Пайка и лужение
ГОСТ 17325-79 Пайка и лужение. Основные термины и определения.
- Пайка – технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей;
Сварка — один из рарешенных ПУЭ способов соединения проводов, отличается высокой надежностью и минимальным переходным сопротивлением скрутки.
В чем отличие пайки от сварки?
- Сварка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём нагревания и плавления деталей. Расплав, застывая, образует соединение с установлением межатомных связей.
- Разделить сварное соединение можно только разрезав его – пилой, углошлифмашиной (болгарка), сваркой. Геометрическая форма деталей при этом не сохраняется.
- При пайке расплавляются не спаиваемые детали, а легкоплавкий припой. Расплавленный припой, затекая в зазор между деталями (0,1-0,2 мм), застывает и образует спай.
- Разделить паяное соединение можно без нарушения геометрии деталей, нагрев его до температуры плавления припоя.
- Существуют припои с температурой плавления ниже, чем 100 0 C – сплав Розе (состав: 25% олова, 25% свинца, 50 % висмута, tпл +94 0 C), сплав Вуда (состав: 12,5% олова, 25% свинца, 50% висмута, 12,5 % кадмия, tпл +60-68 0 C, отличается токсичностью!), паяное соединение разъединится в горячей воде или под струей горячего воздуха.
- Припой – материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы;
Припои условно делятся на две группы – мягкие и твердые (табл. 1).
Табл 1. Характеристики припоев
Предел прочности при растяжении, МПа
бессвинцовые и пр.
медно-фосфористые, серебряные и пр.
В электромонтажной мастерской для пайки используются только оловянно-свинцовые припои, в основном марок ПОС-40 и ПОС-61 (табл. 2).
Расшифровка маркировки: ПОС-61 — Припой Оловянно-Свинцовый.
61 – процентное содержание олова (Sn), остальное – свинец (Pb).
(61:39 — эвтектика олово-свинец, т.е. сплав с наименьшей температурой плавления)
Табл 2. Характеристики припоев ПОС
Температура плавления, °C
Лужение контактов реле
Пайка кабелей, медных труб
Медицинская и пищевая аппаратура
Олово для пайки не используется!
Почему чистое олово не используется для пайки?
Все дело в свойстве олова менять свою кристаллическую структуру при низких температурах, устойчивой оказывается та форма, которая существует в виде серого порошка (α-олово). Причем, если куском металла, начавшего перекристаллизацию, коснуться куска белого олова (β-олово), оно тоже быстро начинает фазовый переход в порошковидную форму. Этому явлению дали название «Оловянная чума».
Из-за поражения «чумой» оловянных пуговиц сильно пострадала отступающая из России наполеоновская армия, та же причина привела в негодность обмундирование русской армии в балканском походе по время освободительной войны с Турцией в 1878 г. «Оловянная чума» – одна из причин гибели экспедиции Роберта Скотта к Южному полюсу в 1912 году. Она осталась без горючего и провизии из-за того, что топливо просочилось из запаянных оловом баков, пропитав припасы. Припою делают «прививку», добавляя в состав свинец, сурьму или висмут. Это гарантирует защиту от «оловянной чумы» даже при самых низких температурах.
[Жолондковский О.И., Лебедев Ю.А. Бой с пожирателями металла. М.: Знания. 1984]
- Флюс – вещества (смесь) органического и неорганического происхождения, предназначенные для:
- удаления оксидов с поверхности под пайку;
- снижения поверхностного натяжения, улучшения растекания жидкого припоя;
- защиты металла от действия окружающей среды.
- Виды флюсов по химическому составу:
- На основе соединений бора;
- На основе фтористых соединений металлов;
- На основе хлористых соединений металлов;
- Окисные;
- Кислотные;
- На основе канифоли (смесь смоляных кислот).
- Виды флюсов по коррозионной активности:
- Некоррозионные (канифоль и её растворы в спирте);
- Слабокоррозионные (органические кислоты);
- Коррозионные (органические кислоты, фториды, хлориды металлов);
- Реактивные (для пайки алюминия без припоя).
Пайка без использования флюса, так называемая «сухая пайка», не должна использоваться, т.к. при этом не удаляются имеющиеся на металле окислы, при нагреве образуются новые, жидкий припой плохо растекается, переходное сопротивление получается слишком высоким, всё это приводит к отказу паяного соединения
«Сухая» пайка (без флюса) запрещена!
- Лужение – образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации.
Лужение используется для защиты металлов от коррозии (лужёные жилы проводов, корпуса машин), для подготовки поверхности к пайке, для склеивания проволок многопроволочных жил в монолит.
Лужение осуществляется тремя способами:
- натиранием;
- с помощью паяльника или паяльной станции;
- погружением с помощью паяльной ванны. Погружение используется для массивных металлических изделий или при лужении большого количества изделий.
