Пайка алюминия
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь.


Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
При его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях

Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.

Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C. В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла

Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла. Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.

Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка. Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития. Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине. Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.

Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки. Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей. Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности. Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов. Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать

Флюс для пайки алюминия надо подбирать, руководствуясь набором факторов. Существует так называемый бинарный флюс основу, которого составляет ортофосфорная кислота. Флюсы этого класса не нуждаются в дополнительной промывке. С помощью этого материала можно паять и другие металлы.
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения. С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике. Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Технологические особенности сварки алюминия в домашних условиях с учетом свойств металла
Основная сложность сварки алюминия заключается именно в уникальных свойствах этого материала. Необходимо помнить о том, что алюминий не изменяет цвет при нагревании, а значит, и оценить качество сварочного шва по итоговому цвету невозможно. Диапазон плавления гораздо шире, чем у других металлов, и его высокая теплопроводность вследствие длительного влияния высоких температур провоцирует появление дефектов различной степени. Алюминий является немагнитным материалом.
Отличительные характеристики алюминия в процессе сварки
Свойства алюминия в процессе сварки:
- Поверхность этого металла всегда покрыта оксидной плёнкой, ее температура плавления около 2 000 о С, алюминий плавится при 660 о С.
- Сварочный шов после сварки сразу покрывается оксидной пленкой.
- Растворённый водород в составе данного металла всегда стремится выйти наружу, что провоцирует образование кристаллизованных трещин и пор.
- Высокая теплопроводность требует применения значительных величин тока.
- Текучесть алюминия в расплавленном состоянии усложняет формирование сварочной ванны.
Немаловажная деталь – сварка алюминия часто затруднена тем, что в домашних условиях проблематично определить марку сплава металла. Зная точную информацию о сплаве, можно максимально точно определить режим соединения и способ его выполнения.
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Особо тщательно следует уделить внимание месту (кромкам изделия) для планируемого сварочного шва. Преимущественно очистка выполняется для того, чтобы избавиться от оксидной плёнки.
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Доступные способы сварки алюминия в домашних условиях
Сварщик для сваривания алюминия может использовать разное оборудование и материалы, но в домашних условиях он достаточно ограничен, поэтому мы рассматриваем наиболее распространенные и доступные способы:
- сварка газовой горелкой;
- сварочный аппарат инверторного типа (MMA, MIG, TIG);
- полуавтоматом (MIG).
Сварка алюминия с использованием газовой горелки
Оптимальным средством для проведения сваривания является газовая горелка. Выбирая этот метод, следует подготовить необходимые инструменты:

- присадочная проволока из алюминия (благодаря которой можно получить качественный шов);
- газовая горелка;
- сварочный флюс (для блокировки появления оксидной плёнки).
Популярные виды флюсов для зачистки алюминия:
- Калий-содержащие в виде порошка Probat Fluss 2126 (для алюминиевых сплавов).
- Натрий-содержащие Probat Fluss Al 224 (порошок) и Arsal 2125 (в гранулах) для алюминиево-кремниевых сплавов.
- Алюминиево-марганцевые сплавы можно очистить флюсом AH-A1 или AH-A.
Берется подготовленный материал для сварки, только обязательно после тщательной зачистки кромок. Далее его необходимо обработать флюсом. После этого на горелке выставляется необходимый режим пламени, подходящий для прогрева кромок и плавления присадочного материала. В процессе работы присадочный материал подается в зону сварки, который уже под воздействием огня плавится и смешивается с основным металлом детали.
Сварочный аппарат инверторного типа (ММА)
Инверторная сварочная техника способна подстраиваться под любой необходимый режим сваривания. Ключевым критерием для выбора нужного электрода будет вид конкретного соединяемого материала. Инверторы в основной своей массе выдают постоянный ток. Таким образом, все плавящиеся электроды, которые можно применить для дуговой сварки, используются и для инвертора.

