Радиусы гибки, применяемые для листовых металлов
При обработке листового металла, путем холодной гибки, необходимо знать минимальные радиусы, по которым можно производить гиб изделия из определенного металла. Нарушение данных рекомендаций может привести к порче материала и невозможности его дальнейшего использования.
При обработке листового металла, путем холодной гибки на листогибочном станке, необходимо знать минимальные радиусы, по которым можно производить гиб изделия из определенного металла. Нарушение данных рекомендаций может привести к порче материала и невозможности его дальнейшего использования.  В таблице 1 представлены минимальные значения радиусов холодной гибки металла (R), которые зависят от материала, подвергаемого обработке и его толщины (S).
В таблице 1 представлены минимальные значения радиусов холодной гибки металла (R), которые зависят от материала, подвергаемого обработке и его толщины (S). 
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
- S — толщина обрабатываемого материала;
- R — радиус сгиба материала, без специальных технических требований к выполнению гибки;
- Rc — радиус сгиба материала с притупленными кромками и без заусениц;
- Rп — радиус сгиба материала с притупленными кромками и без отсутствии заусениц, в том случае, если линия сгиба располагается под углом 90 градусов к направлению волокон проката.




Минимальный радиус сгиба металлов круглого и квадратного сечений, мм


Пояснения к таблицам:
- R1 – радиус гиба металла для профиля круглого сечения;
- R2 – радиус гиба металла для профиля прямоугольного сечения.
Радиусы гибов листа
Существует множество способов обработки металла для использования его в промышленных и иных практических целях. Это не только резка с целью раскроя или выполнения определенного элемента. Иногда материал должен принять определенную форму, в том числе с учетом рельефной модификации. Для этого применяют радиусную гибку металла. Чаще всего форма придаётся следующим элементам:
- Подвесные компоненты фасада здания;
- Листовые заготовки;
- Козырьки и карнизы;
- Декоративные элементы;
- Металлические детали мебели;
- Трубы.
- Коррозионная устойчивость;
- Отсутствие отходов, низкая себестоимость;
- Гибка обеспечит максимальную эстетичность изделия. После сварки остаются швы, после резки могут быть неровные или некрасивые края. Гибка поможет избежать этих недостатков.;
- Конечная конструкция не имеет стыков и швов. Это обеспечивает высокую прочность изделия.
Существует несколько разновидностей радиусной гибки.
- Одноугловая. Сжатие верхнего края и растягивание нижнего с установлением необходимого радиуса. Наиболее простой тип гибки.
- Двухугловая. Действия одноугловой гибки повторяются несколько раз.
- Многоугловая.
- Закатка – гибка листов для получения плавного изгиба при изготовлении хомутов или петель.
В зависимости от пространственного позиционирования:
- Продольная – с использованием холодного способов;
- Поперечная – многоэтапная обработка: загиба и нагрева кромки, собственно гибки, осаживания и вытяжки.
В ходе гибки металла специалист должен знать наименьший радиус, по которому можно гнуть заготовку, в противном случае можно испортить её, что сделает невозможным дальнейшее использование материала.
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
Ниже приведены таблицы для выбора радиуса для гибки стали и других металлов. S обозначена толщина заготовки, радиус обозначается:
R – без специальных требований;
Rc – с притуплёнными кромками и без заусениц;
Rn – Rc, линия сгиба под прямым углом к волокнам проката.
Таблица радиусов для гибки под углом до 60 градусов в миллиметрах.
| Толщина | Ст3, Сталь 15-20 | Ст5, 35-40 | Ст6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 3,0 | 1,5 | 0,5 | |||||||||
| 0,5 | 5,0 | 2,0 | 1 | |||||||||
| 0,8 | 5,0 | 2,0 | 1,5 | |||||||||
| 1.0 | 3 | 2 | 0,5 | 5,0 | 2,0 | 1,0 | 7,0 | 3,0 | 2,0 | 10,0 | 5,0 | 2 |
| 1.2 | 12 | 6 | 2 | |||||||||
| 1,5 | 5 | 3 | 1 | 7 | 3 | 1,5 | 10 | 4 | 3 | 15 | 7 | 3 |
| 1,75 | 15 | 8 | 3 | |||||||||
| 2.0 | 6 | 3 | 1.5 | 10 | 4 | 2 | 12 | 5 | 3 | 20 | 10 | 4 |
| 2,5 | 25 | 12 | 5 | |||||||||
| 3 | 8 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 5 |
| 4 | 12 | 7 | 2 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 7 |
| 5 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 6 | 18 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 10 |
| 7 | 70 | 35 | 12 | |||||||||
| 8 | 25 | 15 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 10 | 30 | 18 | 6 | 50 | 20 | 10 | 70 | 25 | 18 | 90 | 50 | 18 |
| 12 | 35 | 20 | 7 | 50 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 20 |
| 14 | 40 | 25 | 8 | |||||||||
| 16 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 30 | 150 | 80 | 30 |
| 20 | 60 | 35 | 12 | 90 | 40 | 20 | 130 | 50 | 35 | 200 | 100 | 35 |
Радиусы для гибки стали с углами 60 – 90 градусов, миллиметры.
