Комплекс и комплект в чем отличие
Комплексы и комплекты
( “Комплекс [от лат. complexus — связь, сочетание] — совокупность, сочетание предметов, действий, явлений или свойств, составляющих одно целое”.
“Комплект [от лат. completus — полный] — полный набор, состав кого-либо или чего-либо, например, комплект учащихся, комплект запчастей, комплект учебников”. )

Основоположником счетно-перфорационной техники, прямой предшественницы релейных машин, является американец немецкого происхождения Герман Холлерит (1860—1929), который в 1890 году, занимаясь обработкой данных переписи населения, впервые построил ручной перфоратор для нанесения цифровой информации на перфокарты [1—5]. Он также ввел механическую сортировку для раскладки перфокарт в зависимости от места пробивок и построил суммирующую машину, названную табулятором. Она “прощупывала” отверстия на перфокартах, воспринимая их как соответствующие числа, и подсчитывала эти числа.
В 1900 году стала применяться автоматическая загрузка перфокарт, а еще через тринадцать лет появились первые печатающие и накапливающие табуляторы. У нас в стране в 1929 году был создан первый в мире итоговый перфоратор, а в 1934—1935 годах были разработаны принципы использования фотоэлемента в перфорационных устройствах.
Обычно использовались целые комплексы счетно-перфорационных или, как их еще называли, счетно-аналитических машин, причем простейшим из применявшихся у нас подобных комплексов являлся так называемый комплект счетно-аналитических машин [6].
Отверстия на перфокартах (на каждой из которых имелось двенадцать рядов — десять рядов с цифрами от 0 до 9 и два ряда, расположенных выше цифр и соответствующих так называемым дополнительным позициям 11 и 12) пробивались посредством перфоратора (например, П-80). Достаточно опытному оператору удавалось обработать с его помощью приблизительно 230 карт в час. Поскольку оператор мог допустить ошибки, после пробивки данных перфокарты следовало проерять. Для проверки употреблялась специальная машина — контрольник (к примеру, К-80). При работе на контрольнике оператор производил те же операции, что и на перфораторе. Если отверстия на карте были пробиты правильно, то она беспрепятственно проходила через воспринимающее (считывающее) устройство контрольника. Если же при пробивке была допущена ошибка, то карта останавливалась, причем колонка с ошибкой оказывалась над воспринимающим устройством. В этом случае карта вынималась, а необходимые данные пробивались повторно на новой карте. Оператор мог проверить примерно 250 карт в час.
Иногда перед вычислениями требовалось произвести сортировку данных, пробитых на перфокартах, по тем или иным признакам. Для этого применялась специальная машина — сортировка (например, С-80). Колода перфокарт вкладывалась в магазин подачи машины, после чего следовало с помощью рукоятки установить, по какой колонке сортировать карты, а затем — нажать пусковую кнопку. Карты начинали подаваться под воспринимающее устройство машины и складываться в ее карманы. Таких карманов было тринадцать (двенадцать соответствовали возможным вариантам пробивок в колонке, а тринадцатый предназначался для карт, не имеющих там пробивок). За час машина была способна обработать примерно 24 000 картоколонок.
Далее карты поступали на счетно-записывающую машину — табулятор (например, Т-5), который автоматически считывал исходные данные, пробитые на перфокартах. Табулятор выполнял расчеты и печатал результаты в соответствии с настройкой, осуществлявшейся при помощи соединений на коммутационной доске и выключателей. Табулятор Т-5 работал со скоростью приблизительно от 6000 до 9000 карт в час — в зависимости от того, какая информация выводилась на печать.
Часто результаты, полученные с помощью табулятора, требовалось вновь использовать при работе на нем же. В таких случаях представлялось целесообразным не только печатать результаты (итоги), но и выводить их на перфокарты. Это осуществлялось посредством итогового перфоратора , работающего совместно с табулятором.
Перенос данных с одних перфокарт на другие (в том числе с добавлением новых пробивок, исключением ненужных данных и т.п.) осуществлялся посредством перфоратора-репродуктора, работающего со скоростью примерно 6000 карт в час.