Табл 3. Виды брака при лужении
При лужении припой не соединяется с поверхностью изделия
Поверхность недостаточно хорошо очищена и протравлена
Качественно очистить и протравить (обработать флюсом)
На поверхности, подлежащей лужению, припой в отдельных местах не соединяется с изделием
Перегрев (непрогрев) изделия в месте лужения
Нагрев изделия производить до необходимой температуры
После лужения на поверхности изделия в отдельных местах полуда имеет синий радужный цвет
Пайка и лужение
Пайкой называют процесс соединения двух металлических частей с помощью расплавленного металла или сплава, называемого припоем и имеющего более низкую температуру плавления, чем соединяемые части. Пайку применяют для создания неразъемных соединений деталей из стали, цветных металлов и их сплавов, а также их сочетаний. Пайка распространена при выполнении электромонтажных работ, монтаже контрольно-измерительной аппаратуры, радио7 и электроприборов, изготовлении сосудов, радиаторов, твердосплавного режущего инструмента и т.п.
Процесс пайки состоит из прогрева спаиваемых частей до температуры плавления припоя, расплавления последнего, растекания и заполнения зазоров под действием капиллярных сил, диффундирования в металл с последующей кристаллизацией в паяном шве. При этом соединение деталей достигается без расплавления их кромок в результате смачивания поверхностей более легкоплавкими жидкими металлами.

Очистку поверхностей перед пайкой от окалины, оксидов, грязи и жира проводят с помощью напильников, металлических щеток, шаберов и химическими способами (травлением). После травления детали промывают и сушат. Обезжиривание осуществляют протиркой поверхности бензином, ацетоном, растворителем. Перед пайкой детали плотно подгоняют одну к другой, используя струбцины или другие приспособления.
При нагреве деталей, соединяемых пайкой, их поверхности окисляются. Для удаления оксидной пленки применяют паяльные флюсы и травильные вещества, которые растворяют оксиды, образуют легко удаляемые шлаки, способствуют лучшему смачиванию спаиваемых поверхностей расплавленным припоем и затеканию его в зазоры. При пайке деталей из стали, бронзы и латуни используют хлористый цинк, деталей из латуни — нашатырный спирт, деталей из цинка и чугуна — соляную кислоту. После травления соляной кислотой деталь промывают в содовом растворе, а затем в чистой воде. Хлористый цинк (травленая соляная кислота) представляет собой смесь из 50 % соляной кислоты и 50 % воды, в которую добавлены небольшие кусочки и стружка цинка. Чтобы хлористый цинк был коррозионно-стойким, его разбавляют нашатырным спиртом в количестве, равном 1/3 взятого объема.
По назначению припои подразделяют на мягкие и твердые с температурой плавления соответственно 180…300 и 700…1000 °С. Мягкие припои состоят в основном из свинцово-оловянных сплавов с σв = 28…47 МПа. Кроме высокой температуры плавления твердые припои характеризуются более высокими механическими свойствами; временно’е сопротивление разрыву паяных швов 260…300 МПа. Химический состав и область применения твердых припоев приведены в табл. 19–21, а составы флюсов — в табл. 22.
Для нагрева места пайки до рабочей температуры применяют паяльники периодического и непрерывного подогрева, паяльные лампы, газовые горелки, установки ТВЧ.
Таблица 19. Химический состав (ГОСТ 21930–76) и область применения оловянно-свинцовых припоев
Таблица 20. Химический состав (ГОСТ 23137–78) и область применения медно-цинковых припоев
Таблица 21. Химический состав (ГОСТ 19738–74) и область применения серебряных припоев
сплавов цветных металлов,
Таблица 22. Составы флюсов
Компонент Содержание, % Пайка деталей Пайка мягкими припоями Канифоль 100 Из меди и медных сплавов Насыщенный раствор хлористого цинка в соляной кислоте – Из коррозионно-стойкой стали Хлористый цинк 95 Из алюминия алюминиевым припоем Фтористый натрий 5 Паста (насыщенный раствор цинка) 34 Паяльной лампой из меди и стали Метанол 33 Глицерин Пайка твердыми припоями Бура 100 Из меди, бронзы и стали Бура плавленая 72 Из латуни, бронзы, а также пайка серебром Поваренная соль 14 Поташ кальцинированный Бура плавленая 90 Из меди, стали и других металлов Борная кислота 10 Бура плавленая 50 Из титанокарбидных твердых сплавов на режущий инструмент Фтористый калий 40 Борная кислота 10 Бура плавленая 50 Из коррозионно-стойкой и жаропрочной сталей Борная кислота (разведенная в растворе хлористого цинка) Бура 60 Из чугуна Хлористый цинк 38 Марганцево-кислый калий 2 Хлористый литий 26…35 Из алюминия и его сплавов алюминиевыми припоями Фтористый калий 12…16 Хлористый цинк 8…15 Хлористый калий 40…59 Паяльники периодического подогрева молоткового и торцового типов изготовляют из красной меди как наиболее теплопроводной. Такой паяльник периодически подогревают паяльной лампой, газовой горелкой или в горне. К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно; температура их рабочей части достигает 400 °С. Паяльная лампа дает возможность нагревать изделие до 700…900 °С.
Пайку низкотемпературными припоями используют для создания герметичного шва, а также соединения деталей, не требующего большой прочности. Пайку проводят следующим образом.
