Как уменьшить отверстие в металле для болта
Конечно же можно заказать токарю втулку
Именно так и сделать, все остальное колхоз. Покупал пропеллеры Fiala, втулка была в комплекте. Под какой то китайский пропеллер точил втулку.
Под какой то китайский пропеллер точил втулку.
Самое надёжное.но можно ещё проверенное:эпоксидка с опилками залить отверстие.после застывания просверлить нужный диаметр.летает до сих пор.
Сначала тоже хотел уменьшить диаметр при помощи эпоксидки, но потом понял , что будет очень трудно просветить новое отверстие ровно по центру. наверно самое простое купить винт с 8мм отверстием, вроде бы таких в достатке, просто когда заказывал этот я был уверен в диаметре 8мм, потом выяснилось что в голове у меня отложился диаметр для винта этого же производителя и размера, но электро… а двс 10мм. В любом случае втулки будут заказаны, просто решил узнать как решают подобную проблему другие моделисты ��
Максим, к черту колхоз! Эта проблема может решаться на самом деле одним единственным способом — выточить на станке дюралевую втулку, дел там на 5 минут. Тебе выточить и отправить? Давай точные размеры!
Как уменьшить диаметр болгарочного диска по металлу?
Если есть гранитные скользкие ступеньки рядом — можете сделать насечки — и Вам хорошо и полезное людям.
Рельсы можно заменить траком от танка — у меня есть на даче — могу подарить САМОВЫВОЗОМ
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 02.05.2011 Хабаровск Сообщений: 10751
26.01.2016 в 10:17
Круги по металлу хреновасто пилят камни.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 14.08.2011 Сообщений: 6877
26.01.2016 в 10:51
Купить нужный диск. Если религия не позволяет, отдать свой большой диск соседу, когда он его сточит при работе по металлу, забрать обратно.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 01.09.2007 Москва Сообщений: 8400
26.01.2016 в 11:28
Не, мне серьезно.
Нужно вырезать отверстие в «дутой» крышке для кастрюльки, хочу из неё кожух для той же болгарки слепить, от пыли.
Можно ножницами по металлу попробовать, но боюсь, что ровно не отрежет, да и треснет. А потом при работе-развалится.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 20.08.2012 Тула Сообщений: 6420
26.01.2016 в 13:31
ma-masha написал:
Не, мне серьезно.
Нужно вырезать отверстие в «дутой» крышке для кастрюльки, хочу из неё кожух для той же болгарки слепить, от пыли.
Можно ножницами по металлу попробовать, но боюсь, что ровно не отрежет, да и треснет. А потом при работе-развалится.
Какой диаметр в результате нужен? Может, лучше коронкой выпилить? Разумеется, ножницами — это не дело.
- Просмотр профиля
- Сообщения пользователя
- Личное сообщение
Регистрация: 29.10.2005 Москва Сообщений: 7637
26.01.2016 в 19:32
откусываете лишнее ножницами по металлу
потом сажаете на дрель и обтачиваете на небольших оборотах об точильный камень или что угодно другое
люди так диски для дремеля делают
Только объясните мне пож-та — а зачем нужна эта крышка из металла — ведь опасность представляют «сектора» с алмазами — а они все равно будут выступать за пределы железной части крышки (в лучшем случае прикрытыми по периметру крышки щеточками) — верно ? Т.е. м. стоит сразу их пластика делать ?
Рассверливание отверстий: безопасно для любого металла
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Рассверливание отверстий:
безопасно для любого металла
Рассверливание отверстий — эффективный способ увеличения их диаметра по сравнению изначальным, сформированным в процессе сверления. Для этого процесса используют набор сверл большего диаметра. Постепенно переходя от одного к другому, сверловщик расширяет полость.
Такая поэтапность помогает снизить риск выхода инструмента из строя и избежать брака. Метод рассверливания наиболее востребован в создании отверстий большого диаметра.
Некоторые нюансы рассверливания
Рассверливание отверстий на токарном станке, если они имеют диаметр более 25 мм, обычно проводят в два этапа. На первом пользуются сверлом меньшего диаметра, длина которого равна длине поперечной режущей кромки сверла большего диаметра. Этот метод позволяет уменьшить силу резания большего сверла.