На табуляторе было трудно выполнять умножение. И здесь положение могла исправить еще одна машина — умножающий перфоратор , способный также выполнять сложение и вычитание.
Результаты, полученные с помощью умножающего перфоратора, выводились на перфокарты, а скорость вычислений зависела тут от характера работы. (При перемножении шестизначных чисел и вывода на перфокарты результата с двенадцатью знаками можно было произвести около 1200 действий в час.)
Счетно-аналитические машины являлись электромеханическими устройствами и потому работали достаточно медленно, причем комплект не содержал устройств, выполняющих деление.
Приспособление таких машин для решения сложных математических задач было сопряжено с большими трудностями.
1. Частиков А.П. От калькулятора до суперЭВМ // Новое в жизни, науке, технике. Сер.
“Вычислительная техника и ее применение”, № 1/88.
2. Знакомьтесь: компьютер: Пер. с англ. М.: Мир, 1989.
3. Язык компьютера: Пер. с англ. М.: Мир, 1989.
4. Леонов А.Г. , Четвергова О.В. История компьютеров // Информатика, № 35/98.
5. Перфоратор и табулятор // Информатика, № 39/2000.
6. Березин И.С. , Жидков Н.П. Методы вычислений. М.: Государственное издательство физико-математической литературы, 1959. Т. 1.
Техническая документация и немного личного
Основная тематика блога посвящена вопросам разработки и поддержания в актуальном состоянии эксплуатационной и ремонтной документации для изделий различных отраслей промышленности. Кроме того, в блоге будут публиковаться статьи личного характера, посвященные моей жизни.
вторник, 21 июня 2011 г.
В чем отличие между деталью, сборочной единицей, комплексом и комплектом?
Как известно, результатом любого производственного процесса является изделие. В соответствии с ГОСТ Р ИСО 10303-1-99 изделием является объект или вещество, полученные естественным или искусственным путем. А ГОСТ 2.101-68 трактует понятие изделия следующим образом: изделие – любой предмет или набор предметов производства, подлежащих изготовлению на производстве.
Смысловая близость данных понятий позволяет говорить о том, что изделием является все, что производится предприятиями промышленности. Таким образом, с учетом требований ГОСТ 2.101-68 к изделиям можно отнести: комплексы, комплекты, сборочные единицы и детали (рисунок 1).
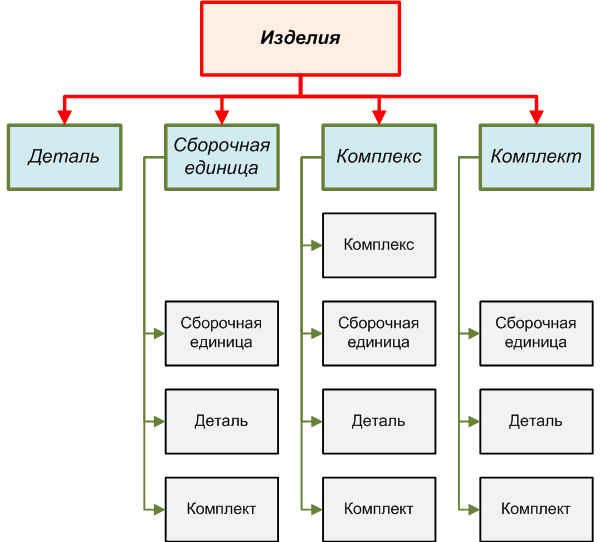
Рисунок 1.
В соответствии с ГОСТ 2.101-68 сборочная единица это изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой, пайкой, опресовкой, развальцовкой, склеиванием, сшивкой, укладкой и т.п.). Примерами сборочных единиц являются: автомобиль, станок, микромодуль, редуктор, сварной корпус.
