Обозначение допусков и посадок на чертежах.
Условное обозначение на рабочих чертежах указывают в случаях использования стандартного мерного и режущего инструмента (разверток, протяжек) и соответствующих предельных калибров.
В числовом выражении поля допусков преимущественно задают на рабочих чертежах деталей при использовании универсального измерительного инструмента – в единичном и мелкосерийном производстве, а также при наладке станков в массовом производстве.
Наиболее предпочтительной формой указания поля допусков является комбинированное. Для размеров сопрягаемых поверхностей конструктор может использовать любые основные отклонения от A(a) до Z(z).
Для несопрягаемых размеровконструктор использует только два основных отклонения «Н» — для охватывающих размеров, «h» — для охватываемых размеров, в тех случаях, когда размер трудно отнести к охватываемым или охватывающим, допуск назначают симметрично.
Допуски назначают по 12…17 квалитету.
Если размер можно охватить, например, штангенциркулем, то он называется охватываемым.
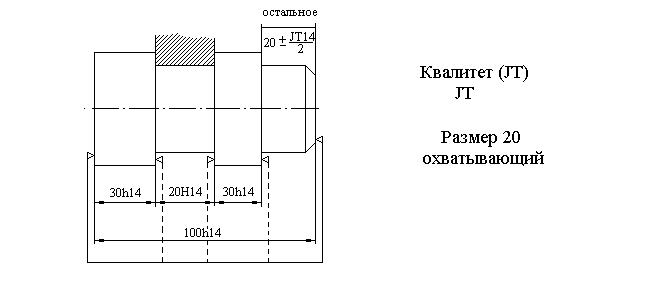
Обычно на чертеже рядом с номинальными эти поля допусков не указывают, а предельные отклонения несопрягаемых поверхностей указывают общей записью в техническом требовании на поле чертежа.
Неуказанные предельные отклонения обозначают следующим образом:
H14; h14; t2/2 или H14; h14; IT14/2.
Допуски для несопрягаемых поверхностей можно назначить и по классам точности (спец.), «неуказанных предельных отклонений».
Классы точности: Точный (t1)IT12
Средний (t2)IT14
Грубый (t3)IT16
Очень грубый (t4)IT17
Эти допуски получены грубым округлением допусков квалитетов.
В машиностроении рекомендуется для размеров металлических деталей, обрабатываемых резанием, 14 квалитет.
+t2; —t2;t2/2.
Рекомендуется первая запись. Эту запись допускается дополнять поясняющими словами:
«Неуказанные предельные отклонения размеров:
H14; h14; t2/2»
«Неуказанные предельные отклонения размеров:
отверстий по H14, валов по h14, остальныхIT14/2.
Выбор посадок.
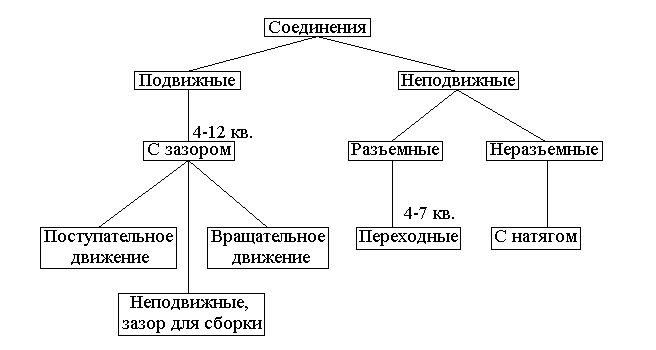
Переходные посадкиотносятся к неподвижным и применяются тогда, когда по эксплуатации изделий требуется больше одной переборки соединения. Неподвижность посадки достигается крепежными средствами в виде шпонок, штифтов, стопорных винтов.
Посадки с натягомпредназначены для образования неподвижных соединений с высокой степенью центрирования. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях в следствие их деформации. Посадку считают годной, если при наименьшем натяге гарантируется неподвижность соединений, а при наибольшем – прочность соединяемых деталей. При этих условиях соединение передает крутящий момент и осевую силу, а детали не разрушаются от внутреннего напряжения вызванных натягом.
NmaxFNmaxтабл NminFNminтабл Переходные посадки.
Используются в неподвижных разъемных соединениях для центрирования деталей, которые могут периодически передвигаться вдоль вала или быть смененными. Эти посадки малыми NuS, что позволяет собирать детали при небольших усилиях. Для гарантии неподвижности деталей дополнительно крепятся шпонками, стопорными винтами.