При рассверливании рекомендуется выбирать размер инструмента, соответствующий наименьшему диаметру отверстия. Можно использовать только предварительно просверленные отверстия, а не созданные другими способами. Причина в том, что полости, полученные литьем или штамповкой, обычно приводят к несоосности оси отверстия и сверла. Это особенно важно учитывать при более сложных процессах, например, при рассверливании глухого отверстия.
В целом техника рассверливания совпадает с операциями, выполняемыми при сверлении. Стоит помнить, что эти две технологии помогают получить отверстия не самой высокой точности — десятой. И для достижения лучших показателей шероховатости требуется дополнительная обработка: шлифование и развертка.
Требования к процессу рассверливания
При рассверливании отверстий сверловщики придерживаются известных каждому профессионалу правил. В первую очередь надежно закрепляют заготовку, применяя специальную подкладку при креплении к столу. При полуавтоматической обработке требуется обеспечить свободное движение инструмента.
Шпиндель запускается в работу до подведения инструмента к материалу, а его давление на сверло до начала процесса должно быть минимальным. Имеет значение и порядок остановки шпинделя: он должен “замирать” только после выхода сверла из материала. В противном случае есть риск повреждения режущей кромки.
Если во время работы возникают посторонние звуки, продолжать ее не рекомендуется: нужно вывести сверло из отверстия и выяснить причину шумов. Да и в целом рассверливание отверстий на токарном станке требует периодических перерывов: сверло необходимо вынимать для удаления стружки и для смазки.
- активно использовать охлаждающую жидкость;
- выбирать режимы, соответствующие виду работ;
- руководствоваться особенностями материала, из которого выпущена заготовка, и требованиями, указанными в технологических картах.
Особенности рассверливания
некоторых материалов
В обращении с мягким, но этим и коварным алюминием часто случается, что стружка блокирует сверло, затрудняя его движение. Поэтому при работе с таким материалом рекомендуется чаще вынимать инструмент из отверстия и очищать его от стружки. Также не стоит жалеть масла, особенно при рассверливании глухого отверстия.
Обработка черного чугуна не требует применения каких-либо смазочно-охлаждающих жидкостей, так как он хорошо поддается сверлению и без них. А вот белый по сравнению с черным обладает большей прочностью, поэтому для его сверления необходимо использовать мощные сверла и качественную смазку.
Рассверливание металла: профессиональный подход
Рассверливание отверстий — не способ получить результат “с точностью до долей миллиметра”. Но эта операция становится фундаментом для последующих, более точных манипуляций над заготовкой. Вы можете заказать все эти услуги и процессы в одном месте, выбрав на нашем сайте достойного подрядчика.
Чтобы максимально упростить задачу, используйте форму открытой заявки с возможностью просмотра всеми потенциальными исполнителями вашего города и региона. Обращайтесь!
| Толщина металла, мм | Стоимость, руб./отверстие | |||
|---|---|---|---|---|
| От 10 | от 25 | |||
| От 20 | от 45 | |||
| От 30 | от 65 | |||
| От 40 | от 85 | |||
| От 50 | от 100 | |||
Технология сверления и рассверливания отверстий
Сверление отверстий в заготовках и деталях может осуществляться как по разметке, так и по кондуктору. При выполнении работ следует придерживаться определенных рекомендаций:
- При сверлении сквозных отверстий нужно обратить внимание на способ крепления заготовки. В тех случаях, когда ее крепят на столе, используют подкладку, благодаря которой будет возможен свободный выход режущего инструмента после обработки.
- Подводку режущего инструмента к обрабатываемой заготовке выполняют после того, как будет включено вращение шпинделя. Во время подводки следят за тем, чтобы нагрузка на сверло при соприкосновении с поверхностью заготовки была минимальной.
- Остановку шпинделя необходимо производить после того, как сверло вышло из материала. Если остановить вращение шпинделя до выхода сверла, то это с большой долей вероятности приведет к повреждению режущей кромки самого сверла.