К сборочным единицам, при необходимости, также относят:
а) изделия, для которых конструкцией предусмотрена разборка их на составные части, например для удобства упаковки и транспортирования;
б) совокупность сборочных единиц и (или) деталей, имеющих общее функциональное назначение и совместно устанавливаемых на предприятии-изготовителе в другой сборочной единице, например: электрооборудование станка, автомобиля, самолета; комплект составных частей врезного замка (замок, запорная планка, ключи);
в) совокупность сборочных единиц и (или) деталей, имеющих общее функциональное назначение, совместно уложенные на предприятии-изготовителе в укладочные средства (футляр, коробку, и т.п.), которые предусмотрено использовать вместе с уложенными в них изделиями, например: готовальня, комплект концевых плоскопараллельных мер длины.
Что касается детали, то она является составной неделимой частью сборочной единицы. Так в соответствии с тем же ГОСТ 2.101-68, деталь это изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций. Примерами деталей являются: литой корпус; пластина из биметаллического листа; печатная плата; отрезок кабеля или провода заданной длинны. Эти же изделия, подвергнутые покрытиям (защитным или декоративным), не зависимо от вида, толщины и назначения покрытия, или изготовленные с применением местной сварки, пайки, склепки, сшивки и т.п. Примерами таких деталей являются: винт, подвергнутый хромированию, трубка, спаянная или сваренная из одного куска листового материала.
Наряду с понятиями сборочной единицы и детали ГОСТ 2.101-68 вводит такие важные понятия как комплект и комплекс.
Комплекс — это два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Каждое из этих специфицированных изделий, входящих в комплекс, служит для выполнения одной или нескольких функций, установленных для всего комплекса. В комплекс кроме изделий выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций, например: детали и сборочные единицы, предназначенные для монтажа комплекса на месте его эксплуатации; комплект запасных частей и др.
Комплект — это два и более изделия, несоединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера. Примерами комплектов являются: комплект запасных частей, комплект инструмента, комплект упаковочной тары и др. В комплект также включают сборочную единицу или деталь, поставляемую вместе с набором других сборочных единиц и (или) деталей, предназначенных для выполнения вспомогательных функций при эксплуатации этой сборочной единицы или детали. Примеров таких деталей и сборочных единиц является: осциллограф в комплекте с укладочным ящиком, запасными частями, монтажным инструментом, сменными частями. Наиболее наглядно взаимосвязь деталей, сборочных единиц, комплексов и комплектов показана на рисунке 1.
Анализ рисунка 1 показывает, что наиболее распространенными видами изделий являются детали и сборочные единицы. Как известно информация необходимая для производства деталей и сборочных единиц содержится в конструкторской документации. Так в соответствии с ГОСТ 2.102-68 основным конструкторским документом для изготовления деталей является чертеж детали, в случае если на предприятии используется двумерная конструкторская документация и 3D модель детали, если на предприятии используется трехмерная конструкторская документация.
Чертеж детали — документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля (ГОСТ 2.102-68).
Электронная модель детали — документ, содержащий электронную геометрическую модель детали и требования к её изготовлению и контролю (включая предельные отклонения размеров, шероховатости поверхностей и др.) (ГОСТ 2.102-68).
Для сборочной единицы основным конструкторским документом является спецификация, в случае если на предприятии используется двумерная конструкторская документация и электронная структура изделия, если на предприятии используется трехмерная конструкторская документация. Кроме того, для изготовления сборочной единицы сборочный чертеж или трехмерная модель сборочной единицы для двумерной и трехмерной конструкторской документации соответственно.
Сборочный чертёж — документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля. К сборочным чертежам также относят чертежи, по которым выполняют гидромонтаж и пневмомонтаж (ГОСТ 2.102-68).
Электронная модель сборочной единицы — документ, содержащий электронную геометрическую модель сборочной единицы, соответствующие электронные геометрические модели составных частей, свойства, характеристики и другие данные, необходимые для сборки (изготовления) и контроля. К электронным моделям сборочных единиц также относят электронные модели для выполнения гидромонтажа и пневмомонтажа (ГОСТ 2.102-68).
Спецификация — документ, определяющий состав сборочной единицы, комплекса или комплекта (ГОСТ 2.102-68).