Легкость сборки и разборки соединений с переходными посадками, а также характер этих посадок определяется вероятностью получения в них SиN.
Рассмотрим методику определения вероятного числа соединений с натягами и зазорами в этих посадках (вероятность получения зазора и натяга).
Дано соединение Ф60H7/m6.
Натяг может быть в пределах от 0до30мкмSот0до19мкм.
TNS=49мкм.
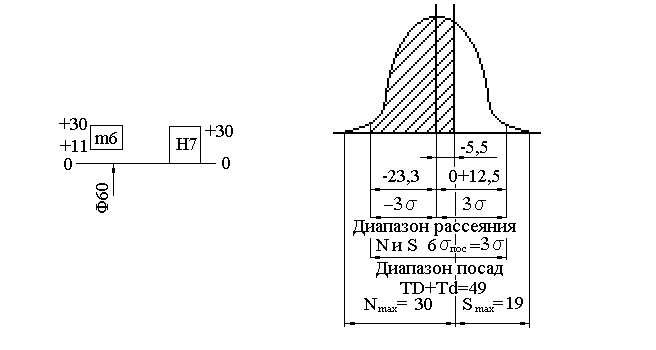
Считаем, что рассеяние размеров отверстия и вала, а также NиSподчиняется закону нормального распределения и допуск деталей равен полю рассеяния, т.е.
Расшифровка обозначения +- IT14/2
Всем здравствуйте. Подскажите пожалуйста как можно расшифровать в числовом формате обозначение +- IT14/2? ГОСТ читал, но окончательно понять не смог. Так же если можно объясните пожалуйста данное обозначение относится только к размерам окружностей, валов и цилиндров или оно относится ко всем размерам чертежа? читал ГОСТ не совсем понятно.
Надеюсь вопрос задан в соответствующем разделе. Заранее благодарю.
Просмотров: 164141
Расчет смет на продавливание
Регистрация: 11.07.2016
Сообщений: 88
Это для линейных размеров. Для валов используют малые буквы (h, d, e, s), для отверстий заглавные (J, K, F, H). Числовые значения допуска зависят от самого размера. Для 1-3 мм допуск будет +- 100 мкм, а для 450-500 мм — +- 625 мкм
Offtop: таблицу можно загулить по «допуски и посадки ЕСКД таблица»
__________________
в наше время проще стать гипом, чем толковым специалистом
| Инжинер канструктoр |
| Посмотреть профиль |
| Найти ещё сообщения от Инжинер канструктoр |
нестандартное оборудование, Пневмо-Гидро Системы
Регистрация: 28.12.2011
Сообщений: 1,707
Сообщение от Инжинер канструктoр
Это для линейных размеров.
Это относится к размерам, не относящимся ни к валам ни к отверстиям!
Внимательно ЕСКД и ДиП читайте.
Артиллерист — вертолётчик. Дипломированный инженер-механик. Technologist
Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,521
Сообщение от Liukk
Сообщение от arif102
как можно расшифровать в числовом формате обозначение +- IT14/2
Это относится к размерам, не относящимся ни к валам ни к отверстиям!
Внимательно ЕСКД и ДиП читайте.
Не совсем так, коллега!
Это относится к отклонениям размеров, или к «допускам на размер», а уж к чему вы его применили, к валу или к отверстию не суть.
Хотя, правды ради, чаще всего именно так и бывает. В ТТ чертежа эту запись, применяют именно к размерам не относящимся к валу или отверстию (т.е «охватываемым» и «охватывающим»).
Запись означает, что отклонения истинного размера лежат симметрично от номинального размера,
а цифра указывает «значение квалитета» (в приведенном случае — 14), проще говоря величину отклонений, и только!
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I
Последний раз редактировалось T-Yoke, 28.09.2016 в 10:06 .
Расчет смет на продавливание
Регистрация: 11.07.2016
Сообщений: 88
Сообщение от Liukk
Это относится к размерам, не относящимся ни к валам ни к отверстиям!
То есть и к угловым?
Offtop: Если пытаешься подмахнуть кого-то, то сам пиши так, чтобы не подмахнули
__________________
в наше время проще стать гипом, чем толковым специалистом
| Инжинер канструктoр |
| Посмотреть профиль |
| Найти ещё сообщения от Инжинер канструктoр |
Конструктор по сути (машиностроитель)
Регистрация: 10.10.2005
Набережные Челны (это где КамАЗ)
Сообщений: 11,391
Сообщение от Инжинер канструктoр
Для валов используют малые буквы (h, d, e, s), для отверстий заглавные (J, K, F, H).