- Если во время процесса сверления заготовки возникают посторонние шумы, вибрации, которые возникают при нарушении технологии или деформаций сверла, то следует сначала вывести режущий инструмент из заготовки, а потом остановить вращение шпинделя и работу станка.
- Для высверливания отверстий с глубиной в 5 раз больше, чем его диаметр, во время выполнения работы следует время от времени выводить сверло из обрабатываемой заготовки. Это требуется, во-первых, для удаления стружки, а, во-вторых, для смазки, что способствует защите сверла от поломок и затупления.
- При выполнении операций по сверлению больших отверстий с диаметром свыше 25 мм обработку следует выполнять в поэтапно, включая рассверливание/зенкирование.
- Сверление деталей из стальных или других сплавов с большой вязкостью выполняют с применением СОЖ для защиты сверла от износа.
- Сверлить заготовки необходимо только в тех режимах, которые указываются в технологических картах или справочных таблицах.
Сверление по разметке
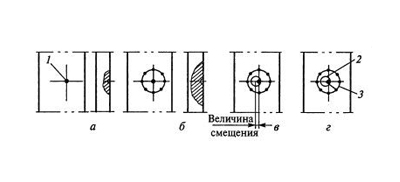
Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
- предварительное.
- окончательное.
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Сверление по кондуктору
Кондукторы предназначены для направления режущего инструмента станка во время операций по высверливанию, а также для фиксации детали с учетом заданных требований. Применение специальных конструкций позволяет задать направление, повысить точность при обработке деталей. При сверлении мастер производит установку кондуктора и заготовки, удаляет их, а также вкл/выкл подачу шпинделя.
Сквозные и глухие отверстия
При обработке деталей выделяют 2 типа отверстий:
- сквозные, которые проходят насквозь по всей толщине обрабатываемой заготовки;
- глухие, высверливание которых выполняется на заданную длину.
Сверлениесквозных отверстий значительно отличается от высверливания глухих отверстий. Во время высверливания отверстий первого типа при выходе режущего инструмента из заготовки сопротивление обрабатываемой детали снижается скачками. Нужно помнить, что если скорость вращения шпинделя во время выхода сверла не уменьшить, то это может привести к заклиниванию и, как правило, поломкам режущего инструмента. Нередко это происходит во время обработки заготовок малой толщины, где требуется просверливание как прерывистых отверстий, так и отверстий, располагающихся под углом 90˚ относительно друг друга. По этой причине операция сверления в данных случаях выполняется на большой скорости подачи шпинделя. Ближе к концу просверливания следует отключить скорость передачи и выполнить досверливание уже вручную с меньшей скоростью.
Сверление заготовок с ручной подачей режущего инструмента выполняется также со снижением скорости подачи до выхода сверла. При этом обработка выполняется плавным образом, без рывков.
Глухие отверстия получают одним из трех способов:
- В случае, если станок оснащен специальным устройством для автоматического отключении скорости при достижении режущим инструментом определенной глубины, то перед выполнением операции сверления его настраивают соответствующим образом на конкретную глубину.
- В случаях, когда на станке не предусмотрены данные устройства, определить глубину обработки можно посредством применения патрона (рис. 2, а), у которого имеется возможность регулировки упора. Втулка перемещается и устанавливается на конкретную глубину обработки. При помощи патрона можно добиться точности глубины 0,1-0,5 мм.
Рис. 2. Приспособление для ограничения движения подачи шпинделя:
а – патрон с регулируемым упором; б – упорное кольцо; 1 – корпус патрона со сверлом; 2 – упорная втулка; 3 – кондукторная втулка
- В тех случаях, когда высокая точность не требуется, можно применять упор в виде втулки, который закрепляется на режущем инструмента (рис. 2, б). Подача шпинделя осуществляется до момента углубления сверла в детали до заданной отметки.
Кроме того, глубину во время сверления глухих отверстий в заготовках можно проверить и при помощи специального инструмента — глубиномера. Однако в данном случае возникают дополнительные временные затраты, поскольку во время сверления необходимо будет выводить режущий инструмент из отверстия.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.