Как устроен и работает индукционный нагреватель
Принцип работы индукционного нагревателя заключается в разогреве электропроводящей металлической заготовки индуцированным в ней замкнутым вихревым током.
Вихревые токи — токи, возникающие в сплошных проводниках вследствие явления электромагнитной индукции, когда эти проводники пронизываются переменным магнитным полем. На создание этих токов затрачивается энергия, которая превращается в тепло и нагревает проводники.
Для уменьшения этих потерь и устранения нагрева вместо сплошных проводников применяют слоистые, в которых отдельные слои разделены изоляцией. Эта изоляция препятствует возникновению больших замкнутых вихревых токов и уменьшает потери энергии на их поддержание. Именно из этих соображений сердечники трансформатора, якоря генераторов и т. п. делают из тонких листов стали, изолированных друг от друга слоями лака.
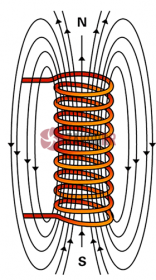
В качестве индуктора в индукционном нагревателе выступает катушка с переменным током, предназначенная для создания переменного электромагнитного поля высокой частоты.
Переменное магнитное поле высокой частоты, в свою очередь, действует на электропроводящий материал, наводя в нем замкнутый ток высокой плотности, и тем самым разогревая заготовку вплоть до ее расплавления. Данное явление известно давно, и объяснимо со времен Майкла Фарадея, описавшего явление электромагнитной индукции еще в 1931 году.
Изменяющееся во времени магнитное поле наводит переменную ЭДС в проводнике, который оно при этом своими силовыми линиями пересекает. Таким проводником может в принципе быть обмотка трансформатора, сердечник трансформатора, или цельный кусок какого-нибудь металла.
Если ЭДС наводится в обмотке, то получается трансформатор или приемник, а если прямо в магнитопроводе или в накоротко замкнутой обмотке — получается индукционный нагрев магнитопровода или обмотки.
В некачественно спроектированном трансформаторе, например, нагрев сердечника токами Фуко был бы однозначно явлением вредным, но в индукционном нагревателе похожее явление служит для достижения полезной цели.
С точки зрения характера нагрузки, индукционный нагреватель с разогреваемой в нем проводящей заготовкой — это как трансформатор с закороченной вторичной обмоткой из одного витка. Поскольку сопротивление внутри заготовки крайне мало, то даже небольшого наведенного вихревого электрического поля достаточно, чтобы создать ток такой высокой плотности, чтобы его тепловое действие (см. Закон Джоуля-Ленца) оказалось бы очень выразительным и практичным.
Первая канальная печь такого рода появилась в Швеции в 1900 году, она питалась током частотой 50-60 Гц, применялась для канальной плавки стали, а металл подавался в тигель, расположенный на манер короткозамкнутого витка вторичной обмотки трансформатора. Проблема экономичности, разумеется, присутствовала, так как КПД был менее 50%.
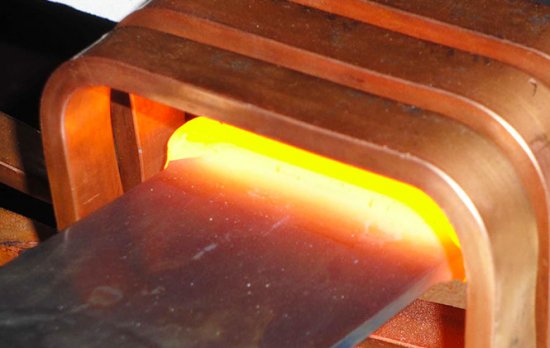
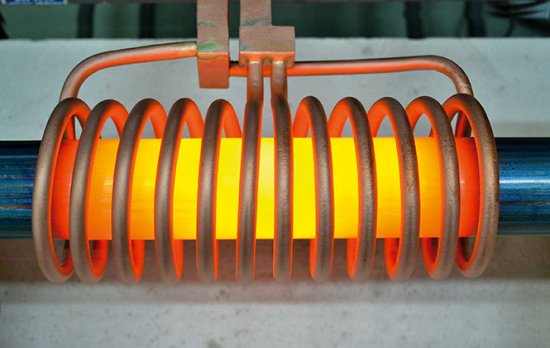
Сегодня индукционный нагреватель — это трансформатор без сердечника, состоящий из одного или нескольких витков относительно толстой медной трубки, по которой при помощи насоса пропускается охлаждающая жидкость системы активного охлаждения. В электропроводящее тело трубки, как в катушку индуктивности, подается переменный ток частотой от нескольких килогерц до единиц мегагерц, в зависимости от параметров обрабатываемого образца.
Дело в том, то при высоких частотах происходит вытеснение вихревого тока из нагреваемого самим вихревым током образца, так как магнитное поле этого самого вихревого тока вытесняет породивший себя ток на поверхность.
Это проявляется как скин-эффект, когда максимальная плотность тока оказывается в результате приходящейся на тонкий слой поверхности заготовки, и чем выше частота и ниже удельное электрическое сопротивление разогреваемого материала — тем скин-слой тоньше.
Для меди, например, на частоте 2 МГц скин-слой составляет всего четверть миллиметра! Это значит, что внутренние слои медной заготовки разогреваются не вихревыми токами непосредственно, а путем теплопроводности от тонкого наружного ее слоя. Тем не менее, эффективности технологии достаточно, чтобы получить быстрый разогрев или плавление практически любого электропроводящего материала.
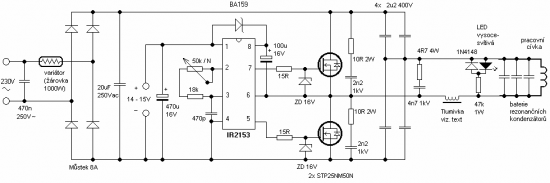
Современные индукционные нагреватели строятся на основе колебательного контура (катушка-индуктор и батарея конденсаторов), питаемого резонансным инвертором на IGBT или MOSFET – транзисторах, позволяющих достичь рабочих частот до 300 кГц.
Для более высоких частот применяют электронные лампы, которые позволяют достичь частот в 50 МГц и выше, например для плавки в ювелирном деле требуются довольно высокие частоты, так как размер заготовки очень мал.
С целью повышения добротности рабочих контуров, прибегают к одному из двух путей: либо повышают частоту, либо увеличивают индуктивность контура, путем добавления в его конструкцию ферромагнитных вставок.
С помощью высокочастотного электрического поля в промышленности осуществляется также диэлектрический нагрев. Отличие от индукционного нагрева — используемые часты тока (до 500 кГц при индукционном нагреве и более 1000 кГц при диэлектрическом). В этом случае важно, чтобы нагреваемое вещество плохо проводило электричество, т.е. было диэлектриком.
Преимущество метода — выделение тепла непосредственно внутри вещества. В этом случае плохо проводящие вещества можно быстро нагреть изнутри. Подробно об этом смотрите здесь: Принципиальные физические основы методов высокочастотного нагрева диэлектриков
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Как работает индукционный нагрев?
Индукционное оборудование широко применяется в производстве, строительстве и ремонте, когда необходима температурная обработка материалов. Термическое воздействие может осуществляться температурами от 100ОС до 1250оС как на поверхности изделия, так и на всей заготовке.
- Для подготовки агрегатов к обслуживанию;
- При выполнение сварочных работ;
- При обработке сварных швов;
- Для всех видов термообработки металлов.
Принцип работы индукционных установок