Электронная структура изделия — документ, содержащий в электронной форме состав сборочной единицы, комплекса или комплекта и иерархические отношения (связи) между его составными частями и другие данные в зависимости от его назначения (ГОСТ 2.102-68).
Таким образом, и деталь, и сборочная единица, и комплект, и комплекс являются изделиями, производимыми предприятиями промышленности. Наиболее мелким видом изделия является деталь, а наиболее крупным комплекс. При этом более мелки виды изделий могут входить в состав более крупных. Например, сборочная единица может состоять из деталей.
10.1. Общие свЕДения

Изделием называется предмет или набор предметов, подлежащих изготовлению на производстве.
Устанавливаются следующие виды изделий:
Деталью называют изделие, изготовленное из однородного по марке материала, без применения сборочных операций.
Сборочной единицей называют изделие, составные части которого подлежат соединению между собой сборочными операциями (свинчиванием, сваркой, клепкой и т.п.).
Комплексом называют два и более изделия, не соединенные сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций (например, поточная линия станков).
Комплектом называют два и более изделия, не соединенные сборочными операциями и представляющие набор изделий, имеющих общее эксплуатационное назначение (например, комплект инструментов).

К конструкторским документам относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта.
— чертеж детали (см. раздел 7 .2);
— сборочный чертеж (см. раздел 7.4), код документа СБ;
— чертеж общего вида, код документа ВО;
— спецификация (см. раздел 7 . 3 );
— схема, код документа по ГОСТ 2.701-84, например, схема электрическая – Э.

При определении комплектности конструкторских документов на изделие следует различать:
— основной конструкторский документ;
— основной комплект конструкторских документов;
— полный комплект конструкторских документов.
Основной конструкторский документ изделия полностью и однозначно определяет данное изделие и его состав. За основные документы принимают: для детали – чертеж детали; для сборочных единиц, комплексов и комплектов – спецификацию.
Основной комплект объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом), например, сборочный чертеж, принципиальная электрическая схема, технические условия и т.д. Конструкторские документы составных частей в основной комплект документов изделия не входят.
Полный комплект составляют из следующих документов:
— основного комплекта конструкторских документов на данное изделие;
— основных комплектов конструкторских документов на все составные части данного изделия.

Каждому изделию и его конструкторским документам присваиваются самостоятельные буквенно-цифровые обозначения.
Структура обозначения следующая:
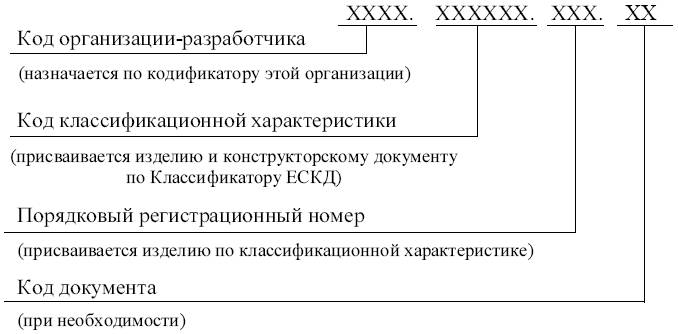
* Перечень конструкторских документов приведен не полностью.
В чем отличие между деталью, сборочной единицей, комплексом и комплектом?
Изделие — результат производственного процесса. ГОСТ Р ИСО 10303-1-99 определяет изделие как объект или вещество, полученные естественным или искусственным путем. В свою очередь ГОСТ 2.101 трактует понятие изделия следующим образом: «изделие — предмет или набор предметов производства, подлежащих изготовлению в организации (на предприятии) по конструкторской документации».
Смысловая близость этих понятий позволяет считать изделием все, что выпускается на промышленных предприятиях, в том числе комплексы, комплекты, сборочные единицы и детали (рисунок 1). Но как отличается комплекс от комплекта и в чем отличие между деталью и сборочной единицей — попробуем разобраться в этой статье.
