижения омических потерь при электролизе целесообразно использовать мембрану толщиной 100-300 мкм (меньшая толщина нежелательна из-за роста скорости переноса газов через мембрану).
Достоинства электролизеров с ТПЭ обусловлены следующими факторами:
■ мембрана малопроницаема для газов, что увеличивает надежность работы при повышенном давлении, чистоту газов и безопасность;
■ отсутствие зазора между мембраной и электродами снижает омические потери и повышает общую эффективность, так как отсутствует экранирование электродов пузырьками газа;
■ применение высокодисперсных электрокатализаторов обеспечивает высокую удельную производительность и низкое перенапряжение;
■ использование деионизирован-ной воды в качестве реагента обеспечивает высокую чистоту газов и эколо-гичность в целом [9, 10].
Указанные свойства обеспечивают высокую плотность тока (до 3 А/см2), низкое энергопотребление (до 3,6-3,9 кВт^ч/м3 при 1 А/см2), степень чистоты водорода (более 99,99%). Возможность получения водорода под высоким давлением (до 3,0 МПа и более) [8] непосредственно в электролизере позволяет исключить первую ступень комприми-рования при хранении водорода под давлением и упрощает его очистку от паров воды.
В электролизерах воды с ТПЭ применяются электрокатализаторы на основе металлов платиновой группы. К сожалению, обладающий максимальной каталитической активностью Ru неустойчив при анодной поляризации в кислых средах, и в настоящее время лучшими анодными катализаторами являются Ir, его оксид и смешанные оксидные композиции, такие как RuxIrySn1-x-yO2 и RuxTiySn1-x-yO2 с расходом катализатора порядка 2,0 мг/см2. На катоде могут быть использованы Pt или Pd, в том числе на углеродном носителе [11]. Pt также может использоваться в качестве анодного электрокатализатора, однако, в этом случае напряжение ячейки будет на 100-200 мВ выше.
В качестве материала для коллекторов тока электролизеров используется пористый титан (пористость около 30%) толщиной 600-1000 мкм. Следует отметить, что для защиты коллекторов тока от окисления также используются металлы платиновой группы (например, наносится пленка Pt с расходом до 1 мг/см2).
Основными производителями промышленных электролизеров воды с ТПЭ за рубежом являются компании «Hamilton Sundstrand», «Distributed Energy Systems» (в последнюю компанию входит «Proton Energy Systems»), «Norsk Hydro Electrolysers AS» (Норвегия) [1]. Этими компаниями созданы электролизеры, работающие под давлением до 2,8 МПа, производительностью до 26 м3/ч с возможной комбинацией электролизеров в установке производительностью 260 м3/ч.
Возможность дальнейшего прогресса в области создания электролизеров с ТПЭ продемонстрирована в рамках Японской программы «WE-
NET» [12] — создана электролизная ячейка с площадью 2500 см2, рабочим напряжением 1,556 В при 80°C и плотности тока 1 А/см2 с эффективностью преобразования энергии 95,1%, что объясняется близостью напряжения электролиза к термонейтральному потенциалу (1,48 В).
Исследования по дальнейшему совершенствованию электролизных ячеек с ТПЭ направлены на создание новых газоплотных мембран, высокоэффективных наноструктурных электрокатализаторов (в том числе неплатиновых) и бипористых коллекторов тока для повышения эффективности процессов массопереноса.
В России наибольших успехов в исследовании процессов электролиза и создании электролизеров с ТПЭ достигли ФГУ РНЦ «Курчатовский институт» и ФГУП «Красная Звезда», где разработаны электролизные установки с ТПЭ производительностью от нескольких миллилитров до нескольких м3 водорода в час. Организовано мелкосерийное производство некоторых типов электролизеров различного назначения [12].