Поверхность очищают от грязи и коррозии шабером, напильником или надфилем до металлического блеска. Шлифовальную шкурку не применяют, так как содержащийся в ней клей загрязняет поверхность пайки. Поверхность подгоняют до плотного соединения путем гибки, правки и опиливания. Кисточкой наносят тонкий слой жидкого флюса. Твердый флюс (канифоль) наносят на поверхность, предварительно нагретую паяльником. Деталь при пайке должна быть расположена швом вверх. Как только место прикосновения паяльником прогреется и припой растечется, медленно и равномерно перемещают паяльник без отрыва вдоль шва, давая возможность припою заполнить зазор. Припой наносится тонким и равномерным слоем без пропуска. После окончания пайки выступающие приливы опиливают напильником и поверхность зачищают шкуркой.
Пайку твердыми припоями применяют, когда необходимо получить прочный теплоустойчивый шов. Для пайки твердосплавного инструмента, когда требуется высокая прочность соединения, используют индукционный нагрев и порошковый припой ПАН-21. Место пайки нагревают до температуры плавления припоя, добавляя буру, которая, расплавляясь, способствует лучшему разливу припоя.
Пайку заканчивают, когда припой полностью зальет все места соединения. Охлаждение проводят медленно, не применяя воды. Места пайки очищают от буры, припоя и промывают. Качество пайки проверяют внешним осмотром мест соединения, обращая внимание на отсутствие раковин и пропусков в местах соединения. Прочность шва контролируют легким постукиванием соединенных деталей о металлический предмет.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение осуществляют для защиты деталей от коррозии и окисления, подготовки поверхностей к пайке легкоплавкими припоями перед заливкой подшипников баббитом. Поверхность очищают от грязи и коррозии механическим или химическим способом. Химическую очистку применяют как для обезжиривания, так и для очистки детали от оксидов.
Лужение проводят натиранием и погружением. После механической зачистки поверхность промывают в кипящем 10 % — ном растворе каустической соды и в воде. Непосредственно перед лужением поверхность покрывают флюсом (хлористым цинком) с помощью кисти, куска войлока или пакли и посыпают порошком нашатыря, затем нагревают до температуры плавления олова или другого сплава, который наносят на поверхность в виде кусочков или порошка. Когда припой от соприкосновения с нагретой поверхностью начнет плавиться, его растирают паклей или холщовой тряпкой, пересыпанной порошком нашатыря. Припой должен распределяться равномерным слоем по всей поверхности. При лужении погружением очищенную и протравленную деталь погружают на 1 мин в ванну с раствором хлористого цинка, затем на 2…3 мин в ванну с расплавленным припоем, после чего деталь извлекают из ванны. Качество лужения проверяют внешним осмотром на равномерность распределения полуды, отсутствие вздутий и т.п.
Как залудить паяльник: 5 этапов процесса
При пайке необходимо задействовать флюс, загрязняющий наконечник инструмента. Наслоения препятствуют нормальной работе, не дают залудить жало. Разберемся, как очистить закоптившийся паяльник от нагара и подготовиться к пайке.

Что такое лужение паяльника и зачем это делать
Пайка — это соединение деталей без их расплавления с помощью припоя, выполняющего роль посредника между двумя металлическими поверхностями. В качестве припоя выступает сплав, содержащий олово и свинец. Олово — оптимальный металл по температуре плавления. Свинцовая добавка увеличивает текучесть и уменьшает хрупкость припоя.
При пайке нужно брать припой горячим жалом паяльника и переносить капельку сплава на место соединения. Без лужения сделать это проблематично, поскольку припой не будет прилипать к наконечнику. Чтобы избежать проблем с прилипанием, необходимо очистить жало от нагара и покрыть его слоем оловянного сплава. Нанесение на оснастку тонкого слоя припоя называют лужением. В этой процедуре нуждается как изрядно проработавший, так и новый инструмент.
Технология лужения зависит от материала жала. Наконечники бывают следующих разновидностей:
- Из сплошной меди, не покрытой какой-либо оболочкой. Дешевый, но не слишком долговечный вариант, которому в прошлом веке в Украине не было альтернативы. Медь приходится периодически зачищать с помощью напильника, в результате наконечник со временем стирается.
- Медные, типоразмера 900М, предназначенные для паяльников с керамическими нагревателями. Внутри жала — гильза, кончик может быть в форме конуса, иглы, клина и т.п.
- Необгораемые. Так называют медные жала, покрытые никелем или серебром, хотя со временем все они обгорают. Посеребренные наконечники лучше в работе, но дороже. Есть компромиссное решение: основную часть жала покрывают никелем, а серебром — только самый кончик.
- Многослойный наконечник с заводским оловянным покрытием кончика не требует лужения.
При покупке оснастки для паяльника стоит учитывать авторитет продавца. Китайские интернет-магазины зачастую продают посеребренные жала, на которых, на самом деле, нет серебра, или наконечники с покрытием оказываются чисто медными.
Что понадобится для процедуры?
Если нужно залудить новый паяльник, понадобится припой, а также твердый или жидкий флюс. В качестве металлического расходника обычно используют оловянно-свинцовый сплав. Флюс — канифоль или более агрессивный состав. Канифоль подходит только для лужения медного жала, поскольку является слабым активатором.
