Отверстия под болты повышенной точности не выполняют
Номинальные диаметры отверстий для болтов нормальной и грубой точности, работающих на срез, должны приниматься на 1 мм больше номинального диаметра стержня болта.
Отклонения в диаметре отверстий допускаются в пределах : 0; +0,6 мм. Диаметры продавленных отверстий со стороны матрицы не должны превышать номинальный диаметр отверстия более чем на 1,2 мм.
Номинальные диаметры отверстий и отклонения для болтов повышенной точности принимаются в cooтветствии с указаниями пп. 1.65 и 1.63 настоящей главы.
8.3. Образование отверстий прокалыванием на полный диаметр допускается в элементах толщиной не свыше 12 мм для сталей класса 38/23 и 10 мм для сталей классов 44/29, 46/33 и 52/40. При проектном расстоянии от оси отверстия до края элемента менее 1,5 диаметра образование отверстий должно производиться только сверлением.
8.4. Образование отверстий прокалыванием на полный диаметр должно производиться с соблюдением следующих требований :
а) износ штемпеля и матрицы по диаметру не допускается более ±0,3 мм;
б) как со стороны штемпеля, так и со стороны матрицы отверстие должно иметь правильную круглую форму;
в) на внутренней поверхности металла по контуру отверстия не должно быть надрывов и расслоений металла. Заусенцы по контуру отверстий со стороны матрицы должны быть удалены.
8.5 . Длина обреза от центра отверстия в элементах, имеющих в концах по одному отверстию для постоянных болтов, не должна иметь отклонений, превышающих ±1,5 мм, минимальная длина обреза с учетом минусового допуска должна быть не менее 1,25 диаметра отверстия.
8.6. Допускаемые отклонения размеров между отверстиями не должны превышать:
а) ±0,7 мм между смежными отверстиями в отдельных элементах;
б) ±1,0 мм между центрами групп отверстий (для стыков с другими элементами);
в) ±1,0 мм сдвиг групп отверстий для стыков поясов в смежных поясах сварных секций вдоль оси секций.
8.7. Изготовление конструкций опор следует производить по кондукторам и приспособлениям, обеспечивающим взаимозаменяемость элементов, а также совпадения отверстий в монтажных соединениях.
8.8 . Контрольной сборке должна подвергаться каждая пятидесятая опора и не менее одной от каждой изготовленной партии, меньшей 50 шт. Контрольной сборке подвергается также каждая первая опора, изготовленная по новым или отремонтированным кондукторам.
8.9. Элементы опор в количестве 2% от партии подлежат проверке на соответствие их длины, расстояния между крайними отверстиями, а также соответствие размера между центрами смежных отверстий проектным размерам.
8.10. Контроль качества швов сварных соединений производится в соответствии с табл. 3 настоящей главы.
Выборочный контроль по табл. 3 п. 3 настоящей главы должен производиться в объеме одного участка длиной 50 мм на каждые 20 м шва.
8.11 . Стальные конструкции должны быть оцинкованы или огрунтованы и окрашены. Для оцинкованных конструкций должны примениться оцинкованные болты, гайки и шайбы. При горячем цинковании стальных конструкций должны быть приняты меры против возникновения хрупкости стали.
8.12. Фундаменты и основания под монтируемые конструкции должны быть выполнены в соответствии с требованиями главы СНиП “Электротехнические устройства”.
Наименование отклонения
Допускаемое отклонение
1. Отклонение траверсы от горизонтальной оси при длине траверсы:
до 15 м
свыше 15 м
2. Стрела прогиба (кривизна) траверсы
3. Стрела прогиба (кривизна) стоек и подкосов
4. Прогиб поясных уголков и элементов решетки (в любой плоскости) в пределах панели
Наименование отклонения
Допускаемое отклонение
1. Расстояние между осями подножников в плане
±20 мм
2. Разность* отметок верха подножников
20 мм
3. Угол наклона продольной оси стойки подножника
0° 30′
* Указанная разность отметок должна быть компенсирована при монтаже опоры с помощью стальных прокладок.
