Электрическая дуга и ее характеристики

Электрическая дуга — прохождение электричества через газ между двумя электродами, один из которых является источником электронов (катодом). Электрод — проводник, которым заканчивается какой-либо участок электрической цепи.
Электроны, испускаемые катодом в большом количестве, вызывают сильную ионизацию газа между электродами и тем самым делают возможным прохождение тока большой силы между электродами.
Характерной особенностью электрической дуги в отличие от обычного газового разряда является то, что она может гореть при небольших напряжениях.
Электрическая дуга была открыта петербургским физиком В. В. Петровым в 1802 г. и получила важное применение в технике.
Электрическая дуга представляет собой вид разряда, характеризующийся большой плотностью тока, высокой температурой, повышенным давлением газа и малым падением напряжения на дуговом промежутке. При этом имеет место интенсивное нагревание электродов (контактов), на которых образуются так называемые катодные и анодные пятна. Катодное свечение концентрируется в небольшом ярком пятне, раскаленная часть противоположного электрода образует анодное пятно.
В дуге можно отметить три области, весьма различные по характеру протекающих в них процессов. Непосредственно к отрицательному электроду (катоду) дуги прилегает область катодного падения напряжения. Далее идет плазменный ствол дуги. Непосредственно к положительному электроду (аноду) прилегает область анодного падения напряжения. Эти области схематично показаны на рис. 1.

Рис. 1. Строение электрической дуги
Размеры областей катодного и анодного падения напряжении на рисунке сильно преувеличены. В действительности их протяженность очень мала Например, протяженность катодного падения напряжения имеет величину порядка пути свободного движения электрона (меньше 1 мк). Протяженность области анодного падения напряжения обычно несколько больше этой величины.
В обычных условиях воздух является хорошим изолятором. Так, необходимое для пробоя воздушного промежутка в 1 см напряжение составляет 30 кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц (электронов и ионов).
Как возникает электрическая дуга
Электрическая дуга, представляющая собой поток заряженных частиц, в начальный момент расхождения контактов возникает в результате наличия свободных электронов газа дугового промежутка и электронов, излучаемых с поверхности катода. Свободные электроны, находящиеся в промежутке между контактами перемещаются с большой скоростью по направлению от катода к аноду под действием сил электрического поля.
Напряженность поля в начале расхождения контактов может достигать нескольких тысяч киловольт на сантиметр. Под действием сил этого поля вырываются электроны с поверхности катода и перемещаются к аноду выбивая из него электроны, которые образуют электронное облако. Созданный таким путем первоначальный поток электронов образует в дальнейшем интенсивную ионизацию дугового промежутка.
Наряду с ионизационными процессами, в дуге параллельно и непрерывно идут процессы деионизации. Процессы деионизации состоят а том, что при сближении двух ионов разных знаков или положительного иона и электрона они притягиваются и, сталкиваясь, нейтрализуются, кроме того, наряженные частицы перемещаются из области горения душ с большей концентрацией зарядов в окружающую среду с меньшей концентрацией зарядов. Все эта факторы приводят к понижению температуры дуги, к ее охлаждению и погасанию.

Рис. 2. Электрическая дуга
Дуга после зажигания
В установившемся режиме горения дут ионизационные и деионизационные процессы в ней находятся в равновесии. Ствол дуги с равным количеством свободных положительных и отрицательных зарядов характеризуется высокой степенью ионизации газа.
Вещество, степень ионизации которого близка к единице, т.е. в котором нет нейтральных атомов и молекул, называют плазмой.
Электрическая дуга характеризуется следующими особенностями:
1. Ясно очерченной границей между стволом дуги и окружающей средой.
2. Высокой температурой внутри ствола дуга, достигающей 6000 — 25000K.
3. Высокой плотностью тока и стволе дуги (100 — 1000 А/мм 2 ).
4. Малыми значениями анодного и катодного падения напряжения и практически не зависит от тока (10 — 20 В).
Вольт-амперная характеристика электрической дуги
Основной характеристикой дуги постоянного тока является зависимость напряжения дуги от тока, которая называется вольт-амперной характеристикой (ВАХ).
Дуга возникает между контактами при некотором напряжении (рис. 3), называемом напряжением зажигания Uз и зависящим от расстояния между контактами, от температуры и давления среды и от скорости расхождения контактов. Напряжение гашения дуги Uг всегда меньше напряжения U з.