Сообщение от Liukk
Это относится к размерам, не относящимся ни к валам ни к отверстиям!
Ребята, таким новичкам надо разжёвывать
К чему относится, зависит от того, какой текст написан в ТТ. Обычно это «валов h14, отверстий H14, остальных +-IT14/2». Остальные — это элементы типа уступов (высота ступеньки на лестнице) или фасок. Но бывает, что на чертеже текст в ТТ выглядит просто как «неуказанные отклонения +-IT14/2». Тогда ВСЕ размеры с таким допуском будут, неважно, валы это, отверстия или остальные. Ставится, когда к детали никаких особых требований соблюдать не надо. Типа прокладки, проставки, опоры и т.д.
__________________
Век живи, век учись — .
нестандартное оборудование, Пневмо-Гидро Системы
Регистрация: 28.12.2011
Сообщений: 1,707
Сообщение от Инжинер канструктoр
То есть и к угловым?
К линейным размерам относятся в том числе и диаметры, поэтому и уточнил. а диаметры, обычно, либо отклонение от нуля в плюс, либо в минус. Переходные посадки достаточно редко встречаются.
Но вообще, автору вопроса нужно книжку по Допускам и Посадкам почитать, для начала эту https://dwg.ru/dnl/8008
Конструктор по сути (машиностроитель)
Регистрация: 10.10.2005
Набережные Челны (это где КамАЗ)
Сообщений: 11,391
Liukk, а откуда такой рисунок? По второй строчке «не валы и не отв-я» спорно. Я бы даже сказал неверно, хотя и не могу подтвердить. В ГОСТ 25346 примеров нет, только определения валов и отверстий. Но в той строчке измеряется штангелем, например, что-то на раскрытие (т.е. отв-е получается), что-то на смыкание губок (получается вал).
__________________
Век живи, век учись — .
нестандартное оборудование, Пневмо-Гидро Системы
Регистрация: 28.12.2011
Сообщений: 1,707
Сообщение от Bull
а откуда такой рисунок
Да с интернета скачал, после 5 секунд поиска, на первый взгляд ляпов не нашёл, поэтому и выложил.
Но этот термин «размеры, не относящиеся ни к валам ни к отверстиям» больше к технологам относится, чем к конструкторам.
По-моему, на картинке только один размер (подчёркнут красным) спорный и скорее к отверстиям относится (хотя и его можно к межцентровому размеру отнести), остальные в данной группе , на мой взгляд, правильные и не относятся ни к валам ни к отверстиям.
Конструктор по сути (машиностроитель)
Регистрация: 10.10.2005
Набережные Челны (это где КамАЗ)
Сообщений: 11,391
А этот? Вал же. Да и радиусы. При измерении радиусомерами или снаружи, или изнутри измеряются. В отличие от выступов, например, которые точно не относятся ни к валам, ни к отв-ям.
__________________
Век живи, век учись — .
нестандартное оборудование, Пневмо-Гидро Системы
Регистрация: 28.12.2011
Сообщений: 1,707
Сообщение от Bull
что-то на раскрытие (т.е. отв-е получается), что-то на смыкание губок (получается вал)
Это больше зависит от технологии изготовления, от того, где материал снимается при изготовлении.
—— добавлено через ~3 мин. ——
Сообщение от Bull
Согласен, тоже спорный момент, но тут уж больше от мнения конструктора зависит, какие допуска ему нужны.
—— добавлено через ~5 мин. ——
Сообщение от Bull
Да и радиусы
А радиусы точно от технолога зависят, от того как он их изготавливать будет
Регистрация: 17.03.2016
Сообщений: 199
Сообщение от arif102
Всем здравствуйте. Подскажите пожалуйста как можно расшифровать в числовом формате обозначение +- IT14/2? ГОСТ читал, но окончательно понять не смог. Так же если можно объясните пожалуйста данное обозначение относится только к размерам окружностей, валов и цилиндров или оно относится ко всем размерам чертежа? читал ГОСТ не совсем понятно.
Надеюсь вопрос задан в соответствующем разделе. Заранее благодарю.
+- IT14/2 характеризует очень грубый размер не относящийся не к валам, не к отверстиям. Например, высота обечайки 1000 мм или колонны в 20000 мм. Меряют рулеткой, а не штунгенциркулем.
Для общего сведения почитайте ГОСТ 25346.
Последний раз редактировалось hasa, 28.09.2016 в 13:41 .
