Допуск биения
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
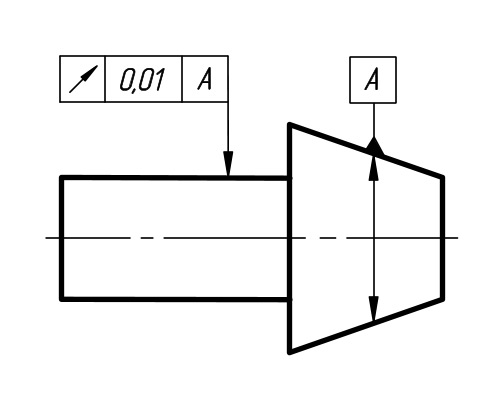
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
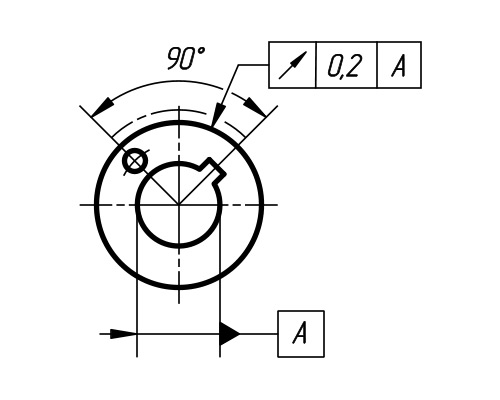
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
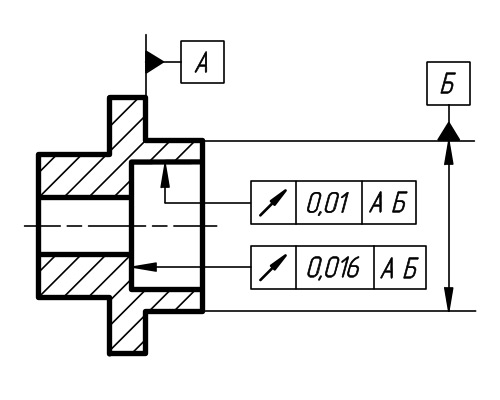
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
Радиальное и торцевое биение
Здравствуйте, объясните пожалуйста понятным языком что показывает радиальное биение и торцевое биение зубчатого колеса, как его определяют, на что они влияют. Радиальное биение я нашел по таблице в справочнике мягкова, торцевое тоже, но преподавателя такой ответ не устраивает , а я не знаю как объяснить
И еще чем контролировать зубчатое колесо, потому что я говорил по норме кинематической точности по плавности по норме контакта выбираем комплекс контролируемых параметров, находим допуски, но его этот ответ не устроил
И на что влияет шероховатость Ra зубчатого колеса, у меня оно на шлицах там шероховатость 0.8, на зубчиках такая же. Я говорил что там при работае колеса трение от шероховатости, износ но его не устроило такое
Просмотров: 66463
Артиллерист — вертолётчик. Дипломированный инженер-механик. Technologist
Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,521
Сообщение от yesinmsg
Здравствуйте, объясните пожалуйста понятным языком что показывает радиальное биение и торцевое биение зубчатого колеса, как его определяют, на что они влияют. Радиальное биение я нашел по таблице в справочнике мягкова, торцевое тоже, но преподавателя такой ответ не устраивает , а я не знаю как объяснить
И еще чем контролировать зубчатое колесо, потому что я говорил по норме кинематической точности по плавности по норме контакта выбираем комплекс контролируемых параметров, находим допуски, но его этот ответ не устроил
И на что влияет шероховатость Ra зубчатого колеса, у меня оно на шлицах там шероховатость 0.8, на зубчиках такая же. Я говорил что там при работае колеса трение от шероховатости, износ но его не устроило такое
Для начала термин биения согласуйте с ГОСТ, тот рекомендует использовать торцОвое биение.
А по сути, есть куча специализированных приборов для измерения биения зубчатого колеса как радиального, так и торцового, в зависимости от базовых поверхностей.
Вы бы рисунок или эскиз вашего колеса показали, было бы проще вам советовать.
на рисунке,
а) отклонения характерны для радиальных биений
б) отклонения характерны для торцовых биений 
есть например вот такой аппаратно-программный комплекс БВ-5141. 
Изображения
| Биения.jpg (49.4 Кб, 36463 просмотров) |
| БВ-5141_А0.pdf (112.8 Кб, 892 просмотров) |
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I
Последний раз редактировалось T-Yoke, 24.12.2013 в 20:41 .
Регистрация: 24.12.2013
Сообщений: 6
вот чертеж ну а вопросы в первом посте я указал, я знаю что есть специальные инструменты для контроля, я указывал их в расчетах, мне интересен как бы сам процесс. Я вот прочел что радиальное биение это отклонение центра относительно базовой оси, внятного термина торцового биения я не нашел. Интересует в первую очередь что это, я по книгам прочел по примерам сделал расчет, но объяснить тяжело, понятным бы языком узнать чтобы я мог объяснить. Как контролировать зубчатое колесо вот как бы.