- относительно меньшее потребление электричества по сравнению с другими типами сварочных аппаратов;
- защита от перепадов напряжения;
- малогабаритность аппаратуры;
- возможность использования электродов любого типа.
Распространенные виды электродов для алюминиевых металлов и сплавов:
- ОЗА-1 – для алюминия без добавок, а ОЗА-2 можно сваривать алюминиево-кремниевые сплавы.
- ОЗАНА-1 – используются для сварки из чистого алюминия, а ОЗАНА-2 – для алюминиево-кремниевых металлов. Швы обладают высокой коррозионной стойкостью.
- УАНА – подходят для деформированных и литейных алюминиевых сплавов.
Сварщику следует помнить, что при сварке алюминия необходимо использовать постоянный ток обратной полярности. Получаемое катодное распыление разрушает оксидную пленку. Не соблюдая это условие, пленка не будет разрушена, и выполнение сварочных работ будет крайне затруднительно.
Порядок действий сваривания инвертором:
- Зачистка и обезжиривание металла.
- Зафиксировать деталь, если это необходимо.
- Настройка аппарата на необходимый режим сварки в зависимости от диаметра электрода, толщины свариваемой детали и скорости сварки.
- Прогреть поверхность необходимо для удаления влаги, если это необходимо из-за состава алюминиевого сплава, но не более 250 о С.
- Сварка производится на постоянном токе обратной полярности (это важно, не на прямой!)
- Аккуратно замкнуть электрод на изделии и быстро переместить его в сварочный шов, сварку выполнять без отрыва, а электрод держать перпендикулярно сварочной ванне, чтобы не образовывались наплывы и брызги, т. к. алюминий достаточно быстро плавится.
- После окончания сварки деталь должна остыть, потом отбить шлак и осмотреть сварочный шов, при необходимости он зачищается от оксидной пленки и накладывается следующий слой.
Сваривание алюминия полуавтоматом MIG (аргоном)
Самый распространенный метод сваривания алюминия – полуавтоматом. В сварочный пистолет одновременно подаются сварочная проволока в качестве электрода и защитный газ. Полуавтоматы стали доступными для потребителей, благодаря снижению своей стоимости.

Наиболее практичен в использовании газ аргон. Возможно использование смеси аргона и гелия. Для данного способа также желательна зачистка поверхности порошковым флюсом.
Требования к сварке:
- ровный канал, по которому будет проходить проволока. Идеально, если подающий канал изготовлен из тефлона;
- механизм подачи должен работать без рывков, то есть механически минимально воздействовать на поверхность проволоки;
- прекращение подачи газа должно быть не одновременным с отключением тока, а с задержкой на 5-7 секунд.
Высокая скорость сварки требует от мастера хорошей подготовки, поэтому рекомендуется тренировка, особенно если работу необходимо провести на тонких изделиях.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
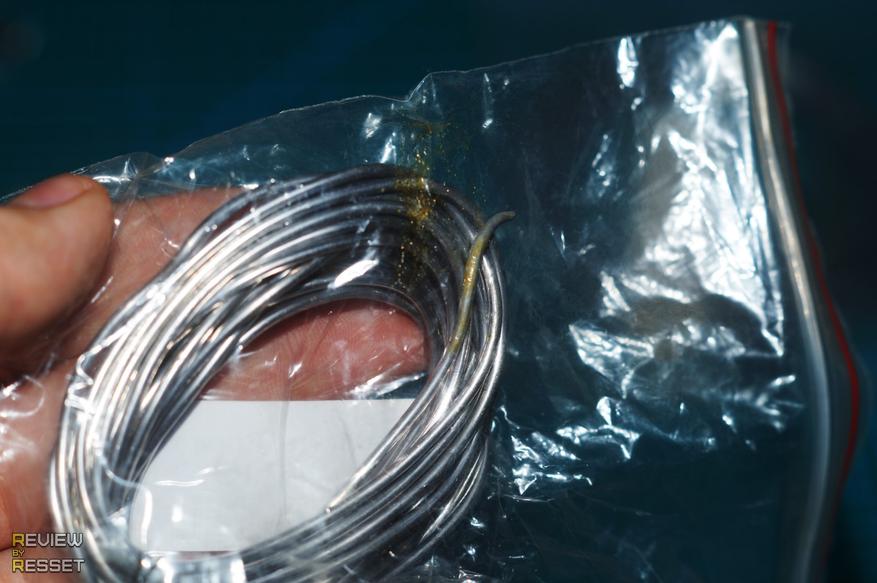
Пруток дополнительно упакован в прозрачный зип-пакет.