| Толщина | Ст3, 25-20 | Ст5, 35-40 | СТ6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 2 | 1 | 0.4 | |||||||||
| 0,5 | 4 | 2 | 0.75 | |||||||||
| 0,8 | 4 | 1.5 | 1 | |||||||||
| 1 | 3 | 1.5 | 0.5 | 3 | 1.5 | 0.75 | 5 | 2 | 1.5 | 8 | 4 | 1.5 |
| 1.2 | 10 | 5 | 2 | |||||||||
| 1.5 | 4 | 2 | 0.75 | 5 | 2 | 1.5 | 7 | 3 | 2 | 12 | 6 | 2 |
| 1,75 | 15 | 7 | 3 | |||||||||
| 2 | 5 | 3 | 1 | 7 | 3 | 2 | 10 | 4 | 3 | 15 | 8 | 3 |
| 2.5 | 20 | 10 | 4 | |||||||||
| 3 | 7 | 4 | 3.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 4 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 5 | 12 | 7 | 3.5 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 8 |
| 6 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 7 | 60 | 30 | 10 | |||||||||
| 8 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 10 | 25 | 12 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 12 | 30 | 15 | 6 | 40 | 18 | 10 | 60 | 25 | 18 | 100 | 50 | 18 |
| 14 | 30 | 18 | 7 | |||||||||
| 16 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 130 | 60 | 25 |
| 20 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 25 | 160 | 80 | 30 |
Радиусы гибки стали под углом от 90 до 150 градусов, миллиметры.
| Толщина | Ст3, 25-20 | Ст5, 35-40 | СТ6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 1.5 | 0.75 | 0.3 | |||||||||
| 0,5 | 3 | 1.5 | 0.5 | |||||||||
| 0,8 | 3 | 1 | 1 | |||||||||
| 1 | 2 | 1 | 0.4 | 3 | 1 | 0.5 | 4 | 1.5 | 1 | 6 | 3 | 1 |
| 1.2 | 7 | 4 | 1 | |||||||||
| 1.5 | 3 | 1.5 | 0.5 | 4 | 2 | 1 | 6 | 2 | 1.5 | 10 | 5 | 2 |
| 1,75 | 10 | 5 | 2 | |||||||||
| 2 | 4 | 2 | 1 | 6 | 2 | 1 | 8 | 3 | 2 | 12 | 6 | 2 |
| 2.5 | 15 | 8 | 3 | |||||||||
| 3 | 6 | 3 | 1 | 8 | 4 | 2 | 12 | 5 | 3 | 18 | 8 | 4 |
| 4 | 8 | 4 | 1.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 5 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 6 | 12 | 6 | 2 | 15 | 7 | 4 | 25 | 10 | 6 | 35 | 18 | 7 |
| 7 | 40 | 20 | 8 | |||||||||
| 8 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 10 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 12 | 25 | 12 | 5 | 35 | 15 | 7 | 50 | 20 | 12 | 70 | 35 | 15 |
| 14 | 30 | 15 | 6 | |||||||||
| 16 | 30 | 15 | 6 | 40 | 20 | 10 | 60 | 25 | 15 | 100 | 50 | 20 |
| 20 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 25 |
Радиусы гибки заготовок из цветных металлов в миллиметрах
| Толщина | Медь М1-3 | Латунь М63 | Алюминий | ||||||||||||
| Мягкая | Твердая | Мягкая | Твердая | А1-3, АМц | |||||||||||
| R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | |
| 0,3 | 0.5 | 0.2 | 0.2 | 0.75 | 0.4 | 0.2 | 0.5 | 0.3 | 0.2 | ||||||
| 0,4 | 0.4 | 0.2 | 1 | 0.5 | 0.3 | 0.75 | 0.4 | 0.2 | |||||||
| 0,5 | 0.5 | 0.2 | 1.5 | 0.75 | 0.4 | 0.75 | 0.4 | 0.2 | 1.5 | 0.5 | 0.3 | 1 | 0.5 | 0.2 | |
| 0,8 | 1.5 | 0.5 | 0.2 | 2 | 1 | 0.4 | |||||||||
| 1,0 | 1 | 0.5 | 0.3 | 3 | 1.5 | 1 | 1.5 | 0.75 | 0.3 | 3 | 1 | 0.5 | 2 | 1 | 0.4 |
| 1,5 | 1.5 | 0.75 | 0.4 | 4.5 | 2 | 1.5 | 2 | 1.5 | 0.5 | 4 | 2 | 0.75 | 3 | 1.5 | 0.5 |
| 2,0 | 2 | 1 | 0.5 | 6 | 3 | 1.5 | 3 | 1.5 | 0.5 | 5 | 2 | 1 | 4 | 2 | 0.75 |
| 2,5 | 3 | 1.5 | 0.75 | 7 | 4 | 2 | 4 | 2 | 0.75 | 6 | 3 | 1.5 | 5 | 3 | 0.75 |
| 3,0 | 3 | 1.5 | 1 | 10 | 5 | 2 | 5 | 2 | 1 | 7 | 4 | 1.5 | 6 | 3 | 1 |
| 3,5 | 4 | 2 | 1 | 10 | 5 | 3 | |||||||||
| 4.0 | 4 | 2 | 1 | 12 | 6 | 3 | 6 | 3 | 1.5 | 10 | 5 | 2 | 8 | 4 | 1.5 |
| 5.0 | 5 | 3 | 1.5 | 15 | 8 | 4 | 10 | 5 | 2 | ||||||
| 6 | 15 | 7 | 2 | ||||||||||||
Какие минимальные радиусы гибки допустимы?
Наименьший внутренний диаметр для радиусной гибки в 40 раз превышает толщину листа, радиус – в 20 раз. Однако из этого правила существуют исключения, зависящие от угла сгиба и марки стали.
Минимальный относительные радиусы гибки R/S при линии сгиба вдоль волокон проката отожженных листов алюминия, латуни Л69, меди составляет 0,2, стали марок:
- Стали 05-08 – 0,2;
- 08-10, Ст1-2 – 0,4;
- 15-20, Ст3 – 0,5;
- 25-30, Ст4 – 0,6;
- 35-40, Ст5 – 0,8;
- 45-50 – 1,0;
- 55-60, Ст7 – 1,3.
- Нержавеющей стали X18H9T – 2,0
Аналогичный показатель для дюралюминия:
- Мягкого — 1,5;
- Твердого – 3,0.
Положение линий сгиба поперёк волокон проката отожжённых листов для стали марок:
- 15-20, Ст3 – 0,1;
- 25-30, Ст4 – 0,2;
- 35-40, Ст5 – 0,3;
- 45-50, Ст6 – 0,5;
- 55-60, Ст7 – 0,7;
- Нержавеющая X18H9T – 1,0
Для дюралюминия этот показатель будет равен:
- Мягкий – 1,0;
- Твердый – 2,0.
Наименьший относительный радиус гибки R/S наклепанных листов при линии сгиба поперёк волокон проката для металлов:
- Алюминий – 0,3;
- Латунь Л68 – 0,4;
- Медь – 1,0;
Для сталей марок:
- 05-08 – 0,2;
- 08-10, Ст1 – 2 – 0,4;
- 15-20, Ст3 – 0,5;
- 25-30, Ст4 – 0,6;
- 35-40, Ст5 – 0,8;
- 45-50, Ст6 – 1,0;
- 55-60, Ст7 – 1,3.
- Нержавеющая X18H9T – 3,0.
- Мягкий – 1,5;
- Твердый – 3,0.
Если линия сгиба расположена вдоль волокна проката, минимальный радиус будет равен:
- Алюминий, латунь Л68 – 0,8;
- Медь – 2,0.
Для марок стали:
- 05-08 – 0,5;
- 08-10, Ст1 – 2 – 0,8;
- 15-20, Ст3 – 1,0;
- 25-30, Ст4 – 1,2;
- 35-40, Ст5 – 1,5;
- 45-50, Ст6 – 1,7;
- 55-60, Ст7 – 2,0
- Нержавеющая сталь X18H9T – 4,0
- Мягкий – 2,5;
- Твердый – 4,0.