Перед лужением наконечника с заметным слоем нагара требуется предварительная очистка оснастки. Как очистить медное жало паяльника? Для приведения в адекватное состояние наконечника старого образца понадобится напильник. Медь стандарта 900М требует более деликатного обращения: ее зачищают наждачкой мелкой зернистости.
Горячее никелированное жало очищают с помощью целлюлозной губки или металлической стружки. Толстый слой нагара убирают с холодного паяльника, счищая абразивным веществом в виде соды, которую используют в тандеме с жесткой стороной губки для мытья посуды.
На финальном этапе лужения паяльника может понадобиться дощечка или кусок картона.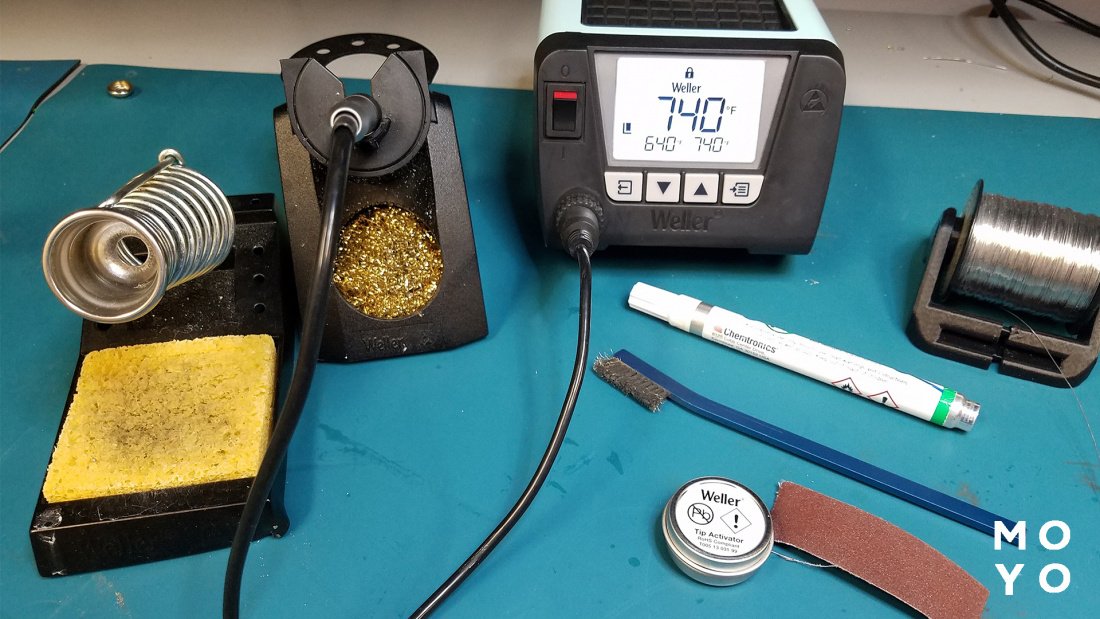
Как очистить жало паяльника механическим способом
Технология очистки зависит от материала и геометрии жала. Рассмотрим, чем чистить 3 разновидности жал паяльников.
Медный наконечник в виде заточенного прутка
Жало очищают от нагара с помощью напильника по металлу. Особых физических усилий процесс не требует, тиски и прочие зажимные приспособления используют только в особо тяжелых случаях. Напильник обычно держат в положении, которое соответствует фабричной заточке жала, угол клина — около 35 градусов. Кончик получается тупой, на нем площадка шириной порядка 1 мм.
Работа с новым наконечником требует минимум усилий: достаточно снять патину мелкозернистой шкуркой. Умельцы иногда меняют форму жала, например, из клина делают конус. В этом нет нужды, если пользуетесь паяльником, который работает с жалами типоразмера 900М. Производители предлагают более 10 наконечников такого формата, заточенных на выполнение разных работ. Примеры:
Вид жала
Обозначения: «+» — подходит, «-» — не подходит, «+/-» — не лучший вариант.
После заточки наконечник сразу залуживают. Если отложить покрытие припоем, медь окислится и придется затачивать заново.
Медное жало 900М
Заточку производят без напильника, чтобы не деформировать тонкий кончик. Для очистки от нагара используют мелкозернистую шкурку.
Необгораемое жало
Средства чистки для никелированного жала:
- Целлюлозная губка. Перед использованием ее нужно смочить водой, она увеличится, будет лучше вбирать нагар. Вместо воды можно залить не испаряющийся глицерин, который продается в аптеке.
- Металлическая стружка или мягкий металлический скребок для посуды. Жесткий не подойдет, поскольку повредит покрытие. Стружка для паяльника продается в магазинах.
- Губка для мытья посуды. Ее смачивают в воде, отжимают, на жесткую сторону высыпают ложку соды и натирают жало. Иногда для удобства процедуры наконечник вынимают из паяльника. Для этого откручивают трубчатый фиксирующий элемент или один-два болтика.