Принцип работы индукционного нагрева заключается в преобразовании магнитного поля в тепловую энергию, что вызывает быстрый разогрев детали. Технология воздействия полностью бесконтактная – ток высокой частоты провоцирует в детали изменение электромагнитного поля с выделением тепла. Рис. 1 Индукционная установка для труб Подвергать индукционному нагреву можно любые токопроводимые материалы. Благодаря этому стало возможным выполнять термообработку любых деталей из:
- латуни;
- меди;
- стали;
- цветных металлов;
- черных металлов;
- электропроводящей керамики;
- других составов, сплавов.
Изменять температуру нагрева можно при помощи автоматического пульта управления, что обеспечивает высокую безопасность на производстве.
Принцип работы индукционных установок
- Через индуктор, представляющий собой колебательный контур из индукционной катушки и конденсаторной батареи, проходит переменный ток, с помощью которого создается переменное магнитное поле. Подачу тока выполняет генератор. Чем больше витков катушки и выше сила тока, тем сильнее магнитное поле.
- Образовавшиеся вихревые токи в индукторе (Токи Фуко) создают мощное электромагнитное поле, которое переходит на металл (з-н Джоуля-Ленца). Заготовки, нуждающиеся в нагреве, размещаются вблизи с индуктором или в индукторе.
- При прохождении токов через изделие они преобразуются в тепловую энергию, вызывая выделение тепла. Чем больше будет магнитное поле, тем сильнее будет нагреваться предмет. Благодаря сопротивлению двух противоположных магнитных полей (предмета и индуктора) осуществляется постепенный нагрев от поверхности материала к его центру. На глубину прогревания можно повлиять, изменяя частоту преобразователя в меньшую сторону.
Универсальность промышленных индукционных нагревателей
- отпуск для достижения пластичности и ударной вязкости заготовок;
- сварка для изготовления электросварных труб;
- отжиг при производстве трубопроката, полос, проволоки;
- закалка с быстрым охлаждением для увеличения стойкости к износу деталей;
- пайка двух материалов посредством расплавления присадочного металла;
- склейка полимеров, сушка клеевых средств, затвердевание связующих составов.
Преимущества установок индукционного нагрева перед другими нагревателями
- Скорость работы – самый быстрый способ термообработки.
- Высокая точность – благодаря локальному воздействию нагрев происходит только конкретной зоны.
- Безопасность процесса – в отличие от газовых горелок отсутствует пожароопасный фактор.
- Компактность – незначительные габариты делают установки мобильными и удобными в эксплуатации.
- Сниженное энергопотребление – высокое КПД при малых затратах энергии.
Нагреватели индукционные
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVOD RR – нагреватели индукционные для металла, воды, подшипников

Отправить запрос









Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1. блок управления и контроля с платами и с IGBT-модулями;
- 2. блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора , но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓ Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓ Индукционный нагрев очень быстрый , он может занимать всего несколько секунд .
- ✓ Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓ Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.