Основные характеристики отечественных электролизных установок с ТПЭ соответствуют лучшим зарубежным аналогам: энергозатраты 4,0-4,3 кВт^ч/м3 , f=80-90°C (напряжение
на ячейке U = 1,68-1,74 В), чистота водорода > 99,98% (без дополнительной очистки), рабочее давление до 3,0 МПа, ресурс работы до 10 тыс. ч.
В настоящее время достигнутый уровень производительности единичного электролизного модуля с ТПЭ (до 26 м3/ч) уступает уровню водно-щелочных электролизеров, что во многом связано с более высокой удельной ценой на единицу производительности установки. Сегодня электролизеры с ТПЭ на 30-40% дороже водно-щелочных. Это обусловлено высокой стоимостью мембраны (около 200 долл. США на 1 м3 /ч при 1 A/см2),
электрокатализаторов с драгоценными металлами (Pt, Ir, Ru) и необходимостью применения в качестве конструкционного материала дорогого титана.
Высокотемпературные твердооксидные электролизеры
Твердооксидные электролизеры (рис. 8) служат для производства во-
дорода и кислорода из водяного пара при температуре 800-1000°С. В качестве электролита, так же как и в твер-дооксидных топливных элементах, используется диоксид циркония ^Ю2), стабилизированный оксидами иттрия и скандия.
Ионная проводимость в диоксиде циркония достигается путем переноса отрицательных ионов кислорода по дефектам кристаллической структуры керамического электролита. Удельное сопротивление твердого электролита относительно велико по сравнению с сопротивлением растворов щелочей и ионообменных мембран и составляет около 30 Ом/см даже при 900-1000°С [13], что требует уменьшения толщины электролита до 30-50 мкм. На обе поверхности керамического электролита наносятся электроды. Ячейка имеет или плоскую (аналогичную ячейкам электролизеров других типов), или трубчатую конфигурацию. Следует отметить, что высокие температуры позволяют существенно снизить требования к каталитической активности электродных материалов и исключить применение металлов платиновой группы.
В качестве материала водородного электрода используется металлокера-мический сплав на основе N и Zr. Материал кислородного электрода — платина или легированный стронцием манганит лантана [14]. Однако полностью исключить применение благородных металлов затруднительно, и на данном этапе развития они используются для организации электрического контакта между ячейками.
Уникальная способность высокотемпературного твердооксидного электролизера одновременно разлагать водяной пар и углекислый газ позволяет создать эффективную систему жизнеобеспечения, например, на космических или подводных объектах.
Равновесная разность потенциалов разложения воды в твердооксидных электролизерах при 900-1000°С составляет менее 1 В (табл. 1), и процесс электролиза с достаточной производительностью может протекать уже при 1,2-1,3 В, что соответствует затратам электроэнергии 2,8-3,0 кВт^ч/м3 .
Однако при этом для поддержания рабочей температуры необходимо подводить около 0,4-0,5 кВ>ч на 1м3
энергии в виде теплоты в рабочую зону электролизера и к испарителю. В связи с этим преимущества твердооксидных электролизеров становятся очевидными, если они используют источники отходящей высокопотенциальной теплоты, например, теплоту ядерных реакторов или концентрированную солнечную энергию.
Высокие рабочие температуры и использование тонкостенных керамических пленок твердого электролита создают определенные технологические проблемы с конструкционными материалами и конструкцией в целом. Весьма перспективным направлением является создание твердых электролитов и электролизеров на их основе, рассчитанных на более низкие температуры — 500-700°С. Однако разработанные материалы твердых электролитов на
Рис. 8. Принципиальная схема ячейки твердооксидного электролизера
эти температуры, например, В12О3, пока не соответствуют требованиям практики (высокие удельные сопротивления, недостаточная стабильность, наличие смешанной электронно-ионной проводимости, снижающей выход по току, и т.п.).