Первые два варианта для чистки горячего паяльника, для третьего разогрев противопоказан. Напильником пользоваться нельзя, поскольку он вместе с нагаром снимет никелированное покрытие.

Как залудить паяльник: пошаговая инструкция
Далее речь пойдет об особенностях лужения паяльника. Нюансы зависят от материала жала, но в любом случае нужно будет иметь дело с припоем и флюсом. Для пайки электроники часто используют припой ПОС61 или ПОС63, разница между ними не существенная. Аббревиатура ПОС означает, что это сплав олова и свинца, число в конце — процент олова. Сплав начинает переходить в жидкое состояние при температуре 183 градуса.
В качестве флюса для лужения медного жала используют канифоль — вещество, получаемое из хвойных деревьев. Одна из технологий подразумевает удаление скипидара из смолы сосны. Температура плавления канифоли — 110-170 градусов в зависимости от состава. В любом случае большая ее часть — это смоляные кислоты. Закипает флюс при 250 градусах, подходит только для лужения и низкотемпературной пайки. Канифоль хорошо справляется с медной патиной, но не может убрать окиси многих других металлов. Чтобы получить более агрессивный флюс, в смолу добавляют другие кислоты.
Иногда вместо твердой канифоли удобнее использовать ее жидкий аналог, который можно купить или сделать самостоятельно, поместив смолу в спирт или другой растворитель. Теперь перейдем к технологии лужения инструмента для пайки.
Как залудить паяльник с медным жалом: особенности
Итак, наконечник очищен от нагара, и пора, не мешкая, приступить к следующему этапу. Чтобы как следует залудить паяльник со сплошным медным жалом понадобятся канифоль и припой. Обычно их используют в качестве отдельных составляющих. Технология следующая:
- Включаем паяльник. Не дожидаясь, пока он нагреется до температуры пайки, погружаем в канифоль. Как только она начала плавиться, обрабатываем ей обе стороны жала.

2. Сразу переходим ко второму этапу, не дожидаемся, пока канифоль выгорит. Припоем в виде прутка водим по наконечнику, наносим сплав олова и свинца на подготовленные поверхности. Если припой в виде гранулы, расплавляем его, смачивая жало.

3. Если припой распределился не по всей поверхности, используем кусок картона: окунаем наконечник в канифоль и возим по нему.

4. Если на жале собралось слишком много припоя — избавляемся от излишков, слегка постукивая держателем оснастки по напильнику или снимая лишнее с помощью мокрой целлюлозной губкой.
5. Даем нанесенному припою затвердеть.Бывают припои «2 в 1» в виде тонкой трубочки с канифолью внутри. В этом случае окунать во флюс оснастку не нужно. Просто наносим сплав на подготовленное к лужению жало.
Если что-то пошло не так, никто не помешает сделать «дубль 2». Не стоит бояться испортить медное жало, его всегда можно привести в порядок. Особых навыков для этого не требуется.
Особенности лужения паяльника с необгораемым жалом
Технология та же, но обойтись канифолью для лужения никелированного наконечника вряд ли получится. Сосновая смола справляется с ролью флюса, когда нужно подготовить жало из меди, подходит для пайки серебра, олова и его сплавов. Для лужения никеля канифоль не лучший вариант. Для этого есть специальные флюсы, например, ЛТИ-120.
Это нейтральный активный состав, в который кроме спиртов и канифоли входят диэтиламин и триэтаноламин. Несмотря на нейтральность, смывать его все равно нужно после пайки. Чтобы не заморачиваться этим, можно использовать ЛТИ-120 или агрессивную паяльную кислоту только для лужения инструмента, а паять с помощью канифоли, не нуждающейся в смывании.
Несколько слов по поводу паяльной кислоты. На этикетке или в инструкции к флюсу должно быть написано, что она подходит, в том числе и для пайки никеля. Существуют кислоты для пайки не радиодеталей, а кастрюль, ведер и прочей тары из нержавеющей стали с помощью инструмента мощностью 100-300 Вт. В этом случае вместо никеля будет написано про пайку нержавейки, цветмета и т.п.
При работе с любой кислотой нужно быть максимально аккуратным, избегать попадания в глаза, использовать защитные очки.
Как залудить жало в процессе пайки
Увлеклись процессом, и после долгой пайки никелированное жало перестало брать припой? Губка для чистки не помогает? Залудите наконечник по ходу дела. Если нет желания ждать, пока паяльник остынет; почистить содой, как рассказано выше, для вас не вариант, — воспользуйтесь ускоренной процедурой.
Чтобы быстро привести наконечник в порядок, понадобится очищающая паста. Магазины продают разную продукцию для очистки, например, с металлической частью, состоящей из 97% олова, 2% серебра и 1% меди. Кроме металлов в виде мелкодисперсных порошков в пасте есть флюс и связующее.
Технология чистки-лужения проста:
- окунаете жало в пасту и крутите в ней наконечник несколько секунд;
- убираете лишний припой, вытирая жало о целлюлозную губку.
Преимущество способа — скорость, недостаток — дороговизна составов для чистки. Баночка с несколькими граммами пасты может стоить как дешевый паяльник. При покупке очищающего состава новичку легко ошибиться. С аналогичными названиями продают пасты, в которых только флюс. Залудить жало без припоя, естественно, не получится.