8.16 . Отклонения фундаментов под опоры с оттяжками от проектного положения не должны превышать величин, указанных в табл. 37.
8.17 . Отклонения смонтированных конструкций свободностоящих опор от проектного положения не должны превышать величин, указанных в табл. 38.
Наименование отклонения
Допускаемое отклонение
1. Расстояние между осями подножников и анкерных плит в плане
±. 50 мм
2. Разность отметок верха подножников
20 мм
3. Угол наклона продольной оси стойки подножника
4. Угол наклона оси U-образного анкерного болта
5. Смещение центра подножника в плане
50 мм
8.18. Отклонения смонтированных конструкций опор с оттяжками от проектного положения не должны превышать величин, указанных в табл. 39.
Наименование отклонения
Допускаемое отклонение
1. Отклонение вершины опоры от вертикального положения вдоль и поперек оси трассы
2. Смещение конца траверсы от линии, перпендикулярной оси трассы
100 мм
Наименование отклонения
Допускаемое отклонение
1. Отклонение вершины опоры от вертикального положения вдоль и поперек оси трассы
2. Смещение конца траверсы от линии. Перпендикулярной оси трассы
100 мм
3. Отклонение оси траверсы от горизонтальной линии при длине траверсы :
Болт повышенной точности ГОСТ 7805-70

Болт ГОСТ 7805-70 это очень эффективное и простое в применении изделие для резьбовых соединений и крепежа. В двух деталях делаются отверстия по диаметру резьбы болта. Болты ГОСТ 7805-70 вставляются в эти отверстия и на резьбу навинчиваются гайка, затем весь крепеж затягивается гаечным ключом. Так обычно крепят металлические строительные конструкции или скрепляют рельсы на железной дороге по всей длине. В другом случае в одной детали выполняется отверстие, а в другой отверстие с резьбой для болта. Болт проходит сквозь отверстие и ввинчивается в это отверстие с резьбой в другой детали. Затем болт дотягивается гаечным ключом. Именно таким образом крепится колесо к ступице автомобиля. Болты применяются практически во всех областях народного хозяйства, промышленности, строительстве, машиностроении, бытовой технике. Болт ГОСТ 7805-70 используется в высокоточных резьбовых соединениях, когда требуется надежная фиксация деталей, не допускающая осевого или радиального смещения.
Болт повшенной точности обычно изготавливается из марок стали: 10кп, 20, 35 ,35Х, 40Х, 30ХР, 20X13 и др., с классами прочности: 3.6,4.8,5.8, 8.8 и др.
Пример условного обозначения:
Болт M8-8gх60.58 ГОСТ 7805-70
Болт исполнения 1, диаметром резьбы d=8мм, с крупным шагом резьбы, с полем допуска 8g, длиной 60 мм, класса прочности 5.8, без покрытия.
Болты повышенной точности ГОСТ 7805 конструкция и исполнения
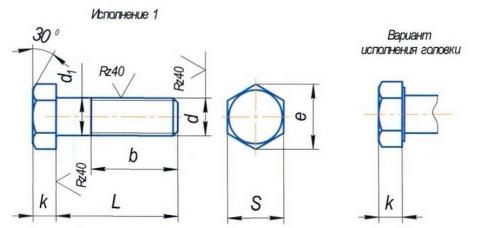
Геометрические размеры болтов по ГОСТу 7805-70
Болтовые соединения
Типы болтов. На болтах обычно соединяют металлические, реже железобетонные конструкции. Для соединения металлических конструкций применяют следующие типы болтов: нормальной, грубой, повышенной точности и высокопрочные с соответствующими гайками и шайбами.
Болты грубой точности штампуют из круглой углеродистой стали диаметром не более 20 мм. Их ставят в отверстия с зазором 2-3 мм. Такие болты имеют повышенную деформативность и в многоболтовых соединениях плохо работают на срез, поэтому не допускается применение их в соединениях со знакопеременными усилиями. Болты грубой точности применяют, как правило, в узлах с опиранием одного элемента на другой, с передачей через опорный столик, а также в соединениях, где они не работают или работают только на растяжение.