Последний раз редактировалось yesinmsg, 24.12.2013 в 20:23 .
Артиллерист — вертолётчик. Дипломированный инженер-механик. Technologist
Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,521
Совет. Сайт «радикал.ру» лучше не использовать, картинку мы здесь не увидим Он запрещен на сайте dwg.ru.

А по сути можно сказать следующее.
Базовая поверхность, это внутренний диаметр шлицевой поверхности 70H7, значит контролируем на точной оправке с посадкой по этому диаметру.
Так как допуск Н7 довольно широкий 30 микрон, то придется сделать несколько точных оправок (их еще называют «скалки») с шагом и допуском 3-5 микрон,
(69,997; 70,000; 70,003; 70,006; 70,009; 70,012; 70,015; 70,018; 70,021; 70,024; 70,027)
таким образом понадобятся около 10 оправок, вот на них и надо контролировать допуск торцового биения.
С радиальным биением хуже.
Вероятно придется городить специальное приспособление, так как контролировать надо боковую сторону зубьев,
а это значит нужна точная привязка по шагу или повороту колеса.
Теперь собственно теория
| что показывает радиальное биение и торцовое биение зубчатого колеса, как его определяют, на что они влияют. |
начну с конца.
Влияют на ресурс работы изделия, повышенный шум, вибрацию и износ сопутствующих элементов (опоры, подшипники и т.д.))
Показывают возможные отклонения колеса от теоретического положения после сборки, так как фактические отклонения в определенных пределах,
можно компенсировать при сборке, поэтому необходимо их знать.
Определяют различными способами измеряя, как непосредственно истинные размеры детали, так и опосредованно отклонения, через эталонные зубчатые колеса например.
Изображения
| Чертеж колеса.jpg (92.5 Кб, 36124 просмотров) |
| Чертеж колеса_большой.rar (492.4 Кб, 205 просмотров) |
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I
Последний раз редактировалось T-Yoke, 25.12.2013 в 17:33 .
Регистрация: 24.12.2013
Сообщений: 6
Регистрация: 13.12.2011
Сообщений: 797
Сообщение от yesinmsg
понятным языком что показывает радиальное биение и торцевое биение зубчатого колеса, как его определяют, на что они влияют. Радиальное биение я нашел по таблице в справочнике мягкова, торцевое тоже, но преподавателя такой ответ не устраивает
Тема серьёзная, и даже за 5-6 стр. форума её не изучить. Советую начать с терминологии. Определения «самые правильные» и однозначные берём из ГОСТа 24642-81 пп 4.1 (радиальное) 4.2 (торцовое). Важно понять, что биение а) комплексная погрешность, т.е. сумма откл. расположения пов-и и откл. его формы (т.е. некруглость при радиальном биении и неплоскостность при торцовом); б) биение может относиться только к конкретной поверхности и в) . только относительно конкретной оси. Т.е «биение зубчатого колеса (вала, оси и тп.)» не корректно и ничего не означает. Например, для шестерен это может быть «биение вершин (или впадин) зубьев, биение делит. окружности» и тд. — относительно оси той поверхности шестерни, которая определяет её положение относительно посадочной поверхности вала. Подробнее об этом и контрольных комплексах для зубчатого венца — в стандартах на зубчатые зацепления. Но основы те же, что в ГОСТ 24642-81.
Торцовое биение должно относиться только к торцам ступицы, а не к зубчатому колесу «вообще».
Немного непонятно насчёт «преподавателя не устраивает». Он не должен помочь разобраться? Offtop: Или за отдельную плату?
Конструктор, инженер-механик на пенсии
Регистрация: 03.10.2003
Новосибирск
Сообщений: 6,953
Сообщение от yesinmsg
мне интересен как бы сам процесс. Я вот прочел что радиальное биение это отклонение центра относительно базовой оси, внятного термина торцового биения я не нашел.
Для этого нужно посмотреть как зуборезчики нарезают зубчатые колеса.
1. Во первых, в индивидуальном производстве зуборезчик выставляет шестерню относительно центра станка, включается вращение поворотного стола и стрелочным индикатором на внешнем диаметре заготовки меряется биение поверхности колеса относительно центра, величина биения задается конструктором, как раз это биение и есть радиальное биение зубчатого венца
2. Торцевое биение. Представь себе что торец шестерни зуборезчик выставил не параллельно столу зуборезного станка, верхний(ну да и нижний тоже) торец будет бить (торцевое биение), это значит ось зубчатого венца будет на некоторым малом угле к оси заготовки, ну примерно так это и будет выглядеть.