Производители паст для лужения указывают температуру, при которой состав работает, она должна быть не менее 232 градусов (плавление олова). Чтобы эффект наступил, обычно требуется разогреть паяльник примерно до 350 градусов.

В заключение общий алгоритм пайки:
- Подготовка поверхностей спаиваемых материалов и инструмента к работе. Этот этап включает лужение.
- Соединение спаиваемых поверхностей, пайка тем же припоем, что брали для лужения.
- При необходимости удаление излишков сплава-посредника и остатков флюса.
Казалось бы, ничего сложного, но в каждом деле есть свои нюансы. Нужно выдерживать тайминг, уметь выставлять температуру, учитывать технические характеристики материалов.
Как правильно паять? Лужение. Виды припоев.
В прошлом выпуске мы обещали следующим видео рассказ о флюсах и их применении, но потом вспомнили, что не сказали достаточно много важных вещей конкретно о пайке. Так что если вы не смотрели первую часть, но хотите научиться паять, начните с нее! А сегодня мы поговорим о выполнении разных задач, возникающих в процессе работы.
Прежде, чем начать паять, стоит посмотреть на свой прибор. У него может быть либо медное, либо специальное “необгораемое” жало. У каждого есть свои плюсы и минусы.
Медное жало быстро окисляется и обгорает, мешая нормальной работе. Но, во-первых, у качественного медного жала теплопередача значительно лучше, чем у “необгораемого”, а во-вторых его можно спокойно чистить наждачкой или даже придавать любую форму напильником. То есть если оно выгорело и на поверхности образовались вмятины и как-то испортилась форма, ее можно легко восстановить до первоначальной.
При первом включении и после обработки наждачкой жало нужно залудить, чтобы на него хорошо брался припой. Для этого мы включаем паяльник в сеть, и, пока он греется, держим его в емкости с канифолью. В какой-то момент она начнет плавиться и осядет на жале. Этим мы убережм поверхность жала от окисления при дальнейшем нагреве. Хорошо смазываем поверхность везде, где хотим залудить жало. Теперь нужно дождаться момента, когда начнет плавиться припой, и нанести его. Готово! Теперь жалом можно пользоваться.
Пара слов об инструментах. Отечественные типа ЭПСН имеют на такие выраженные проблемы с перегревом, как импортные аналоги. Поэтому они лучше подходят для пайки разной электроники. Но при этом аналогичный по мощности импортный за счет бОльшей температуры сможет сделать бОльший объем работ (к примеру, выпаять более теплоемкие детали), то есть будет более универсальным.
Так что если вас не пугает их внешний вид и вы хотите заниматься пайкой разных мелких деталей, то, как временную альтернативу паяльной станции, можно попробовать взять такой.
Так вот, к жалам. С необгораемым жалом ситуация другая: его НЕЛЬЗЯ тереть ничем твердым (тверже самого жала), не говоря уже о наждачках и напильниках. С ним вообще нужно обходиться аккуратно и сильно не ерзать им. Потому что если повредить внешний слой, он быстро слезет и жало будет уже непригодно к дальнейшей эксплуатации.
Для его очистки нужно использовать только тряпочки, губки и неабразивные латунные стружки.Название этого типа жал происходит от его особенности: оно не покрывается нагаром в процессе работы, остается чистым и блестящим. Только на самой рабочей поверхности могут образовываться следы сгорания флюсов, которые мы легко убираем средством для очистки.
Переходим к работе. Как выпаивать и запаивать детали, в принципе понятно, и мы еще немного поговорим об этом в следующем видео. А как, например, залуживать провода?
В спайке проводов важно спаивать их так, чтобы припой растекся по всей поверхности провода, то есть и внутри, между проводниками. Кроме этого, вообще хорошо, если припой зашел и немного “под изоляцию” провода — тогда он не будет ломаться в этом месте.
Небольшие провода можно спаивать на весу, просто вмокнув их во флюс, или набрав на жало побольше канифоли. С крупными сечениями труднее — здесь нужно либо макать сам провод в канифоль по мере его прогрева, либо нанести достаточное количество флюса перед спайкой. Тогда мы получим красивое, идеальное соединение.
Есть отдельный тип проводов — эмалированные. Многие снимают лаковую изоляцию зажигалкой, но на самом деле это не совсем правильно. При таком способе мы получаем отожженный провод, который имеет значительно меньшую прочность, а вдобавок он сильно окисляется, из-за чего после такой процедуры все равно нужно пройтись по проводу наждачкой или чем-то острым.
Для спайки таких проводов есть специальные флюсы. Хотя в принципе даже распространенный флюс ЛТИ неплохо справляется с этой задачей. На мелкие провода достаточно нанести флюс и запаять прямо поверх лака, а крупные лучше все же зачистить каким-то абразивным инструментом. Подойдет даже нож или что-то похожее.
Напоследок пара слов о припоях: Что такое припой?