Регистрация: 27.03.2011
Украина (после Урала и Алтая)
Сообщений: 2,758
Правильный ответ в #6. А чтоб ответ был полным, разъясню на дополнительном примере. Для размеров 120. 180мм поле допуска у 14 квалитета составляет 1мм (для вала — минус 1, для отверстия — плюс 1). Если в ТТ записано +- IT14/2, то все размеры в пределах 120. 180мм, если на них персонально не проставлены допуски, необходимо выполнять с допуском +-0,5мм. К угловым размерам это не относится, для них см. ГОСТ 2.307, п. 3.1а.
Кстати, пример в #4 показывает обозначение отклонения размеров деталей в сборе.
__________________
Сделать просто очень сложно.
Подскажите не помню по черчению предельные отклонения размеров (не указанных) H14,h14,+/-JT14/2.
Запись на поле чертежа Н14, h14, ±IT14/2 означает: Неуказанные предельные отклонения отверстий по Н14 (подразумеваются все охватывающие размеры) , валов по h14 (подразумеваются все охватываемые размеры) , остальные размеры по ±IT14/2 (подразумеваются все размеры, не относящиеся к отверстиям и валам) . В данном случае длина 100±IT14/2 будет 100±0,435.
Остальные ответы
Набери «допуски и посадки в системе отверстий»
или ГОСТ 25347-82 Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
Таблица А. 1 — Дополнительные варианты неуказанных предельных отклонений линейных размеров
Дополнительный вариант
Класс точности
Обозначения предельных отклонений
размеров отверстий
размеров валов
размеров элементов, не относящихся к отверстиям и валам
1
Точный
Н12
h12
± t1/2 (или ± IT12/2)
Средний
Н14
h14
± t2/2 (или ± IT14/2)
Грубый
Н16
h16
± t3/2 (или ± IT16/2)
Очень грубый
Н17
h17
± t4/2 (или ± IT17/2)
2
Точный
+ t1
— t1
± t1/2
Средний
+ t2
— t2
± t2/2
Грубый
+ t3
— t3
± t3/2
Очень грубый
+ t4
— t4
± t4/2
А. 2 Предельные отклонения по квалитетам (Н, h, ± IT/2) должны соответствовать ГОСТ 25346 и ГОСТ 25348.
ГОСТ 30893 H14/h14 +-IT 14/2

Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Автор: Ветерок · Опубликовано: 1 час назад
Вы прикидываетесь, или на самом деле такой? ЗАЧЕМ все модели В ФОРМАТЕ STEP?

Автор: mamomot · Опубликовано: 4 часа назад
Второе Приложение Б к ранее выложенной Нормали по сварке: «Элементы типовые. Конструкция размеры и технические требования». 9_0_3 Нормаль ОГТ Приложение Б.pdf
Автор: SergeyF · Опубликовано: 4 часа назад
В каталогах производителей не указанна поверхностная закалка. Толкатели идут стандартной размерной линейкой, обычно 80/100/150/200/250, в дальнейшем они всегда обрезаются до необходимого размера. Если толкатель имел бы только поверхностную закалку, то он бы получал после обрезки «сырой» торец выходящий на фасонную поверхность формообразующей.
Автор: maxx2000 · Опубликовано: 5 часов назад
В Creo11 можно будет считать теплопередачу между твердотельной геометрией и «жидким» телом

Автор: Jesse · Опубликовано: 5 часов назад
Ну в статике вашей арматуре вряд ли че то будет. Раз речь идёт про акустику, то тут уже вибрации в звуковом диапазоне , а это тысячи Герц. Ну и усталость смотреть.
Автор: Misha hm · Опубликовано: 5 часов назад
Готов поспорить, что это не так. Вот картинка: Опорная температура 273К. Температура горячей стенки задал как 90К, холодной — минус 10К. Легенда показывает абсолютные значения (так ведь?). Тогда это неправильно. Либо, это может быть правильно только в одном случае, если легенда в относительных (опорной) градусах.

Автор: SHARit · Опубликовано: 6 часов назад
Автор: maxx2000 · Опубликовано: 7 часов назад
@Барс между болтом и отверстием, между фланцем и прокладкой. Это называется жёсткий шарнир. Так называют потому что возможно только кручение или качание вокруг или вдоль оси но не происходит линейное перемещение. Если болтовое соединение заменить сваркой, то такое соединение станет жёстким. Между балкой и фланцем жёсткое соединение, между фланцем и прокладкой шарнир с 5 минуты приварено, приклеено — не шарнир.