Болты повышенной точности обрабатывают обточкой на токарном станке с допуском + 0,1 мм. Такие болты изготовляют диаметром 10-48 мм и длиной до 300 мм.
Высокопрочные болты (иначе их называют фрикционными) предназначены для передачи усилий, действующих на соединение, посредством трения. Такие болты изготовляют из высокопрочных сталей и термически обрабатывают в готовом виде. Болты ставят в отверстия, на 2-3 мм превышающие диаметр болта, но гайки затягивают тарировочным ключом. Такие соединения просты, но достаточно надежны и применяются в ответственных сооружениях.
Диаметры для болтов повышенной точности назначают равными номинальным диаметрам болтов. Отверстия для таких болтов имеют только плюсовые отклонения, что обеспечивает установку болта без затруднений. В отличие от болтов нормальной и грубой точности рабочая часть стержня болта повышенной точности не имеет нарезки, что обеспечивает достаточно полное заполнение отверстия и хорошую работу на срез. Чтобы отличить высокопрочные болты от других, на их головку наносят выпуклую маркировку.
Сборка соединений. Сборка болтовых соединений включает в себя следующие операции: подготовка стыкуемых поверхностей, совмещение отверстий под болты, предварительное стягивание соединяемых деталей стыка, рассверливание отверстий (при необходимости) до проектного размера, установка болтов и окончательная сборка.
Подготовка стыкуемых поверхностей заключается в очистке сопрягаемых элементов от ржавчины, грязи, масла и пыли. Кроме того, выправляют неровности, вмятины, погнутости, а также удаляют напильником или зубилом заусенцы на кромках деталей и отверстий. Особенно тщательно эти операции выполняют при соединении деталей на высокопрочных болтах, где плотное примыкание всех стыкуемых элементов является одним из основных условий надежности работы болтового соединения.
Соединяемые поверхности очищают сухим кварцевым или металлическим песком с помощью пескоструйной установки; обжигом газовыми горелками, стальными щетками, химической обработкой.
Пескоструйная очистка эффективнее других способов, так как обеспечивает высокий коэффициент трения стыкуемых поверхностей, однако этот способ наиболее трудоемок.
Наиболее часто применяют огневой способ обработки с использованием универсальных горелок, которые работают как на природном газе, так и на кислородно-ацетиленовой смеси, и создают температуру 1600-1800 °С, что обеспечивает сжигание жировых пятен и отслаивание окалины и ржавчины.
Один из способов очистки болтов, гаек и шайб заключается в том, что их погружают в бак с кипящей водой, а затем в емкость, заполненную неэтилированным бензином с 10-15% минерального масла. После испарения бензина на поверхности метизов остается тонкая сплошная пленка смазки.
Точность совмещения отверстий монтажных деталей достигается с помощью проходных оправок, представляющих собой стержень с цилиндрическими частями. Диаметр оправок должен быть на 0,2-0,5 мм меньше диаметра отверстия.
Для фиксации взаимного расположения монтируемых элементов и предупреждения их сдвига 1/10 общего числа отверстий заполняют пробками, диаметром равным диаметру отверстий. Длина пробок должна превышать суммарную толщину соединяемых элементов. После постановки пробок оправки выбивают. Пакеты соединяемых элементов стягивают постоянными или временными болтами, которые ставят через каждое третье отверстие, но не реже чем через 500 мм.
Отверстия сверлят ручными пневматическими и электрическими машинами.
Пневматические машины бывают прямые, применяемые для работы в местах, где нет ограничений по габаритам, и угловые, приспособленные для работы в стесненных местах. Пневматическими установками рассверливают отверстия диаметром до 20 мм.