Такой вид соединения деталей как пайка широко применим в разных сферах нашей современности, его используют как на промышленных объектах, так и дома в собственных мастерских. Благодаря этому виду ремонта можно починить холодильник, телевизор, компьютер – соединение прочное и надежное. Для этого, конечно же, нужен опыт, а также хороший паяльник и хорошие припои и флюсы.
Припои и флюсы выбирают исходя из материалов соединяемых деталей, к примеру, флюс, подходящий для алюминия, не подойдет для медного изделия.
Припой – это сплав металлов. Бывают сплавы из одного вида металла, как например, олово. Металлы, которые входят в состав припоя, отражают все его характеристики.
При выполнении паяльных работ нужно чтобы припой при разогревании не испортил деталь или расплавил изоляцию. Кроме того, он должен хорошо ложиться на детали и при всем этом обеспечивать качественное соединение. Некоторые еще отслеживают блеск, который означает, что пайка выполнена согласно всем нормам и правилам.
Поэтому одно из свойств, которыми должны обладать все припои – смачиваемость, поскольку только в этом случае пайка будет качественной. Смачиваемость обеспечивает хорошее распределение по поверхности и проникновение во все труднодоступные места. Если припой мало смачивает деталь, то берут другой припой. К примеру, чтобы паять медную деталь не используют свинец, так как он не способен смачивать медь.
Припой не должен иметь в своем составе токсичные вещества, которые могут негативно воздействовать на человека. Кроме того, нужно обязательно учесть при выборе коэффициент теплопроводности припоя и расширение при воздействии температуры.
Припои для пайки зачастую выпускаются в форме катушек с намотанной проволокой (припоем). Толщина его может быть различной – 0,3 мм… 3 мм. Припои с такими толщинами используют для пайки радио- и электротехники. Эти катушки продаются по весу, они могут быть от 50 грамм до 0,5 килограмм. Но бывают и большие катушки, когда вес составляет более килограмма. Фасовка бывает и без катушки, вес при этом всего несколько грамм.
Припой в виде проволоки может быть с флюсом или канифолью – это очень хороший вариант для пайки, потому что состав подобран профессионально и качество пайки будет очень высоким. Процент содержания флюса указывается на катушке.

Припой также может выпускаться в следующих формах:
- Гранулы
- Порошки
- Прутки
- Фольга
- Паяльная паста
Проволока является самой распространенной формой выпуска, более того, можно выбрать любую толщину и взять то количество, которое необходимо для деталей одного типа.
Флюсы предназначены для предотвращения образования пленки с поверхностей изделия и припоя. Температура плавления припоя выше, чем флюса. Они могут быть твердыми, жидкими, а также в виде порошка и пасты.
Виды флюсов для пайки многообразны: они могут быть различными не только по агрегатному состоянию, но и по составу, по действию, по растворителю и т.д.
Флюсы являются поверхностно-активными веществами и после того, как изделия соприкоснулись наружу выходит оставшийся неизрасходованным флюс и начинает испаряться. Раньше использовали только канифоль, потому что ничего другого придумано не было. Недостаток канифоли в том, что при воздействии высоких температур вместе с оксидом металла удалялся и металл. Кроме того, очистить канифоль с платы непросто, это можно сделать лишь при помощи спиртосодержащих растворов или при помощи растворителя. Во-первых, это было не эстетично, а во-вторых, вредно. Сейчас современный рынок настолько расширил свой ассортимент, что выбрать флюс можно на любой вкус: и чтобы смыть его без применения агрессивных жидкостей, и чтобы не разрушить жало, и конечно обеспечить высокое качество выполненных работ.
Виды припоя: как правильно выбрать?
Для начала узнаем, какие же припои вообще бывают. Основная их классификация подразделяет их на:
- Мягкие – предназначены для пайки деталей при сравнительно небольших температурах. Слияние происходит за счет растекания, частницы припоя соединяются с частицами спаиваемых элементов, из-за этого возникает очень прочное соединение, которое к тому же обладает хорошей электропроводностью. Температуры плавления этого вида припоев составляют около 400 градусов, иногда больше. Они пригодны для использования в пайке оловянных изделий, изделий из свинца и цинка. С увеличением в составе припоя олова, температура плавления уменьшается. Кроме основных составляющих допустимо добавление других веществ: кадмия, калия, сурьмы. Введение в состав этих химических веществ обеспечивают наличие новых свойств, а также позволяют сэкономить на олове. Марки мягких припоев используются востребованы в изготовлении приборов и электроустройств.
- Твердые – температура, при которой плавятся эти припои, высока. Они походят для паяльных работ над изделиями из нержавейки, из меди и латуни. К ним нужно отнести медно-цинковый вид, серебряный, медно-фосфорный. Огромная важная роль лежит именно на твердых видах припоев, ведь без них не было бы огромного количества глобальных выполненных промышленных работ – здесь и трубопроводы, и судостроение, и автомобилестроение. И конечно, твердые припои, нужны и для мелких работ.