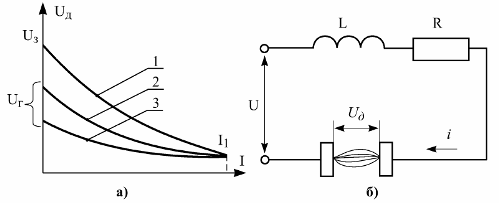
Рис. 3. Вольт-амперная характеристика дуги постоянного тока (а) и ее схема замещения (б)
Кривая 1 представляет собой статическую характеристику дуги, т.е. получаемую при медленном изменении тока. Характеристика имеет падающий характер. С ростом тока напряжение на дуге уменьшается. Это означает, что сопротивление дугового промежутка уменьшается быстрее, чей увеличивается ток.
Если с той или иной скоростью уменьшать ток в дуге от I1 до нуля и при этом фиксировать падение напряжения на дуге, то получатся кривые 2 и 3. Эти кривые носят название динамических характеристик.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Падение напряжения на дуговом промежутке:
где U з = U к + U а — околоэлектродное падение напряжения, Ed — продольный градиент напряжения в дуге, Id — дина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
С электрической дугой борются при конструировании коммутационных электрических аппаратов. Свойства электрической дуги используются в установках электродуговой сварки и в дуговых плавильных печах.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
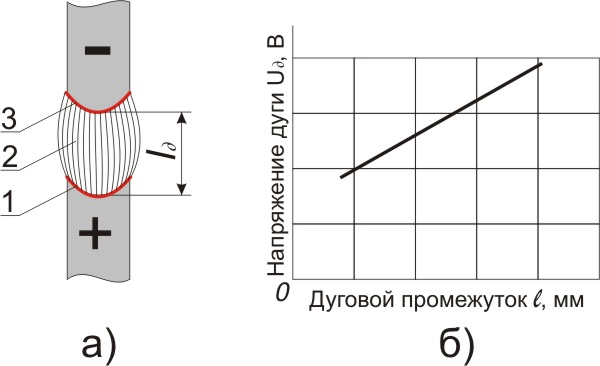
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
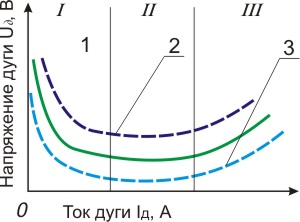
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
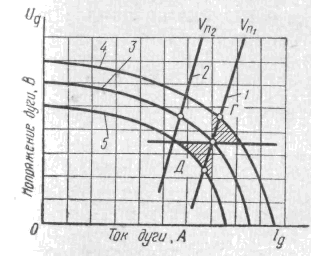
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
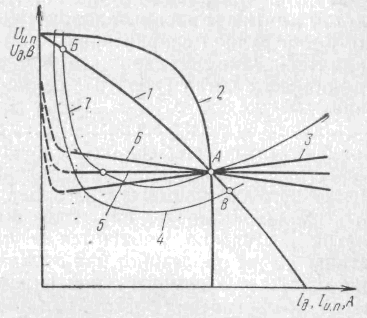
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
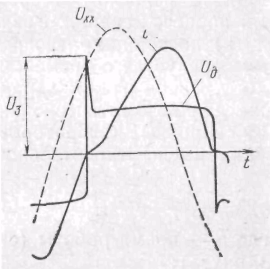
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Сварочная дуга: понятие, характеристики, условия горения
Что это такое? Сварочная дуга – контролируемый устойчивый электрический разряд. Является главным «инструментом» при соединении заготовок. Благодаря высокой температуре намертво сваривает разные металлы.
Что учесть? Параметры дуги регулируются сварочным оборудованием, используемыми электродами. Большое влияние оказывают условия проведения работ. От характеристик дуги напрямую зависит качество сварки.
В этой статье:
- Особенности сварочной дуги
- Отличительные свойства сварочной дуги
- Строение сварочной дуги
- Виды сварочной дуги
- Требования к источникам питания сварочной дуги
- Мощность сварочной дуги
- Часто задаваемые вопросы о сварочной дуге

Особенности сварочной дуги
Сварка — это технологический процесс, при котором металл быстро нагревается до плавления с использованием концентрированной тепловой энергии, чаще всего создаваемой электрической дугой.