Таким образом, высокотемпературные твердооксидные электролизеры являются привлекательными с точки зрения термодинамики (равновесная разность потенциалов электролиза составляет менее 1 В при 900°С) и кинетики (низкое перенапряжение, низкий уровень диффузионных ограничений). Твердооксидные электролизные ячейки не требуют благородных металлов для электрокатализаторов и менее чувствительны к чистоте воды.
Однако сложность решения технологических проблем для высоких рабочих температур обусловливает достаточно медленное развитие твердооксидных электролизеров с керамическим электролитом, несмотря на то, что над решением этих проблем работают такие исследовательские центры как «^¡етепБ-МеБ^пдЬюиБе» (США-Германия), Институт высокотемпературной электрохимии РАН (г. Екатеринбург), ФГУ РНЦ «Курчатовский институт» (г. Москва), ГНЦ «Физико-энергетический институт им. А.И. Лейпунского» (г. Обнинск) и др.
Высокотемпературные электролизеры имеют еще один недостаток — достаточно длительное время пуска и останова из-за ограничений на градиент температуры при разогреве (остывании) рабочей зоны, определяемых различием коэффициентов термического расширения элементов конструкции. Поэтому использование таких аппаратов при периодическом режиме работы (транспорт, возобновляемая энергетика) нецелесообразно.
Этот недостаток исчезает при использовании высокотемпературных электролизеров для утилизации «даровой» теплоты высокотемпературных ядерных реакторов. Таким образом, коммерциализация технологии получения водорода в электролизерах с твер-дооксидными электролитами задача отдаленного будущего.
Потребность и использование
В России современные потребности промышленности в водороде [15] составляют:
— 10000-15000 м3/ч (потребная производительность электролизеров 10-40 м3/ч);
■ металлургия — около 8000 м3/ч водорода (потребная производительность электролизеров более 100 м3/ч);
— около 5000 м3/ч водорода (потребная производительность электролизеров 10-40 м3/ч);
■ пищевая промышленность — около 2000 м3/ч (потребная производительность электролизеров 10-100 м3/ч, и намечается рост потребления водорода в основном для гидрогенизации жира);
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
■ энергетика (использование водорода на электростанциях для охлаждения) — около 1000 м3/ч (потребная производительность электролизеров 10-20 м3/ч).
Однако в России электролизные технологии для промышленного производства водорода практически не используются. В настоящее время электролизеры применяются лишь при производстве тяжелой воды, кислорода и перекиси водорода, разделении изотопов водорода и т.п.
По экспертным оценкам с развитием водородной энергетики и, в первую очередь, транспортных силовых установок, работающих на водороде (или с добавкой водорода к основному топливу), потребность в водороде будет постоянно возрастать.
Зарубежные компании интенсивно проводят разработки пилотных образцов водородных заправочных станций. Например, компанией «Hydrogenics Corporation» созданы и введены в эксплуатацию станции для заправки автотранспорта сжатым до 40,0 МПа водородом [2].
При создании демонстрационно-экспериментального парка водородного автотранспорта потребуются электролизные установки производительностью 10-100 м3/ч. Для дальнейшего развития инфраструктуры заправки водородом необходимо создание промышленных электролизных установок с производительностью 100-1000 м3/ч.
К сожалению, в России работы по решению технических, технологических и организационных проблем, связанных с развитием водородной инфраструктуры (в частности, водородных заправочных станций), целенаправленно практически не проводятся.
аспекты получения водорода электролизом
Несмотря на высокий КПД процесса электролиза стоимость водорода, получаемого этим методом, относительно высока, так как для получения водорода необходима электрическая энергия, КПД производства которой не превышает 50%. Это увеличивает стоимость электролизного водорода, и, как следствие, доля электролизного водорода в общем объеме его промышленного производства составляет лишь 4%. Основным сырьем промышленного производства водорода в настоящее время служит природный газ — 48%, нефть — 30%, уголь — 18% [16].