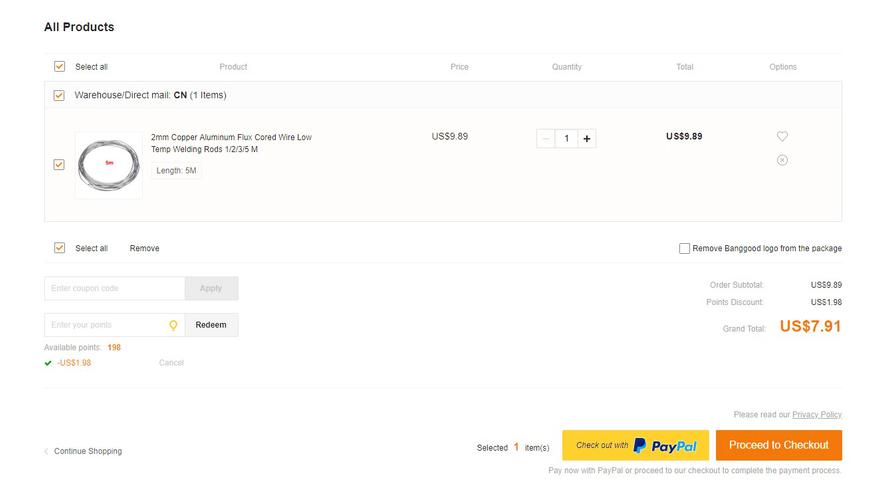
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
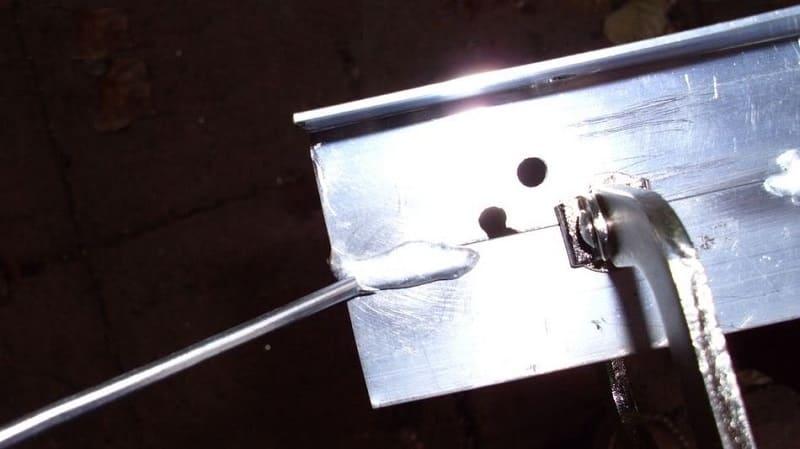
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Как сваривать алюминий в домашних условиях
Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты для этого.
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.
При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
- Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
- В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
Скрыть Подробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
Скрыть Подробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
Скрыть Подробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
Скрыть Подробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
Скрыть Подробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.

Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
Сварочные полуавтоматы

Сварочная проволока для алюминия

Газопламенное оборудование

При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия

Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
Скрыть Подробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
Скрыть Подробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
Скрыть Подробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
Скрыть Подробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
Скрыть Подробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
Скрыть Подробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
Скрыть Подробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.