Дуга возникает из-за особого разряда, который появляется при ионизации воздуха под воздействием высокого напряжения и остается стабильным благодаря электрическому полю и ионизированной газовой среде, называемой плазмой.
При включении сварочного аппарата и приближении электрода к металлу происходит мгновенный электрический разряд. Электроны быстро перемещаются от положительно заряженного анода к отрицательно заряженному катоду, и этот процесс ионизирует атомы воздуха, делая их проводниками. Когда сварщик поднимает электрод на некоторое расстояние, образуется столб огня, который идет от электрода к металлу и создает воронку. Этот огненный столб и называется сварочной дугой.
Сравнивая сварочную дугу с другими электрическими зарядами, можно выделить следующие особенности:
- Сварочная дуга способна создавать большую плотность тока, достигающую нескольких тысяч ампер на квадратный сантиметр поверхности, что обеспечивает очень высокую температуру.
- Между электродами электрическое поле распределяется неравномерно. Около электродов напряжение падает, но значительно усиливается в столбе сварочной дуги.
- Температура в сварочной дуге достигает очень высоких значений, особенно в области столба. Это связано с большой плотностью тока. Увеличение длины столба может снизить нагрев сварочной дуги, в то время как уменьшение размеров столба приводит к росту температуры.
- Сварочная дуга имеет настраиваемые вольт-амперные характеристики, разные напряжение и плотность тока при постоянной длине сварочной дуги или при непрерывном горении. Сегодня обычно выделяют три различных вольт-амперных характеристики.
Процесс появления сварочной дуги можно разбить на следующие этапы:
- Электродный стержень соприкасается с поверхностью металла.
- Выделяется большое количество тепла.
- Металл начинает раскаляться и разъединяется с электродным стержнем.
- Электроны отрываются от катода, создавая свободные электроны.
- Свободные электроны начинают двигаться к аноду и ионизируют молекулы, разбивая их на ионы и дополнительные электроны.
- В результате возникает устойчивый электрический разряд.
- Процесс стабилизируется за счет увеличения количества заряженных частиц в окружающей среде, что поддерживает непрерывность и устойчивость дуги.
Отличительные свойства сварочной дуги
Сравнивая сварочную дугу с другими электрическими зарядами, можно выделить следующие особенности:
- Сварочная дуга обладает большой плотностью тока, достигающей нескольких тысяч ампер на квадратный сантиметр поверхности. Это явление позволяет достичь очень высокой температуры.
- В пространстве между электродами электрическое поле распределяется неравномерно. Вблизи электродов имеет место большое падение напряжения, в то время как в области столба, наоборот, напряжение значительно меньше.
- Температура в сварочной дуге достигает максимальных значений, особенно в области столба, благодаря высокой плотности тока. Увеличение длины столба может снизить температуру, а уменьшение столба приводит к ее увеличению.
- Сварочная дуга может иметь разнообразные вольт-амперные характеристики, напряжение и плотность тока при постоянной длине дуги или при непрерывном горении.
Существуют три основные вольт-амперные характеристики сварочной дуги. Первая из них — падающая. Она характеризуется снижением напряжения при увеличении силы тока, плотности тока в сварочной дуге. Вторая характеристика – жесткая. Изменение силы тока не влияет на напряжение в дуге. Третья характеристика — возрастающая. При увеличении силы тока растет напряжение в дуге, что необходимо для достижения высокой температуры при сварке.
Дуговая сварка считается наиболее эффективным и надежным методом соединения металлических конструкций. Этот процесс оказывает значительное воздействие на современную промышленность, поскольку только высокая температура, создаваемая сварочной дугой, способна соединить большинство видов металлов. Для обеспечения качества и надежности сварных соединений критически важно учитывать и контролировать все характеристики дуги, такие как плотность тока, температура и напряжение. Это позволяет обеспечить быстроту и эффективность сварочных работ, а также получить качественный шов.
Строение сварочной дуги
Разобравшись, из чего состоит сварочная дуга, легче понять, как работает дуговая сварка. Электродуга быстро нагревает металл до температуры плавления. Когда говорят о характеристиках сварочной дуги, обычно имеется в виду ток и напряжение. Столб дуги — это светящийся ионизированный газовый проводник, который протягивается от катода к аноду и имеет высокое электрическое сопротивление.
Обычно дуга имеет длину приблизительно 5 мм. Внутри дуги выделяются три основные зоны:
- Анодная зона, которая имеет размер до 10 микронов.