Цена электролизного водорода зависит от величины капитальных и эксплуатационных затрат. Соотношение этих затрат, в свою очередь, определяется в основном сроком службы, загрузкой в течение года и удельной производительностью электролизной установки. Срок службы водно-щелочных и твердополимерных электролизеров до капитального ремонта ~ 5 лет. При загрузке электролизера ~ 5000 ч/г. стоимость водорода на 6570% определяется стоимостью электроэнергии.
Выше было отмечено, что электролизеры с ТПЭ имеют определенные преимущества перед водно-щелочными: обеспечивают высокую чистоту получаемого водорода, возможность проведения электролиза при высоких давлениях, меньший расход электроэнергии, а также имеют в 23 раза большую плотность тока, что позволяет варьировать производительность электролизера в широких пределах. Однако получаемый водород на 30-40% дороже газа, получаемого в водно-щелочных электролизерах.
Сравнительные экономические оценки, проведенные для одинакового срока эксплуатации в пять лет,
показали, что стоимость водорода, произведенного методом электролиза с ТПЭ, может быть меньше, чем стоимость водорода, произведенного методом водно-щелочного электролиза, особенно если принять во внимание стоимость зданий, вспомогательного оборудования и систем очистки водорода. Однако при уменьшении загрузки до 2000-3000 ч/г. и менее, снижении удельной производительности и стоимости электроэнергии, доля капитальных затрат в стоимости водорода начинает превалировать, и водно-щелочные электролизеры становятся экономически более выгодными, чем твердополимерные.
В настоящее время средняя стоимость водорода, произведенного методом конверсии природного газа, составляет около 1,5-2,0 долл. США за 1 кг, а стоимость электролизного водорода составляет 3-4 долл. США за 1 кг [17].
Существуют реальные предпосылки для снижения стоимости электролизеров с ТПЭ, так как в конструкциях электролизеров с ТПЭ используются те же материалы и технологии, что и в топливных элементах с ТПЭ (мембраны, электрокатализаторы). Очевидно, что коммерциализация энергоустановок с топливными элементами с ТПЭ повлечет за собой и коммерциализацию электролизеров с ТПЭ. Главным препятствием для коммерциализации технологий с ТПЭ в топливных элементах и электролизерах является использование металлов платиновой группы. Над решением актуальной задачи снижения расхода драгоценных металлов работают ведущие научные центры мира.
Лучше обстоит дело с другим дорогостоящим элементом — твердопо-лимерной мембраной. Уже сегодня разработанные технологии позволили снизить оптовую цену мембраны №Лоп до 50-100 долл. США за 1 м2, в то время как стоимость ее в начале разработки составляла 1000 долл. США за 1 м2.
Следует сказать также об электролизе морской воды, которая за счет растворенных солей является достаточно хорошим электролитом. Однако морская вода имеет большое сопротивление, и для повышения эф-
фективности процесса электролиза требуется введение дополнительных добавок щелочей или солей. Наиболее существенной проблемой при электролизе морской воды является выделение хлора на «кислородном» электроде. Выход хлора по току может быть уменьшен за счет использования селективных электрокатализаторов, варьирования условий проведения процесса и т.п., однако, полностью исключить процесс выделения хлора практически нереально. Очистка же морской воды процесс дорогостоящий — для дистилляции морской воды требуется затратить 2500 кДж/кгводы (около 2000 кДж на 1 м3 ), что экономически невы-
годно. В связи с этим использование морской воды для промышленного получения водорода в ближайшее время маловероятно.
Результаты проведенного анализа проблем получения водорода электролизом воды позволяют сделать вывод о том, что в области создания высокоэффективных электролизеров воды достигнут существенный прогресс, созданы новые типы аппаратов, что открывает перспективы создания водородной инфраструктуры децентрализованного производства водорода и, в частности, сети водородных заправочных станций.
Пример Норвегии показывает, что сложившаяся за десятилетия инфраструктура делает существование водородных производств экономически выгодным.