Гнуть металл исходя из минимального радиуса можно только в исключительных случаях. В большинстве случаев необходимо увеличивать радиус. Если металл гнётся под углом к направлению проката, рекомендуется поставить промежуточные значения радиуса, в зависимости от угла наклона линии сгиба. Если необходимо сделать изделие с малым радиусом, следует выбрать значение радиуса для наклёпанного листа. Если в работе заготовка толщиной более 10 мм, для нужно выбрать больший радиус.
Выполним гибку металла
Компания “Металлист” оказывает услуги по радиусной гибке стали и цветных металлов для государственных и коммерческих промышленных предприятий. Сделаем заготовки для машино- и приборостроения, металлических дверей и мебели. Согнем детали толщиной до 20 мм и массой до 200 кг. Работу делает гибочный пресс с числовым программным управлением, он справляется с задачей быстро и точно. Используется метод холодной деформации, не требующий предварительного нагрева обрабатываемого материала.
Доверьтесь профессионалам. Оставьте заявку на нашем сайте.
Радиусы гибки листового материала
В таблице приведены минимальные радиусы холодной гибки (R), в зависимости от толщины листа (S).
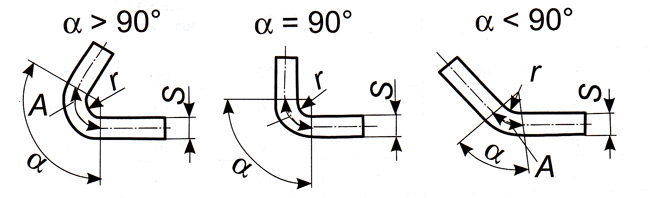
Развернутая длина изогнутого участка детали из листового материала при изгибе на угол α:
A = π(R + k — s)α/180,
где k — числовой коэффициент, определяющий положение нейтрального слоя при гибке.
Таблица (2)
Коэффициент, определяющий положение нейтрального слоя при гибке
| S | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 |
|---|---|---|---|---|---|---|---|---|
| R | k | |||||||
| 1 | 0.35 | — | — | — | — | — | — | — |
| 2 | 0.375 | 0.350 | — | — | — | — | — | — |
| 3 | 0,398 | 0.362 | 0.350 | — | — | — | — | — |
| 4 | 0.415 | 0.374 | 0,36 | 0.358 | — | — | — | — |
| 5 | 0.428 | 0.386 | 0.367 | 0,357 | 0.350 | — | — | — |
| 6 | 0.440 | 0.398 | 0.375 | 0,363 | 0.355 | 0.350 | — | — |
| 8 | 0.459 | 0.415 | 0.391 | 0.375 | 0.365 | 0.358 | 0.350 | — |
| 10 | 0,47 | 0.429 | 0.405 | 0.387 | 0.375 | 0.366 | 0.356 | 0,35 |
| 12 | 0.480 | 0.440 | 0.416 | 0.399 | 0,385 | 0,375 | 0.362 | 0.355 |
| 16 | — | 0.459 | 0.433 | 0.416 | 0.403 | 0,392 | 0,375 | 0,365 |
| 20 | 0.500 | 0.470 | 0.447 | 0 430 | 0.415 | 0,405 | 0.368 | 0,375 |
| 25 | — | — | 0.460 | 0.443 | 0.43O | 0.417 | 0.402 | 0.387 |
| 28 | — | 0.500 | 0.466 | 0 450 | 0.436 | С.435 | 0,408 | 0.395 |
| 30 | — | — | 0.4/0 | 0 455 | 0.440 | 0.430 | 0,412 | 0.400 |
Примечания:
- Наименьшие внутренние радиусы гибки следует применять лишь в случае конструктивной необходимости.
- При гибке под углом к направлению проката следует брать средние промежуточные значения, в зависимости от угла наклона линии изгиба.
- При изгибе заготовок, полученных вырубкой или резкой без отжига, радиусы гибки следует брать как для наклепаного металла.
- При гибке нужно устанавливать заготовку заусенцами внутрь изгиба во избежание возникновения трещин.
Смотри также:
- Минимальные радиусы гибки металлов круглого(R1) и квадратного(R2) сечений
- Разделка угловой стали при гибке
- Отверстия в стальных двутаврах
- Отверстия в стальных швеллерах
- Отверстия в угловых стальных профилях
- Сквозные отверстия под крепежные детали (по ГОСТ 11284)
- Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
- Отверстия сквозные продолговатые для болтов, винтов, шпилек (по ГОСТ 16030)
- Радиусы закруглений и фаски (по ГОСТ 10948)
- Входные фаски деталей с неподвижными посадками
- Радиусы закруглений сопряженных валов и втулок
- Галтели вала и корпуса под шарико- и роликоподшипники
- Канавки для посадки подшипников качения
Радиус гиба листового металла — минимальные значения и особенности технологии


Гибка является одной из основных технологических операций, которые выполняются при работе с листовым металлопрокатом. В результате гибки металла плоская заготовка становится объемной.