- Катодная зона, которая в 10 раз меньше по размеру по сравнению с анодной.
- Столб дуги — видимая глазом светящаяся полоса.
Температура сварочной дуги создается за счет электронов, которые появляются в катодной зоне.Катодное пятно нагревается до 38 % от температуры плазмы, которая может достигать +10 000 °C. В этом процессе электроны движутся к аноду, а протоны — к катоду, создавая уникальное движение частиц внутри сварочного столба. Этот столб не имеет заряда и остается нейтральным во время всей сварки, обеспечивая высокие температуры металла до +2 350 °C и расплава до +1 700 °C.
Читайте также!
Анодное пятно в системе сварочной дуги— это место, где нейтрализуются электроны. Этот участок обычно на 4–6 % горячее, чем катодное пятно. Интересно, что напряжение в этих зонах снижается настолько, что их свечение становится невозможным. Человеческий глаз воспринимает только плазму, которая испускает ультрафиолетовое, инфракрасное и видимое световое излучение. Следует помнить, что такое излучение опасно для зрения и кожи, поэтому профессиональные сварщики никогда не пренебрегают индивидуальными средствами защиты при работе со сварочной дугой.
Виды сварочной дуги
Существуют разные типы сварочных дуг, различающиеся схемой подачи тока и средой, в которой образуются. Наиболее распространенные типы:
Дуга прямого действия
При этом методе сварочный электрод направляется параллельно поверхности металлической конструкции, а дуга возникает под углом 90° по отношению к электроду и металлу.
Сварочная дуга косвенного действия
Этот тип дуги формируется при использовании двух электродов, которые размещаются под углом от 40 до 60° к поверхности свариваемой детали. Металл сплавляется под воздействием дуги, возникающей между этими электродами.
Также существует классификация сварочных дуг в зависимости от окружающей атмосферы:
Открытый тип
Дуга данного типа горит на воздухе, и вокруг нее образуется газовая фаза, которая содержит пары свариваемого материала, электродов и их покрытий.
Закрытый тип
Горение такой сварочной дуги происходит под слоем флюса. В газовую фазу, образовавшуюся вокруг дуги, включаются пары металла, электрода и флюса.
Дуга с подачей газов
В данном случае в горящую дугу подаются сжатые газы, такие как гелий, аргон, углекислый газ, водород и др. Газ подается с целью предотвратить окисление свариваемого металла, обеспечивая нейтральную или восстановительную среду вокруг дуги. В эту газовую фазу также включаются пары подаваемого газа, металла и электрода.
Сварочные дуги классифицируются по разным параметрам: стационарные и импульсные, различные типы электродов, включая угольные, вольфрамовые и металлические. Стальные электроды — наиболее распространенный вид плавящихся электродов. В настоящее время наиболее популярна сварка с неплавящимися электродами.
Требования к источникам питания сварочной дуги
Каждому сварщику важно иметь понимание амперной характеристики, длины и напряжения сварочной дуги. Существуют определенные основные требования к источнику питания сварочной дуги:
- Важно, чтобы разжигание электрода происходило во время его взаимодействия с металлической заготовкой, в момент замыкания контактов электрической цепи.
- Во время плавки добавляемого материала может возникнуть короткое замыкание. В этом случае важно следить за тем, чтобы сварочный аппарат находился в рабочем состоянии, а сварочная дуга оставалась стабильной.
- Перед появлением дуги на границе между заготовкой и электродом может произойти кратковременное замыкание.
- Важно, чтобы переход от холостого хода (без создания сварочной дуги) к рабочему состоянию происходил с плавным снижением напряжения с 60–80 В до 18–20 В. Это обеспечивает безопасное и стабильное начало сварки.
Все источники питания для сварочной дуги подвергаются одинаковым требованиям. Это позволяет сделать вывод о том, что ключевым фактором в обеспечении эффективности работы сварочного оборудования является способность поддерживать стабильное горение с момента зажигания сварочной дуги.
Сварочные аппараты должны быть оснащены только теми регуляторами, которые обеспечивают максимальное удобство при настройке параметров.
Сварочная дуга: ее свойства, виды, принцип работы
В условиях современных реалий промышленность не может обойтись без сварки. А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
Далее подробно расскажем о природе и строении сварочной дуги, в каких сферах она применяется, каких видов бывает и как правильно используется. С этой информацией любой сварщик моментально углубит свои знания и упрочит позиции среди специалистов данной области.