К сожалению, экономическая база для создания новых производств водорода методом электролиза в нашей стране пока отсутствует, и для решения этой задачи в ближней перспективе более реально рассматривать создание водородных заправочных станций на основе автономных установок конверсии природного газа.
В долгосрочной же перспективе для экологически чистого производства водорода более целесообразно его получение на основе электролиза воды, тем более что цена на электролизный водород приближается к цене водорода, получаемого из непрерыв-
но дорожающего природного газа метана.
Электролизеры с ТПЭ — наиболее перспективный тип аппаратов для получения водорода, особенно с учетом идентичности технологий ТПЭ, применяемых в конструкциях энергоустановок на топливных элемен-
тах и электролизерах. Практическое использование высокотемпературных электролизеров целесообразно лишь в составе атомно-водородных комплексов с высокотемпературными реакторами, что является крайне важной, но достаточно отдаленной перспективой.
1. http://www.hydro.com/en/, www.hydroelectrolysers.com
2. Lymberopoulos N. «Hydrogen production from renewables» Report on RES2H2.
3. Кулешов Н.В., Коровин Н.В., Терентьев А.А., Рыжиков А.В. Отечественные электролизеры — необходимая составляющая водородной энергетики России — Труды Международного симпозиума по водородной энергетике. Москва, 1-2 ноября 2005 г. — М.: Издательство МЭИ, 2005. — С. 156-162.
5. http://www.hydro.com/en/ Press-room/News/Archive/2006/April/16965
6. Mosdale R., Srinivasan S. Analysis of performance and of water and thermal management in proton exchange membrane fuel cells // Electrochim. Acta. — 1995. — Vol. 40. — No 4. — P. 413-421.
7. Davenport R.J., Schubert F.H. «Space water electrolysis: space station through advanced missions» // Journal Power Sources. — 1991. — V. 36. Р. 235-250.
8. Григорьев С.А., Халиуллин М.М., Кулешов Н.В., Фатеев В.Н. Электролиз воды в системе с твердым полимерным электролитом/ Электрохимия, т. 37, № 8, 2001. — С. 953-957.
9. Пахомов В.П., Фатеев В.Н. Электролиз воды с твердым полимерным электролитом. — М.: ИАЭ им. И.В. Курчатова, 1990.
10. Фатеев В.Н., Арчаков О.В., Лютикова Е.К., Куликова Л.Н., Порембский В.И. Электролиз воды в системах с твердым полимерным электролитом. Электрохимия. 1993. Т. 29. С. 551. № 4. С. 551-557.
11. Grigoriev S.A., Millet P., Fateev V.N. «Evaluation of carbon-supported Pt and Pd nanoparticles for the hydrogen evolution reaction in PEM water electrolysers» // Journal of Power Sources, vol. 177, issue 2, March 2008. Р. 281-285.
12. Yamaguchi M., Horiguchi M., Nakanori T. «Development of Large-Scale Water Electrolyzer Using Solid Polymer Electrolyte in WE-NET» Proceedings of the 13th World Hydrogen Energy Conference (Beijing, China, June 12-15, 2000), vol. 1. Р. 274-281.
13. Перфильев М.В., Демин А.К., Кузин Б.Л. «Высокотемпературный электролиз газов». — М.: Наука, 1988. С. 232.
14. Коробцев С.В. «Разработка основ технологии производства и использования водорода на основе высокотемпературных твердооксидных электрохимических обратимых систем» // Доклад на заседания круглого стола «Российские исследования и разработки в области водородных технологий» (Москва, 8 февраля 2006 г.).
14. Водород. Свойства, получение, хранение, транспортирование, применение. Справочник. — М.: Химия, 1989.
16. Trogisch S., Baske W.E. «Biogas Powered Fuel Cells» ISBN 3-85487-626-2, 2004, Trauner Verlag.
17. Болдырев В. Водородная энергетика. — Промышленные ведомости: экспертная общероссийская газета, № 5, 2006.
Окончание в следующем номере