Нагреватели индукционные металла
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓ экологичные и высокоэффективные;
- ✓ при индукционном нагреве металл равномерно разогревается изнутри;
- ✓ одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓ нагреватель металла позволяет производить быструю смену индуктора.


Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт , и работает на высокой частоте (30-100 кГц) .
Существуют разные виды высокочастотных нагревателей для закалки, пайки, плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓ Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 % .


Среднечастотные нагреватели индукционные, 20-200 кВт
Среднечастотный индукционный нагреватель работает на средней частоте от 1 до 20 кГц и имеет мощность от 20 до 200 кВт . Среднечастотный индукционный нагрев способен проникать в глубь металла . Поэтому транзисторные индукционный печи для плавки металла работают в паре именно с этим нагревателем.
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a) Китайские нагреватели чинятся только блоками (блочная замена плат), производители охраняют свои технологии и производят заливку плат. Российские нагреватели чинятся более легкими способами , путем замены элемента на самой плате.
- b) По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые . Отличается только технология и элементы сборки.
- c) Гарантия Китайских нагревателей составляет 1 год . Некоторые Российские производители дают 2 года гарантии. При средних сроках эксплуатации оборудования 7-8 лет.
НПП «ЭЛСИТ»
Принцип действия и достоинства индукционного нагревательного оборудования

В индукционном нагревательном оборудовании тепло в металле, который имеет хорошую электропроводность, выделяется за счет токов, индуктированных переменным электромагнитным полем. Благодаря чему, происходит бесконтактное нагревание металла. Таким способом можно достигать температуру, при которой расплавляются даже тугоплавкие металлы.
Характеристика индукционной печи
Такой способ нагрева широко применяют при выполнении закалки, отжига, нормализации и отпуска металла.
Конструкция индукционной печи. Главным рабочим элементом печи является индуктор, который подает электрические волны. Для нагрева, металл помещают внутрь индуктора. В процессе работы, электромагнитные волны, исходящие от индуктора, попадают на металлическую заготовку, и затухают в ней. Теплота в заготовке образуется от энергии волны. Если форма электромагнитной волны будет максимально близка к форме заготовки – возрастет эффективность нагрева. Поэтому индукторы могут быть различных форм. Например, для цилиндрических деталей используют индукторы в виде спирали. В некоторых конструкциях печей используются индукторы сложной формы, если необходимо сконцентрировать энергию в конкретной зоне заготовки.
Особенности работы индукционных нагревателей
При индукционном способе появляется возможность регулировать пространственное положение зоны прохождения вихревых токов. Иными словами – изменяя положение нагреваемой детали, достигаются две цели. Первая: можно легко проводить нагрев небольшого участка заготовки. Ведь вихревые токи проходят в границах площади, которую охватывает индуктор. При таких условиях, нагреваться будет только та часть заготовки, которая находится непосредственно внутри индуктора. Вторая: можно менять эффективность передачи тепловой энергии. Это возможно благодаря зависимости глубины зоны вращения вихревого тока, от частоты тока в индукторе. Если частоты низкие — глубина увеличивается, и наоборот. Приближая нагреваемое тело к поверхности индуктора – увеличивается интенсивность нагрева. Более подробную информацию можно найти в разделе линии индукционного нагрева.
Главный параметр индукционного оборудования – частота. Для оптимального процесса работы печи при нагреве металла, применяют разные частоты, которые меняются в диапазоне 50 Гц-5 Мгц.
Достоинства индукционного нагрева
- Прямое нагревание метала. При нем электрическая энергия передается непосредственно в тело, которое необходимо нагреть. Такие условия значительно повышают скорость нагревания. В печах с косвенным действием, металл нагревается от теплоты в рабочем пространстве. Соответственно, тепло постепенно проникает в заготовку, нагревая сначала поверхность, а потом весь металл.
- Нет необходимости в контактных устройствах. Такая особенность прямого нагрева дает удобство для поточного автоматизированного производства.
- Улучшенные условия закалки металла. Достигается за счет поверхностного эффекта. Ведь при индукционном нагреве, поверхность металла нагревается очень быстро, что позволяет достичь высокого показателя твердости поверхности. Внутри же, закаляемая деталь будет иметь относительную вязкость. Такой процесс закалки проводится намного быстрее остальных, и гораздо экономичнее.
- Простота конструкции. В индукционных печах нет оборудования для сжигания топлива и установок для подачи и удаления горячих дымовых газов. При их работе нет необходимости постоянно поддерживать и контролировать процесс горения и температуру в рабочем пространстве. Благодаря этому повышается производительность. Отсутствие процесса горения, делает индукционную печь более экологичной, улучшая при этом условия труда.