Определение сварочной дуги
Сварочная дуга – это электрозаряд, расположенный между электродами, имеющий значительную длину и выделяющий большой объем энергии. Дуга характеризуется разницей потенциалов, возникающей в газовой среде.
За счет сварочной дуги температура металла с высокой плотностью электрического напряжения быстро повышается, материал приобретает пластичность и достигает состояния, подходящего для последующей плавки.

Предельная температура сварочной дуги составляет +7 000 °C. Данную степень нагрева используют при обработке металлов, которые способны плавиться лишь при достижении показателя свыше +3 000 °C. Говоря об особенностях данного электрического заряда, нужно понимать, что сварочная дуга представляет собой проводник, возникающий за счет ионизированного газа. Дуга состоит из нескольких зон, которые, пропуская ток, выделяют много тепловой энергии.
Поджиг дуги вызывает формирование гальванической цепи, в которую входят анод, катод и ионизированный газ. При этом используются два электрода. Протекание тока приводит к нагреванию дуги, появлению исходящего от нее света – последняя характеристика объясняется наличием фотонного излучения.
Ключевые особенности сварочной дуги
Если сравнивать с прочими электрическими зарядами, дуга отличается такими особенностями:
- Высокая плотность тока, вплоть до нескольких тысяч ампер на 1 см2, что обеспечивает высокую температуру.
- Неравномерное распределение электрического поля на отрезке между электродами: около них напряжение падает, значительно усиливаясь в столбе.
- Очень высокая температура, достигающая своего пика в столбе, что связано с большой плотностью тока. За счет увеличения длины столба можно снизить нагрев электрической сварочной дуги, тогда как уменьшение его размеров приводит к росту температуры.
- Виды нахлесточных сварных соединенийВозможность добиваться разных вольтамперных характеристик за счет зависимости напряжения от плотности тока при постоянной длине или непрерывном горении дуги. Сегодня принято говорить о трех вольтамперных характеристиках.
Области применения сварочной дуги
Дуга применяется при работе с такими видами сварки:
- Полуавтоматический. В основе данного подхода лежит использование тугоплавких вольфрамовых электродов, на дугу подают присадочную проволоку.
- Ручной. Данный метод является самым популярным ввиду своей простоты.
- Автоматический. Используется на производствах, упрощая выполнение объемных задач.
Если ведутся работы с открытой плазмой, предпочтение отдают жесткой дуге, тогда как при сварке под флюсом или в среде защитного газа необходима возрастающая дуга.
Природа и строение сварочной дуги
Понимая строение дуги, проще разобраться с ее принципом действия, ведь мощная электродуга позволяет за минимальный промежуток времени довести металл до температуры, при которой он начинает плавиться. Говоря о сварочной дуге и ее свойствах под последними понимают плотность тока и вольтамперные показатели. Столб дуги представляет собой светящийся ионизированный газовый проводник от катода к аноду, обладающий высоким сопротивлением.
В среднем, дуга равна 5 мм. Принято выделять такие основные зоны сварочной дуги:
- анодная – имеет размер до 10 микронов;
- катодная – в 10 раз меньше первой;
- столб – различимая глазом светящаяся полоса.
Температура сварочной дуги обеспечивается благодаря потоку свободных электронов, образуемых на катодном пятне. Причем последнее нагревается до 38 % от температуры плазмы. В столбе электроны направляются к аноду, а протоны – к катоду. Сам столб лишен заряда, поэтому на протяжении всех сварочных работ сохраняет нейтральность. Температура частиц доходит до+10 000 °C, металл в процессе сварки нагревается до +2 350 °C, тогда как расплав в ванне прогрет до +1 700 °С.

Стоит пояснить, что в схеме сварочной дуги анодным пятном принято называть место входа и нейтрализации электронов. Данный участок имеет на 4–6 % более высокую температуру, чем катодное пятно. Напряжение в обеих указанных зонах значительно снижается, из-за чего невозможно их свечение. Человеческий глаз видит лишь плазму, которая испускает ультрафиолетовое, инфракрасное и световое излучение. Нужно понимать, что последнее опасно для зрения и кожных покровов, поэтому специалисты не начинают работу без индивидуальных средств защиты.