Что такое сборочная единица
Чтобы определиться с понятием сборочной единицы, вернемся к ГОСТ 2.101. Стандарт называет сборочной единицей изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой, пайкой, опресовкой, развальцовкой, склеиванием, сшивкой, укладкой и т.п.). Если обратиться к примерам, то к числу сборочных единиц можно отнести: автомобиль, станок, микромодуль, редуктор, сварной корпус.
Также к сборочным единицам относятся:
а) изделия, конструкция которых позволяет разбирать их на составные части, например в целях оптимизации упаковки;
б) совокупность сборочных единиц и (или) деталей с общим функциональным назначением и совместно устанавливаемых на предприятии-изготовителе в другой сборочной единице, например: электрооборудование станка, автомобиля, самолета; комплект составных частей врезного замка (замок, запорная планка, ключи);
в) совокупность сборочных единиц и (или) деталей с общим функциональным назначением, совместно уложенные на предприятии-изготовителе в укладочные средства (футляр, коробку, и т.п.), которые предусмотрено использовать вместе с уложенными в них изделиями, например: готовальня, комплект концевых плоскопараллельных мер длины;
г) упаковочная единица, представляющая изделие, создаваемое в результате соединения упаковываемой продукции с упаковкой.
В чем отличие детали от сборочной единицы
Отличие между деталью и сборочной единицей очевидно — деталь является составной неделимой частью сборочной единицы. ГОСТ 2.101 определяет деталь как изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций. Исходя из этого определения, деталями являются: литой корпус; пластина из биметаллического листа; печатная плата; провод или кабель заданной длины. Деталями также будут считаться изделия, подвергнутые защитному или декоративному покрытию, независимо от его вида, толщины и назначения, а также изготовленные с применением местной сварки, пайки, склепки, сшивки, например хромированный винт или спаянная из куска листового материала трубка.
В чем отличие между комплексом и комплектом
Помимо сборочной единицы и детали, ГОСТ 2.101 вводит понятия комплекса и комплекта.
Комплекс — это два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Задача каждого из специфицированных изделий в составе комплекса — обеспечить реализацию одной или нескольких функций комплекса. Помимо деталей, обеспечивающих основные функции комплекса, в его состав могут включаться комплекты и сборочные единицы для вспомогательных процессов, например, детали для монтажа на месте сборки.
Комплект отличается от комплекса. Комплект — набор изделий, не соединенных друг с другом на предприятии-изготовителе сборочными операциями и выполняющих вспомогательную функцию, например, комплект инструментов, упаковочной тары, запасных частей. В состав комплекта может включаться деталь или сборочная единица, поставляемая вместе с набором других сборочных единиц и (или) деталей для реализации вспомогательных функций в ходе эксплуатации этой детали. Типичным примером таких сборочных единиц и деталей может служить осциллограф в комплекте с укладочным ящиком, запасными частями, монтажным инструментом, сменными частями. Наглядная взаимосвязь деталей, сборочных единиц, комплексов и комплектов отражена на рисунке 1.
Очевидно, что среди изделий наиболее распространены детали и сборочные единицы.
Стоит отметить, что проектирование деталей и сборочных единиц является одной из самых востребованных услуг в компании «Иторум». Среди заказчиков — ведущие предприятия в своих отраслях. Ознакомиться со списком выполненных проектов, составом работ, решением типовых задач и описанием преимуществ для предприятий можно на странице услуги.
Таким образом, деталь, сборочную единицу, комплект и комплекс можно считать изделиями, производимыми предприятиями промышленности. При этом самым мелким видом изделия является деталь, а самым крупным — комплекс. Более мелкие виды изделий могут входить в состав более крупных так же, как сборочная единица может состоять из деталей.
Для корректной идентификации деталей, комплексов и сборочных единиц мы предлагаем разработку бумажного или электронного каталога изделий (КИ). Над каждым проектом работает опытная инициативная команда специалистов «Иторум», что позволяет в сжатые сроки получить актуальный каталог. Для консультации и заказа услуги разработки КИ или проектирования изделий и разработки КД оставьте заявку в форме обратной связи или позвоните по телефону 8495-120-80-55. Мы оперативно рассмотрим ваше обращение и предложим решение с лучшим соотношением цены и функциональности.