Можно как-нибудь по другому, да можно, например накладными оправками в центрах станка, но все равно не для всякой шестерни такие оправки сделаешь.
| Serge Krasnikov |
| Посмотреть профиль |
| Найти ещё сообщения от Serge Krasnikov |
Регистрация: 11.11.2009
Сообщений: 646
Похоже, препод не зря копает: налицо изначальное непонимание ситуации: шлицы, насколько смог разобрать блеклый размер, стандартные: D-10x72x82, с центрированием по наружнему диаметру. Тогда каким боком вылез размер 70, причём в качестве базы и без всяких доп. указаний на сей предмет? База Б — ни о чём; тем паче, 70 дан без значка диаметра и на диаметр он вовсе не похож из-за плоских вершин шлицев. От чего и как мерять будем биения? Ознакомьтесь с геометрией соединения в ГОСТ 1139 или в справочнике Анурьева (т.2) и нарисуйте что-нибудь более-менее похожее на правду.
До кучи стрелку А убрать; и без неё проекция нормальная.
Сообщение от yesinmsg
И на что влияет шероховатость Ra зубчатого колеса
При изготовлении — на способ обработки: 0,8 шлифованные зубья. Может, это имелось ввиду.
Последний раз редактировалось Малевич, 25.12.2013 в 13:05 .
Регистрация: 13.12.2011
Сообщений: 797
Сообщение от yesinmsg
на что влияет шероховатость Ra зубчатого колеса
Здесь тоже, как и с биением, надо бы конкретнее. Иначе не разобраться. У каждой поверхности шероховатость своя и своё влияние, точнее, назначение.
Сообщение от Малевич
способ обработки: 0,8 шлифованные зубья. Может, это имелось ввиду
На способ обработки тоже влияет, но со стороны изготовления, а конструктор больше занят качеством констукции.
Насчёт шероховатости можно конкретно раразобраться по черт. в #4. Шероховатость, которая действительно влияет на работу зубчатого соединения, — это Ra 0,8, которая стоит на зубчатом венце. На долглвечность, бесшумность. Это шероховатость функциональная, т. е, определяемая назначением данного элемента детали.
Для сравнения: шероховатость Ra 0,8, которая на торце (почему-то левом, а биение на провом) никакого отношения к точности передачи не имеет. Функциональным здесь явл. сам допуск биения. А шероховатость всего лишь «обслуживает» допуск биения, т.е. зависит от него и вычисляется пропорционально. В данном примере хватило бы от 2-х до 4-х микрон (если из ряда, то, напр., Ra2,5 или Ra1,6). Её повышение на качестве конструкции никак не сказывается. Это технологическая шероховатость. И менно о ней чаще всего и говорят. Ещё полезно учитывать, что более точные и чистые поверхности должны иметь минимально необходимую площадь (так технологичнее). Т. е. биение торца и шероховатость не стоит распространять на весь торец. А указать реальные границы (если не делать ступицу).
Конструктор по сути (машиностроитель)
Регистрация: 10.10.2005
Набережные Челны (это где КамАЗ)
Сообщений: 11,391
Сообщение от STAJOR
А шероховатость всего лишь «обслуживает» допуск биения, т.е. зависит от него и вычисляется пропорционально.
Чушь. Есть, конечно, закономерность между ними, но не прямая, а косвенная. И не абсолютная. Бывают случаи, когда нужно обеспечить хорошую точность, но при этом иметь грубую шероховатость (например, поверхности склеивания, когда зазор важен и нужна «шершавость»). А тут. Как ты сам упомянул,
Сообщение от STAJOR
шероховатость Ra 0,8, которая на торце ( почему-то левом, а биение на провом )
— просто описка чертежника. Если поверхность неважна (не примыкает ни к чему), то и шероховатости не нужно. А если примыкает, то нужны и шероховатость, и биение. Т.е. что-то куда-то надо переместить на чертеже.
__________________
Век живи, век учись — .
Регистрация: 13.12.2011
Сообщений: 797
Сообщение от Bull
Бывают случаи, когда нужно обеспечить хорошую точность, но при этом иметь грубую шероховатость
«Чушь» — не бывает! Ведь точность нужно не только получить, но и проконтролировать с определённой максимальной погрешностью, связанную с шероховатостью в том числе. Следовательно, в данном примере мы выбираем шерох. наиболее грубую, но технологически (для получения заданной точности) допустимую. Есть цифры — проверим. Может есть и другие примеры — давай разберёмся вместе.
Сообщение от Bull
просто описка чертежника
. и опечатка чертежа тут никаким боком. Их там много, но чертёж не настоящий, а для примера, и критиковать его не собирался. Просто эта попалась по пути темы.
Конструктор по сути (машиностроитель)
Регистрация: 10.10.2005
Набережные Челны (это где КамАЗ)
Сообщений: 11,391
Сообщение от STAJOR
Ведь точность нужно не только получить, но и проконтролировать с определённой максимальной погрешностью, связанную с шероховатостью в том числе.