Температура плавления припоя
Эта характеристика является второй из самых важных, наравне со смачиваемостью. Выбор припоя должен быть сделан так, чтобы он начал плавиться раньше, чем деталь, с которой ведется работа. Бывает такое, что у припоев разных производителей одинаковый состав, однако температура нагревания разная. Если показатель смачиваемости можно улучшить флюсом, то с температурой сделать ничего подобного не получится. Поэтому удобство при пайке зависит от того, как легко происходит плавление припоя.
Кроме этого, учитывают еще такие характеристики как твердость, электропроводность, упругость, но они не всегда важны. Если изделия планируется подвергать воздействиям нагрузок, то конечно в этих случаях упругость и прочность будут играть роль, но это в основном применимо к пайке трубопроводов и других аналогичных изделий.
Конечно, в основном применима классификация припоев на твердый и мягкий, но это не тот показатель, который влияет на выбор. Температура плавления как раз и является тем параметром, на который обращают внимание в первую очередь, а затем уже изучают припой по составу, зная какие свойства придает припою тот или иной элемент.
Упоминая температуру плавления имеется в виду два значения. Первое значение – это температура, при которой начинается процесс плавления легкоплавких компонентов, а второе – значение температуры, когда сплав примет состояние жидкости. Разность этих значений носит название интервал кристаллизации. В том случае, когда место, где ведутся паечные работы, находится в пределах этого интервала, то на эту деталь ни в коем случае нельзя применять какие-либо нагрузки, потому что структура припоя разрушится. Это соединение будет очень хрупким и ненадежным. Кроме того, все, кто занимается паяльными работами или все, кто будет заниматься, должны заполнить одно простое правило: пока припой полностью не кристаллизуется ни в коем случае нельзя оказывать на соединение изделий ни малейшего воздействия.
Как определить состав припоя
Характеристики припоев определяются их составом, то есть компонентами, которые в припои добавлены. Обычно это несколько химических элементов, но название ему дают по тому компоненту, состав которого максимальный по объему. Например, медные припои названы из-за их основы – меди.
Существуют припои, которые образовывают целую группу, их называют оловянно-свинцовые по причине больших долей олова и свинца. Обозначаются эти припои буквами ПОС и последующими цифрами, отражающими содержание олова в процентах. Например, химический состав ПОС-40 образован из 40 процентов олова, ПОСВ-33 имеет одинаковые части олова, висмута и свинца.
Стоит отметить, что по внешнему виду и по физическим признакам припоя также можно определить наличие некоторых компонентов:
- Олово – придает яркий блеск
- Свинец – матовая поверхность и мрачный серый цвет
- Свинец – делает изделие очень пластичным.
Марка ПОС применяется наиболее широко:
- ПОС-60 нашел свое применение для изготовления электроустройств и различных приборов
- ПОС-10 малая доля олова, им паяют электронные элементы
- ПОС-90 несмотря на 10 процентов свинца, который является токсичным металлом, применятся для медицинских инструментов
- ПОС-63 самый распространенный вид, модернизированный вариант ПОС-61, и область применения практически такая же.
- ПОС-40 применяется для изделий из оцинковки, а также для пайки меди
- ПОС-30 используется для изделий листов цинка, для пайки радиатора
- ПОС-61 используется для ремонта микросхем. Имеет хорошую растекаемость при нагреве, распределяется ровным тонким слоев, не перегревается и не повреждает деталь.
Маркировка припоев
Маркировка припоев не слишком отличается в принципе от каких-либо маркировок, это, как правило, код, состоящий из набора буквенных и числовых элементов. В данном случае, буквы подразумевают те химические элементы, которые входят в соединение, например, П – само наименования припоя, С — свинец, Ср – серебро и т.д. Цифра в составе марки обозначает процент содержания элемента, которого больше всего в составе.
Можно на примере рассмотреть некоторые соединения и наглядно увидеть, как маркировка отражает состав. Но есть такие сплавы, которые не несут в своем названии никаких данных, чтобы ознакомиться с их характеристиками, можно заглянуть в справочные материалы. Помимо этого, в справочниках можно найти множество дополнительных данных: полные химические составы с учетом примесей, области применения, плотность, теплопроводность любой интересующей вас марки.
- сплав Вуда – состоит из следующих элементов: 12,5% олово, 25% свинец, 50% висмут и 12,5% кадмий. Температура плавления составляет 68 градусов. Используется для изготовления предохранителей, для пайки деталей, которые имеют высокую чувствительность к перегреванию.
- Авиа-2 — состоит из следующих элементов: 40% олово, 25% цинк, 15% алюминий и 20% кадмий. Температура плавления составляет 250 градусов. Используется для пайки алюминиевых тонкостенных изделий.
- ПОС-61м — состоит из следующих элементов: 61% олово, 37% свинец и 2% медь. Температура плавления составляет 191 градус. Используется для пайки медных проводов не очень большой толщины.
- Сплав д Арсе — состоит из следующих элементов: 6,9% олово, 45,1% свинец и 45,3% висмут. Температура плавления составляет 79 градусов. Используется для лужения деталей, которые имеют высокую чувствительность к перегреванию.
- ПСр3Кд – это серебряно-кадмиевый припой, где содержится серебро в количестве 3% и 97% кадмия. Применяется для пайки медных элементов, а также изделий из медных сплавов.