Виды сварочных дуг
На данный момент сварщики пользуются несколькими классификациями сварочных дуг – они отличаются схемами подвода тока и средой, в которой ведется работа.
Рекомендуем статьи:
- Что такое арматура: разбираемся в деталях
- Сварка арматуры: выбираем оптимальный способ
- Как варить тонкий металл: руководство для начинающих и профессионалов
Принято выделять такие виды сварки дугой:
1. Прямого действия.
Аппарат размещают параллельно обрабатываемой металлической заготовке. Дуга находится под углом 90° относительно электродов и поверхности металла.
2. Косвенного действия.
Здесь два электрода устанавливаются под углом 50° к свариваемому изделию, причем сама дуга образуется между электродом и металлом заготовки.

Сварочные дуги можно разделить на виды, исходя из атмосферы, в которой они появляются:
- Открытая сфера. Дуга горит на открытом пространстве, образуется газ, включающий в себя пар металла, электрода и поверхностей, обработанных сварочным инструментом.
- Закрытая сфера. Горение дуги происходит под защитой флюса, а газ состоит из пара материала заготовки, электродов и непосредственно флюсового слоя.
- С использованием смеси газов. В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
- классический – применяется для постоянной эксплуатации;
- импульсный – подходит для одноразового использования.
Либо возможна классификация сварочных дуг на основании материала электрода. Последний может быть плавящимся или неплавящимся, изготовленным из угля, вольфрама. Высокой популярностью среди сварщиков пользуется стальной, то есть плавящийся электрод. Но практика показывает, что сегодня большинство специалистов старается выбирать неплавящиеся расходники, так как типы данных элементов достаточно сильно отличаются друг от друга.
Источники питания сварочной дуги
Разряд может создаваться при помощи постоянного или переменного тока. Стоит оговориться, что постоянное напряжение обеспечивает более надежный сварной шов, а работа сопровождается меньшим разбрызгиванием металла.
Трансформатор использует ток из сети 220 B и преобразует его в 15–40 В.
Поскольку современное сварочное оборудование имеет небольшие размеры, в нем используется схема, включающая в себя следующие узлы:
- Входной выпрямитель.
- Инвертор, то есть управляемое микросхемой электронное устройство с транзисторами, отличающимися высокой скоростью переключения.
- Трансформатор.
- Трансформатор.
Благодаря инвертору постоянный ток преобразуется в переменный частотой до 80 кГц. Таким образом удается использовать трансформатор меньшего размера, увеличив КПД всего устройства.

При выборе источника питания сварочной дуги отталкиваются от способа, которым будет осуществляться обработка металла. Допустим, в процессе ручной сварки невозможно сохранение одинаковой длины дуги, а значит, следует взять аппарат с крутопадающей вольтамперной характеристикой. Из-за этого при растягивании дуги разряд не погаснет, а при укорачивании сила тока остается неизменной.
Сварка плавящимся электродом сопровождается стеканием капель горячего металла на изделие, из-за чего появляется ток короткого замыкания. Он имеет показатель, превышающий силу тока сварочной дуги на 20–50 %, и призван уничтожить образовавшийся металлический мостик, после чего происходит повторное формирование плазменного разряда. Подобные колебания совершаются мгновенно, поэтому источник должен быстро реагировать, чтобы стабилизировать разность потенциалов.
Критерии, влияющие на мощность сварочной дуги
Мощность сварочной дуги зависит от следующих факторов:
- напряжение – повышение данного показателя вызывает рост мощности в небольшом диапазоне, кроме того, необходимо помнить об ограничениях по размеру электрода;
- сила тока – большой ампераж позволяет добиться стабильного горения дуги;
- величина напряжения плазмы – данный показатель пропорционален мощности.
Длина дуги определяется как расстояние между сварным кратером и концом электрода. Данная величина непосредственно влияет на то, какой объем тепла выделяется в процессе работы.
Отталкиваясь от мощности дуги, устанавливают скорость плавления металла изделия, а значит, и время, необходимое для завершения работы. Благодаря регулировке силы тока удается менять температуру в рабочей зоне. Нужно понимать, что даже при использовании длинного столба электродуга будет стабильно гореть при большом ампераже. Напряжение редко корректируют во время сварочных работ.
Вольтамперная характеристика сварочной дуги
Вольтамперная характеристика (или ВАХ) энергетического электрозаряда представляет собой график, отображающий зависимость напряжения от смены тока. Данный показатель бывает:
- Нисходящим – падает из-за роста напряжения.