Электрические машины работают от сети переменного тока напряжением 220 В. На открытом воздухе такие машины применяют в комплекте с защитно-отключающим устройством, а в закрытых сухих помещениях — заземляют, монтажник работает электрическими инструментами в перчатках и стоя на резиновом коврике. Наиболее безопасны машины — с двойной изоляцией; их можно применять без дополнительных мер защиты и при работе на открытом воздухе.
После рассверливания отверстий, свободных от сборочных болтов, болты вывинчивают, а на их место ставят постоянные болты.
Гайки всех болтов (постоянных и временных) закручивают ручными ключами (обычными или трещоточными). При этом один рабочий удерживает головку болта от вращения, а второй затягивает гайку. На болтах нормальной и повышенной точности устанавливают шайбы — одну под головку болта и не более двух — под гайку. При большом числе болтов в одном соединении применяют электрические гайковерты. Болты устанавливают от середины стыка к краям. Со стороны гайки должно оставаться не меньше одной нитки резьбы с полным профилем. Качество затяжки проверяют, постукивая болты молотком массой 0,3-0,4 кг. При этом болты не должны смещаться и дрожать.
От самоотвинчивания гайки предохраняют контргайками или пружинными шайбами. Однако при динамических и вибрационных нагрузках этих мер недостаточно, поэтому в процессе эксплуатации следует систематически контролировать состояние монтажных соединений и подтягивать гайки на ослабевших болтах.
Соединения на высокопрочных болтах бывают сдвигоустойчивые и с несущими болтами. В сдвигоустойчивых соединениях болты непосредственно не участвуют в передаче усилий: все усилия, приложенные к сопрягаемым элементам, воспринимаются только за счет сил трения, возникающих между плоскостями сдвига. В соединении с несущими болтами наряду с силами трения между плоскостями сдвига в передаче усилий участвуют и сами болты, что позволяет повысить несущую способность одного болта в 1,5-2 раза по сравнению с болтом в сдвигоустойчивых соединениях.
Поверхности соединяемых элементов в этих случаях обрабатывают, как под обычные болтовые соединения. Перед постановкой болтов, шайб и гаек удаляют консервирующую смазку. Для этого их в решетчатой таре опускают в кипящую воду, а затем в емкость со смесью 15% минерального масла и 85% неэтилированного бензина.
При сборке, монтаже металлоконструкций особое внимание уделяют натяжению соединяемых элементов. Существует несколько способов определения усилий натяжения болтов. На строительной площадке часто применяют метод косвенной оценки усилий натяжения через крутящий момент, которых необходимо приложить к гайке.
Крутящий момент М определяют из выражения: М = КР·а, где Р — Усилие натяжения болта, Н; d — номинальный диаметр болта, мм; К — коэффициент закручивания болта.
Натяжение болтов контролируют выборочно: при числе болтов в соединении до 5 — все болты, при 6-20 — не менее 5 болтов и при большем числе — не менее 25 % болтов в соединении. Если при контроле обнаруживается, что хотя бы один болт не удовлетворяет установленным требованиям, то проверяют все болты. Головки проверенных болтов окрашивают, а все соединения зашпаклевывают по контуру.
Что значит классы точности нагрузки на соединение?

Болтовые соединения часто используются в монтаже различных конструкций. Популярность такого соединения объясняется отсутствием необходимости в использовании сложного оборудования и легкостью выполнения работ. Также преимущество соединения с помощью болтов заключается в возможности контроля его качества. Для соединения конструкций из стали могут применяться болты обычного типа и крепежные элементы, которые имеют повышенную прочность. Анкерные болты обычно используются для присоединения конструкций к фундаменту.
Крепежные элементы можно применять не только в создании конструкций, но и для повышения их способности выдерживать значительные нагрузки. При соединении конструктивных деталей важно точно определять размеры деталей, так как благодаря этому обеспечивается их нормальное функционирование. Детали должны идеально подходить друг к другу, чтобы можно было быстро собрать их в единое целое. Также детали должны быть взаимозаменяемыми, чтобы их можно было легко обслуживать или ремонтировать. Геометрические параметры деталей, например, их длина или диаметр резьбы, должны быть в пределах допусков, которые установлены для разных классов точности.