Гибка позволяет придавать заготовкам нужную форму без резки и сварки. Требуемого результата удается добиться за счет деформации листа: при гибке внутренний слой материала сжимается, а наружный растягивается. При правильном выборе режимов обработки удается получить детали с высокой точностью форм и размеров, без механических повреждений.
Современное оборудование позволяет изготовить широкий диапазон изделий методом гибки листового металла: профилированные изделия, швеллеры, уголки, короба, кронштейны и др.
Какие минимальные радиусы гибки допустимы
При обработке листового металлопроката на листогибочном оборудовании необходимо знать минимальные радиусы, по которым можно производить гибку изделия из определенного сплава. Нарушение стандартов может привести к необратимой порче материала и невозможности его дальнейшего использования по назначению.
В результате радиусной гибки изменяется продольная ось деформируемой заготовки. При этом минимальный радиус гиба листового металла (R) зависит от подвергаемого обработке материала и его толщины (S).
Для радиусной гибки листового металла рекомендуются следующие значения: минимальный внутренний диаметр должен в 40 раз превышать толщину листа, радиус — в 20 раз. Эти параметры важно соблюдать для сохранения прочностных качеств листа.
Для определения минимального радиуса при гибке листового металла используют таблицу:
Важно отметить, что минимально допустимые радиусы гибки листовой стали подбираются в зависимости от угла сгиба заготовки.
- Применять минимальный радиус гибки листового металл допускается лишь в крайних случаях.
- При наличии возможности рекомендуется применять увеличение значения радиуса.
- Использовать радиусы большего значения рекомендуется также для листов толщиной более 10 мм.
- Если гибка выполняется под углом к направлению проката, лучше использовать промежуточные значения радиуса гибки листового металла.
Особенности технологии гибки листового металлопроката
Гибка листового металла выполняется двумя способами: горячим и холодным. Первый вариант актуален, когда требуется получить деталь из материала с низкой пластичностью, когда необходимо избавиться от пружинения. «Горячий» способ считается более трудоемким, к тому же многократные нагревы металла до температуры повышения пластичности снижают его качество.
Наибольшее распространение получил холодный способ. Усилия при гибке листового металла относительно невелики, поэтому нагрев заготовок не требуется. Эта технология подходит для обработки низкоуглеродистой стали, нержавеющей стали, меди и алюминия. В процессе обработки без предварительного нагрева структура металла не нарушается, изделие в полной мере сохраняет свои свойства и характеристики.
Технология придания формы деталям из листовой стали имеет огромное количество нюансов. Важно учитывать, что в процессе обработки внешние слои листа растягиваются, а внутренние — сжимаются. Только точное определение нейтральной линии, которая расположена между этими слоями, позволяет добиться корректной гибки и получить точную геометрию. Также следует учитывать, что любой металл имеет свойство пружинить.
Преимущества использования станков с ЧПУ
Современное листогибочное оборудование с числовым программным управлением (ЧПУ) позволяет из листового металла получить сложные детали высокой геометрии. Использование специализированного программного обеспечения исключает влияние на процесс человеческого фактора и позволяет не только существенно увеличить скорость обработки заготовок, но и увеличить точность обработки.
Настройка станков с ЧПУ сводится к загрузке специальной компьютерной программы, в которой содержатся все необходимые данные по режимам обработки. Наладив оборудование один раз, можно многократно пользоваться выбранным режимом. Устройство позволяет сохранять в памяти компьютера большое количество таких программ.

Почему гибку листового металла следует доверить именно к нам
Производственная компания УПТК-65 более 20 лет занимается гибкой, резкой, правкой и другими видами обработки листового металлопроката. Располагаем современным листогибочным оборудованием с программным управлением, которое позволяет обрабатывать листовой металл толщиной от 0,3 мм до 4 мм по технологии холодного деформирования.
Работаем с холоднокатаным металлопрокатом, оцинкованной и нержавеющей сталью, цветными металлами. Оказываем услуги гибки листового металла в Санкт-Петербурге в строгом соответствии с приложенным техническим заданием.
Наши возможности позволяют выполнять различные виды гибки листового металла:
- Одноугловую;
- П-образную;
- Многоугловую.
Возможно сочетание гибки с другими видами металлообработки в соответствии с потребностями заказчика.