- Стабильным – остается неизменным при смене силы тока.
- Восходящим – повышается при увеличении силы тока. Этот вариант чаще всего применяется в процессе сварки автоматом.
ВАХ описывает зависимость токовых параметров, позволяя установить такие характеристики в работе сварочной дуги, как:
- мощность;
- время горения;
- условия гашения.
При ручной сварке с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ВАХ ограничивается двумя первыми областями, до третьей ампераж не доходит. Если речь идет о механизированной сварке с использованием флюсов, она осуществляется по графику областей II и III. А сварка плавящимся электродом в облаке защитной атмосферы происходит по графику области III.

При работе сварочным аппаратом, обеспечивающим переменный ток, сварочная дуга появляется в каждом полупериоде на пике зажигания. При переходе через ноль она затухает, при этом прекращается нагрев активных пятен. В составе покрытия электродов присутствуют активные щелочные металлы, призванные увеличить устойчивость ионизации. Из-за защитного облака осложняется розжиг дуги на переменном токе, однако обеспечивается стабильное горение при использовании постоянного тока. Это связано с тем, что между полюсами молекулы газа ионизируются.
Выбирая устройство для сварки, важно помнить, что вольтамперная характеристика электродуги зависит от аналогичного внешнего показателя. Работа аппарата рассматривается специалистами как наложение графиков. Так, при ручной сварке нужно использовать источники питания с падающими областями ВАХ или повышенным напряжением холостого хода. Тогда сварщик может варьировать длину дуги за счет изменения ампеража.
Немаловажно, что короткое замыкание, происходящее при падении капли с электрода на изделие, имеет силу тока на 20–50 % выше, чем у сварочной дуги. При использовании плавящихся электродов прибегают к дуге размыкания. Если осуществляется розжиг дуги вольфрамовым или угольным электродом, рекомендуется применять вспомогательный разряд.
Большая сила тока короткого замыкания чревата прожогом металла изделия. Падение капли влечет за собой замыкание, после чего ампераж повышается до величины тока короткого замыкания, появившийся мостик перегорает, а дуга загорается вновь. На изменение тока и напряжения в столбе уходят доли секунды, поэтому важно, чтобы оборудование быстро стабилизировало напряжение.
Условия горения сварочной дуги
При стандартных условиях, под которыми понимают температуру +25 °C и давление в 1 атмосферу, газы не проводят ток. Дуга может образоваться, если газы между электродами ионизированы – в их составе присутствуют заряженные частицы, такие как электроны или ионы/катионы или анионы.
Образование ионизированного газа обозначают как ионизация. Работа, затрачиваемая на отрыв электрона от атома с образованием электрона и иона, – это работа ионизации или потенциал ионизации, который измеряют в электрон-вольтах. На отрыв электрона требуется 3,5–25 эВ, причем конкретное количество необходимой энергии зависит от используемой газовой фазы.
Ниже всего потенциал ионизации у щелочных и щелочноземельных металлов, таких как калий, кальций и их химические соединения. Последние используют в качестве покрытия электродов, что позволяет обеспечить стабильное горение сварочной дуги.
Кроме того, чтобы дуга зажглась и могла гореть, нужно обеспечить постоянную температуру на катод. Конкретное значение подбирается под вид, диаметр, размер катода, температуру вокруг.
Важно, чтобы температура сварочной дуги была неизменной. За счет высокой силы тока она может доходить до +7 000 °C, поэтому сварка обеспечивает соединение совершенно любых материалов. Добиться стабильной температуры позволяет исправный источник питания. А так как он влияет на свойства сварочной дуги в процессе работы, выбор данного элемента при конструировании всего аппарата очень значим.
Получается, электродуга является лучшим и самым надежным способом соединения элементов из металла. Развитие сварки сильно повлияло на современную промышленность, ведь только при помощи высокой температуры сварочной дуги удается обрабатывать большую часть используемых сегодня металлов.
Чтобы сформировать действительно надежные швы, нужно помнить о характеристиках дуги, не упускать из внимания ключевые значения. Тогда вся работа займет немного времени, а результат окажется достойным. Кроме того, важно учитывать свойства дуги, такие как плотность тока, температура, напряжение.
Автор статьи

Руководитель отдела продаж