В ГОСТах указываются следующие классы точности крепежа:
• класс повышенной прочности отмечается буквой А;
• нормальный класс указывается как буква В;
• низкий класс маркируется буквой С.
В зависимости от особенностей конкретной конструкции и требований ее эксплуатации должен подбираться и класс точности деталей. Также для определения этого параметра выполняются определенные расчеты. При этом крепеж, который относится к высокому классу точности, нельзя заменять на элементы, имеющие низкий класс точности.
Изделия класса точности С применяются, когда диаметр отверстий больше диаметра крепежа. Отверстия крепления могут не совпадать при соединении двух частей конструкции. Крепеж этого класса можно использовать без предварительных расчетов.
Детали с классом точности В можно устанавливать в отверстия, которые имеют больший диаметр на 1.5мм, чем диаметр самого болта. Отверстия из категории точности А имеют диаметр, который больше диаметра болта на 0,30 мм. Крепеж с классом точности А устанавливают в специально подготовленные отверстия. Их поэтапно рассверливают в соответствии с проектным диаметром. Это означает, что болт помещается в готовом отверстии без образования зазора. Так как подобное соединение сделать очень сложно, то в строительстве его применяют достаточно редко.
Для соединений, которые по расчетам воспринимают усилия, необходимо применять болты с точностью В и А. В строительстве обычно применяют болты с классом точности В. Более высокой точности соединений будет невозможно добиться на стройплощадке.
На класс прочности винтов и болтов оказывают влияние их свойства. По ГОСТ все элементы крепежа разделяются по прочности на 11 классов. Этот показатель можно увидеть в виде выпуклых цифр на головке болта. При этом одна цифра в этой надписи является обозначением нагрузки, которую выдерживает соединение и сам крепеж. Показатель предела прочности болта выражается в МПа. Другая цифра позволяет вычислить предел текучести материала, то есть предел его максимальной рабочей нагрузки. Пределом текучести называется нагрузка, после превышения которой начнется деформация материала. Причем восстановить его после этого будет уже невозможно. Показатель предела текучести позволяет с запасом рассчитать нагрузки, которые будут воздействовать на крепеж. На болте, изготовленном из нержавеющей стали, также ставится маркировка стали, например, А 2. После этого указывается показатель предела его прочности.
Существует несколько видов болтовых соединений. В зависимости от количества болтов можно выделить соединения с множеством болтов или с одним болтом. В зависимости от характера передачи усилия от одного элемента к другому различаются сдвигоустойчивые и несдвигоустойчивые соединения. В последних сила затяжки не может контролироваться с помощью гайки.
В соединениях сдвигоустойчивого типа силы сдвижения учитываются уже при проектировании. Для соединений, натяжение в которых не контролируется, могут применяться элементы крепежа всех классов прочности. Например, разрешается применять высокопрочные детали.

Классы прочности крепежа во многом зависят от той марки стали, из которой они изготовлены. Также они определяются технологией, которая преимущественно применяется на производстве. Например, изготовление винтов и болтов особой прочности осуществляется по технологии высадки. Для получения резьбы детали обрабатывают на автоматическом оборудовании методом накатки. Затем готовые изделия проходят процедуру термообработки. В последнюю очередь на них наносят покрытие с целью защиты от внешних воздействий.
Болты того или иного класса необходимо выбирать в соответствии с задачами, которые они будут решать. Для соединения частей конструкции с небольшим весом, которая не будет испытывать большие нагрузки, можно применять болты невысокого класса прочности. Для закрепления важных конструкций, которые эксплуатируются под серьезными нагрузками, требуются изделия высокой прочности. Для изготовления таких деталей применяются высокопрочные сорта стали. Высокопрочные болты часто применяются для монтажа элементов в конструкциях кранов, а также в производстве сельхозтехники, строительстве железных дорог и мостов.