Именно, что в том числе . В описанном случае представьте размер Ф20 с допуском -0.07 на длину около 50 мм с шероховатостью Ra6.3. Зазор в посадке, по требованиям производителя клея, должен быть в пределах 0.12-0.18мм. И по тем же требованиям поверхность должна быть шершавая, чтобы обеспечить схватывание клея. Тут или доп. обработка поверхности (пескоструй, электроэрозия), или обеспечение размера при «грубой» обработке. Т.е. обычные таблицы по режимам резания на чистовое точение не подходят, будет излишняя гладкость. Вот опытным путем и создается нехитрое «ноу-хау», обеспечивающее оба требования за один проход резцом. Проконтролировать? Нет проблем. Поверхность довольно обширная, чтобы шероховатость не влияла на результат. Согласен, что вариант имеет свой предел «грубости», но до него тут далеко
Это один крайний случай, ща другой опишу, более распространенный.
Изготавливается знак в пресс-форму. Отливка такая неответственная, что отверстие Ф20 может колебаться +/-0.5мм. Соответствующая по режимам обработки шероховатость — Ra6.3, а то и грубее. Но это знак в форме, и не должен иметь даже мелких заусенцев и ступенек, чтобы не препятствовать извлечению отливки. Вот и полируется поверхность до значения Ra0.1 (хотя рабочие доводят обычно до 0.8 и все, чтобы время не терять). Какой там стандартный допуск при такой шероховатости?
__________________
Век живи, век учись — .
Биение в заданном направлении




разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса.
Поделиться
- Telegram
- Вконтакте
- Одноклассники
Научные статьи на тему «Биение в заданном направлении»
К оценке выходных параметров точности высокоскоростной обработки на станках с числовым программным управлением
Внедрение новых станков с ЧПУ для высокоскоростной обработки является одним из самых перспективных направлений в машиностроении. При их внедрении необходимо обеспечить заданную точность и производительность. Современные ЧПУ не позволяют полностью компенсировать погрешности технологической системы, которые влияют на точность обработки. Представлен метод автоматизированной оценки точности высокоскоростной обработки на станках с ЧПУ, разрабатываемый на кафедре «Металлорежущие станки» МГТУ им. Н.Э. Баумана, на основе которого создается программное обеспечение для систем ЧПУ. Данный метод позволяет реализовать функцию прогнозирования точности обработки по параметрам точности модели изделия, получаемой в процессе моделирования функционирования станка с ЧПУ с учетом погрешностей его отдельных элементов. Представлена расчетно-экспериментальная схема для определения погрешности сборки и настройки инструментальной оправки. Приведены величины радиальных биений элементов сборочной инструменталь.
Автор(ы) Мещерякова Вера Борисовна
Авдошин Кирилл Александрович
Источник Известия высших учебных заведений. Машиностроение
Русский править
Корень: -биj-; суффикс: -ениj; окончание: -е [Тихонов, 1996] .
Произношение править
- МФА: [ bʲɪˈjenʲɪɪ̯ə ]
Семантические свойства править
Значение править
- действие по значению гл. бить, биться ◆ Отсутствует пример употребления (см. рекомендации ).
- техн.в механике — отклонение от правильного взаимного расположения поверхностей вращающихся (колеблющихся) цилиндрических деталей машин ◆ Отсутствует пример употребления (см. рекомендации ).
Синонимы править
Антонимы править
Гиперонимы править
Гипонимы править
Родственные слова править
Этимология править
Происходит от гл. бить, далее от праслав. *biti , от кот. в числе прочего произошли: др.-русск., ст.-слав. бити , укр. би́ти , болг. би́я , сербохорв. би̏ти би̏jе̑м , словенск. bíti bȋjem , чешск. bít biji , польск. bić biję , в.-луж. bić biju , н.-луж. biś bijom ; восходит к праиндоевр. *bheyǝ- . Родственно др.-в.-нем. bīhal «топор», также bil, арм. bir «дубинка, палка», др.-греч. φιτρός «ствол дерева, кол, колода», ирл. benim (*bhināmi) «режу, бью», biail «топор». (восходит к праиндоевр. *bieiti/*boiti суфф. производное от *bhei-/*bhoi-/*bhi- «бить, бой»). Использованы данные словаря М. Фасмера. См. Список литературы. Использованы материалы этимологического словаря Г. П. Цыганенко; см. Список литературы.
Фразеологизмы и устойчивые сочетания править
Перевод править
Библиография править
- Добавить пример словоупотребления для значения с помощью >
- Добавить синонимы в секцию «Семантические свойства»
- Добавить гиперонимы в секцию «Семантические свойства»
- Добавить хотя бы один перевод для каждого значения в секцию «Перевод»